生产工艺特殊过程确认报告(模板)
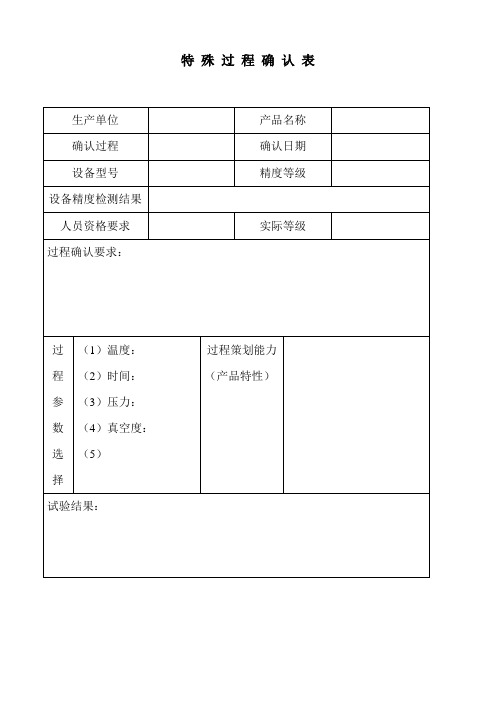
特殊过程确认表
特殊过程确认表审核经验介绍:对工业企业特殊过程确认CQC四川评审中心杨红斌---------------------------------------------------------在审核中,审核员往往遇到审核特殊过程,要求获得特殊过程确认有关证据,企业往往填写一张“特殊过程确认表”,认为就是进行了确认,不填写表,就是没有确认,一张表中,泛泛写了“人员确认满足,设备确认满足,工艺确认满足”就认可,如果企业没有填写确认记录表,就认为没有确认。
把确认仅仅限于记录,不追求实质,实际上是对标准理解出现偏差,如果企业也这样流于形式,就没有起到实际控制效果。
因此,本人对工业企业特殊过程的确认控制谈谈个人意见,供大家参考,希望起到抛砖引玉的作用。
1对特殊过程的识别对识别很重要,如果特殊过程识别不清,就无法谈到确认。
标准中规定:生产和服务提供过程的输出不能由后续的监视或测量加以验证时为特殊过程,即工序后不能进行检验、或不能经济检验、或问题要在产品使用中才会反映出的作为特殊过程。
应该说这个定义很清楚,往往企业确定特殊过程时会存在问题,他们按照工艺种类分类,如焊接、热处理、表面处理等,这些都是特殊过程,但进行确认问题就来了,就焊接、热处理、表面处理,每类中有许多种情况,如焊接有钨极氩弧焊、埋弧焊、气体保护焊、电阻焊、手工电弧焊机等,热处理有淬火、正火、调质、回火、退回、表面热处理等,表面处理有电镀、发黑、磷化、油漆、喷塑等,如果单讲对焊接、热处理、表面处理进行确认,肯定不知道从何做起。
本人认为,对特殊识别要注意两点,一是要按照工序识别而不要按照种类识别,不要一概讲焊接、热处理是特殊过程,比如在有些工序中,如有的焊接起搭接作用、完全不承受力,就不是特殊过程;也有的热处理,在工序中仅作为中间过程,主要为了保证好加工,要求表面硬度值,表面硬度是可以检验的,也就不是特殊过程了,因此在特殊过程识别,应落实到具体的工序中,根据工序的具体情况而定,这样对过程确认起来也具体了。
生产工艺关键过程确认报告
1、ISO9001:2008 idt GB/T19001-2008标准7.5.2过程确认条款;
2、《质量环境管理手册》7.5.2过程确认条款;
确认过程综述
根据识别的结果,公司组织人员在编制《质量环境手册》时,对过程确认的要求进行了明确,并在管理者代表经理的组织下,分别从以下各方面进行了各过程的确认工作:
组 长: ******
成 员: ****** ******
****** ******
****** ******
确认目的:
评价特殊过程和关键过程的实施运行能力,确保过程能力符合生产要求。
过程识别:
为进一步做好产品质量安全,依据ISO9001:2008标准的7.5.2要求,公司由生产部组织品管部、设备部、供应部、办公室、销售部、生产车间负责人于2011年12月16、17日对生产过程进行了现场重新识别。现对识别出的特殊过程和关键过程以下确认工作。
1、特殊过程包括:
a)产品质量不能通过后续的测量或监控加以验证工序;
b)产品质量需进行破坏性试验或采用复杂、昂贵的方法才能测量或只能进行间接监控的工序;
c)该工序产品仅在产品使用或服务交付之后,不合格的质量特性才能暴露出来。
依据以上评定准则,经过对各过程的考察,符合以上条件的生产过程有预冷杀菌过程。
f)11月27日,由品管部会同供应部对原料、包装材料的供应进行了评价,经评定现在的毛鸡原料合同能有效满足生产需求,包装材料供应商均为有资质、有能力的长期合作的供应商。经过目前统计,未发现原材料的相关的重大质量事故,所供的原材料也不会给相关过程造成重大影响。
