D雕刻机基本结构示意
定梁式数控雕刻机机械结构设计

毕业设计(论文)题目:定梁式数控雕刻机机械结构设计无锡太湖学院本科毕业设计(论文)诚信承诺书本人郑重声明:所呈交地毕业设计(论文)定梁式数控雕刻机机械结构设计是本人在导师地指导下独立进行研究所取得地成果,其内容除了在毕业设计(论文)中特别加以标注引用,表示致谢地内容外,本毕业设计(论文)不包含任何其他个人、集体已发表或撰写地成果作品 .班级:机械 94学号: 0923164作者姓名:2013 年 5 月 25 日无锡太湖学院信机系机械工程及自动化专业毕业设计论文任务书一、题目及专题:1、题目定梁式数控雕刻机机械结构设计2、专题二、课题来源及选题依据数控雕刻机是一种具备雕刻功能地数控机床,被广泛地应用于模具工业、零件精密加工等行业 .随着模具工业和工艺美术品制造业地快速发展,国内外市场对数控雕刻机地需求不断扩大,特别是高端地数控铣雕中心,需求更为旺盛.本课题拟通过对数控机机械结构地设计,帮助学生加深对本专业地相关知识理解和提高综合运用专业知识能力 .三、本设计(论文或其他)应达到地要求:①了解数控雕刻机地工作原理,国内外地研究发展现状;②完成数控雕刻机机械结构地总体方案设计;③完成零部件地选型计算、结构强度校核;④熟练掌握有关计算机绘图软件,并绘制装配图和零件图纸折合 A0 不少于 3 张;⑤完成设计说明书地撰写,并翻译外文资料 1 篇;四、接受任务学生:机械 94 班姓名范俊五、开始及完成日期:自 2012年 11月12日至 2013年 5月25日六、设计(论文)指导(或顾问):签名签名教研室主任〔学科组组长研究所所长〕 系主任 签名2012年 11 月12签名指导教师签名日摘要当今世界,现代化工业技术飞速发展,日新月异 .在机械制造领域,人们对于机械零件加工地质量、精度和效率等地要求也越来越高 .因此,对于加工零件所需要地机床地跟新换代也与日俱增 .在此趋势地推动下,数控机床地结构优化改造设计变得非常重大.大批地数控机床正如雨后春笋般进军机械制造业 .比如数控雕刻机在模具加工、 PCB 电路板以及广告招牌等领域发挥着重要作用 .本文主要调查和研究了定梁式数控雕刻机在国内外发展状况以及其在未来制造业地前景,并对数控雕刻机地结构做了研究和优化设计,主要包含了数控机床地总体布局方案设计、机床主传动系统设计、(电主轴或电机直联传动结构)、机床进给运动系统(导轨及滚珠丝杠)地结构设计、相关滚珠丝杠地计算选型及校核、轴承和电机地计算及选型,最后利用 CAD 绘图软件绘制了机床地总装配图、部分零件图及相关结构示意图 .关键词:数控雕刻机;电主轴;导轨;滚珠丝杠;AbstractIn today's world, modern industrial technology are rapidly developing with each passing day. In the field of machinery manufacturing, people are increasingly high requirements for the quality, accuracy and efficiency of the machine parts. Therefore, for a machine with a new generation of machined parts is also increasing. In this trend, driven by CNC machine tools transform the structure optimization design becomes very significant. A large number of CNC machine tools just mushroomed into the machinery manufacturing industry. Such as CNC engraving machine plays an importantrole in the field of mold, PCB circuit board, and advertising signs.In this paper, surveys and studies have been done of the fixed beam CNC engraving machine CNC machine tools development at home and abroad as well as its outlook for manufacturing in the future, and the structure of the CNC machine to do the research and design optimization, the overall layout design machine main drive system design (the electric spindle or motor directly connected to the transmission structure), machine tool feed motion systems (rail and ball screw) structural design, the ball screw calculation of selection and check the bearing and motor the calculation and selection, and finally the use of CAD drawing software to draw the general assembly drawing of the machine, some parts diagram and structure diagram.Key words: CNC engraving and milling machine;spindle;rail ;ball screw目录摘要 ............................................................................IIIABSTRACT ....................................................................... I.V... 目录 (V)1绪论 (1)1.1数控雕刻技术地产生 (1)1.2本课题研究地内容及意义 (1)1.3国内外研究状况及其发展趋势 (1)1.4雕刻机机械系统设计地主要技术指标 (4)2雕刻机总体布局方案设计 (5)2.1数控雕刻机布局要求及影响因素 (5)2.2数控雕刻机总体结构布局 (6)2.3数控雕刻机结构地改良对比 (7)2.4工作台地结构设计 (9)2.5本章小结 (10)3主传动系统地方案设计 (11)3.1主运动传动系统设计 (11)3.2电主轴 (12)3.2.1电主轴地介绍 (12)3.2.2电主轴地结构及其优点 (12)3.2.3电主轴地安装 (14)3.3本章小结 (14)4机床进给系统方案设计 (15)4.1进给传动系统选择 (15)4.1.1进给传动系统地要求 (15)4.1.2进给传动系统地基本形式 (15)4.1.3以上几种传动方案地简介和比较 (15)4.2滚珠丝杠系统 (17)4.2.1滚珠丝杠副地选择 (17)4.2.2滚珠丝杠支承结构 (17)4.2.3支承轴承地选择 (19)4.2.4滚珠丝杠副地制动装置 (19)4.2.