特殊过程确认报告

特殊过程确认报告
过程名称
确认时间
确认小组成员
确认因素
确认内容
确认状况
备注
人
1.操作者有上岗资格,能够熟练操作设备;
2.熟知岗位应知应会;
3.按照工艺要求进行生产。
机
1.设备完好,能够实现预定的工艺参数;
2.仪表准确,在检定周期范围内;
3.各种操作装置灵活,正常
料
1.原材料合格,无缺陷;
2.从合格供方处采购;
法
1.工艺参数经过验证,参数含量;
2.加工方法明确,工艺文件齐全。
环
1.照明充分测量设备在有效期内;
2.定时纪录过程参数。
实物质量
确认结论
确认人:
特殊过程确认报告

职位
确认人
部门
职位
编制/日期:
审核/日期:
批准/日期:
CBSE
特殊过程确认报告
文件编号:
CBSE4-10-043-1
产品名称:
特殊过程名称:
确认类别:□首次确认□再确认再确认原因:
确认主持人:
确认时间:
确认地点:
特殊过程使用的主要设备
设备名称
数量
设备名称
数量
设备名称
数量
特殊过程使用的作业指导书:
文件号
文件名称
文件号
文件名称
确认பைடு நூலகம்容:
(1)有无作业指导书□有□无
(3)工作环境是否满足生产需要,并是否采取监控□满足□不满足
(3)是否规定并实施对设备的保养和检查□是□否
(4)特殊过程的员工是否持证上岗□是□否
(5)是否对过程参数进行监视并保持纪录□是□否
(6)原材料投入是否保证均为合格品□是□否
确认结论:
□特殊过程确认合格,能够投入运作。
□其他:
确认人签名
确认人
特殊过程确认表-研磨
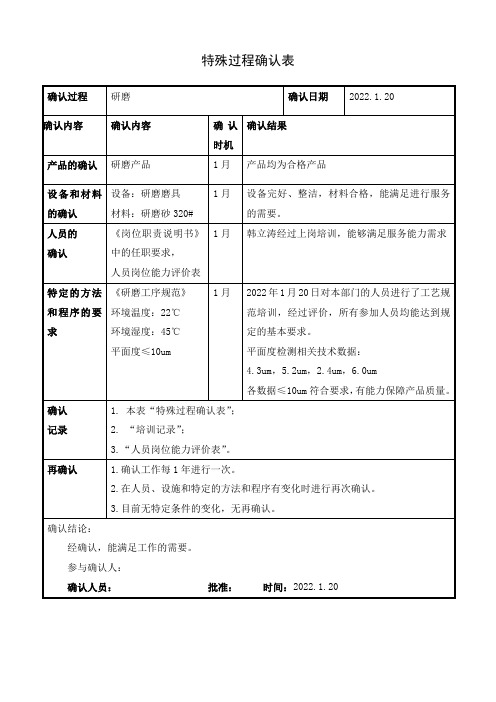
确认过程
研磨
确认日期
2022.1.20
确认内容
确认内容
确认时机
确认结果
产品的确认
研磨产品
1月
产品均为合格产品
设备和材料的确认
设备:研磨磨具
材料:研磨砂320#
1月
设备完好、整洁,材料合格,能满足进行服务的需要。
人员的
确认
《岗位职责说明书》中的任职要求,
人员岗位能力评价表
1月
韩立涛经过上岗培训,能够满足服务能力需求
确认
记录
1. 本表“特殊过程确认表”;
2. “培训记录”;
3.“人员岗位能力评价表”。
再确认
1.确认工作每1年进行一次。
2.在人员、设施和特定的方法和程序有变化时进行再次确认。
3.目前无特定条件的变化,无再确认。
确认结论:
经确认,能满足工作的需要。
参与确认人:
确认人员:批准:时间:2022.1.20
特定的方法和程序的要求
《研磨工序规范》
环境温度:22℃
环境湿度:45℃
平面度≤10um
1月
2022年1月20日对本部门的人员进பைடு நூலகம்了工艺规范培训,经过评价,所有参加人员均能达到规定的基本要求。
平面度检测相关技术数据:
4.3um,5.2um,2.4um,6.0um
各数据≤10um符合要求,有能力保障产品质量。
QM-850-5 特殊过程确认报告

QM-850-5
特殊过程确认报告
产品型号 特殊过程名称: 确认类别: □首次确认 确认主持人: 确认时间: 再确认原因: 确认地点: 产品名称
特殊过程所使用的主要设备,工装: 设备,工装编号 设备工装名称 设备,工装编号 设备,工装名称
特殊过程所使用的Βιβλιοθήκη 业指导书: 文件号 文件名称 文件号 文件名称
3)是否规定并实施对设备,工装的保养和检查? □有
确认人签名: 确认人 部门 职位 确认人 部门 职位
编制/日期
审核/日期
批准/日期
确认内容: 确认项目 1)有无作业指导书? 2)设备,工装是否通过验收,检定? 4)特殊过程的员工是否持证上岗? 5)是否对过程参数进行监视并保持记录? 6)样品试制是否合格? 确认结论: □特殊过程确认合格,能够投入运作 □其他 □有 □通过 □有 □有 □有 确认结论 □无 □没通过 □否 □否 □否 □否
特殊过程、关键工序确认单(1)
工艺参数要求
人员资格要求
机械设备要求
所需施工工艺、程序(工序
抗滑桩
特殊
过程
项目负责人:
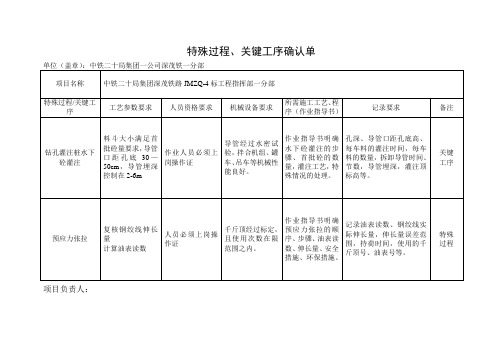
特殊过程、关键工序确认单
单位(盖章):中铁二十局集团一公司深茂铁一分部
项目名称
中铁二十局集团深茂铁路JMZQ-4标工程指挥部一分部
特殊过程/关键工序
工艺参数要求
人员资格要求
机械设备要求
所需施工工艺、程序(作业指导书)
记录要求
备注
钻孔灌注桩水下砼灌注
料斗大小满足首批砼量要求,导管口距孔底30—50cm,导管埋深控制在2-6m
作业人员必须上岗操作证
导管经过水密试验,拌合机组、罐车、吊车等机械性能良好。
作业指导书明确水下砼灌注的步骤、首批砼的数量,灌注工艺,特殊情况的处理。
孔深、导管口距孔底高、每车料的灌注时间,每车料的数量,拆卸导管时间、节数,导管埋深,灌注顶标高等。
关键
工序
预应力张拉
复核钢绞线伸长量
计算油表读数
人员必须上岗操作证
千斤顶经过标定,且使用次数在限范围之内。
作业指导书明确预应力张拉的顺序、步骤、油表读数、伸长量、安全措施、环保措施。
记录油表读数、钢绞线实际伸长量,伸长量误差范围,持荷时间,使用的千斤顶号、油表号等。
特殊
过程
项目负责人:
特殊过程、关键工序确认单
单位(盖章):中铁二十局集团一公司深茂铁一分部
项目名称
中铁二十局集团深茂铁路JMZQ-4标工程指挥部一分部
焊接确认报告(特殊过程)

无
评价结论
人员、设备能力满足要求。工作环境适合。材料符合标准。工艺文件适宜,焊接过程为合格工序。
工艺
制定了焊接的生产工艺文件,明确了焊接前的母材和焊接材料的处理要求、焊接材料的型号规格、焊接质量要求、焊接时的工艺参数要求。工艺文件满足要求
工艺文件满足要求
焊接材料
焊条有材质单合格证,符合要求。存放环境干燥通风处满足要求
焊接材料满足要求
焊接环境
无风雨天室外焊接,雨记录
评价日期
2016.4.1
评价项目
焊接工序是否满足能力要求
评价人员
部门
管理科
制造处
品保处
设计处
评价内容
评价结果
结论
焊工
焊工均有上岗证,且在有效期內。
从事焊接3年以上,熟悉焊接工艺要求
焊工能力满足要求
设备
电焊机设备完好,仪表齐全,接地、漏电保护符合要求。设备能力满足要求。
设备满足要求
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
确认人
日期
部门
确认人
日期
1)有无工艺文件 □有 □无
2)设备、计量器具是否通过验收、检定□通过 □没通过
3)是否规定对设备实施保养检查 □是 □否
4)操作工人是否进行过培训□是 □否
5)操作工人现场操作是否符合作业文件要求□是 □否
6)过程参数是否满足要求□是 □否
7)其他:
过程确认结论
□过程确认合格,能投入生产
□其他:
确认人员签名
生产工艺特殊过程确认报告(模板)
文件编号:
特殊过程(工序Байду номын сангаас名称
线路板焊接
确认类型
□首次确认 □再确认
再确认原因
确认负责人
参与人员
确认时间
过程所使用的主要设备、计量器具
设备、计量器具名称
编号
设备参数
设备、计量器具名称
编号
设备参数
过程操作人员
过程所使用的文件
文件名称
文件编号
文件名称
文件编号
过程确认的内容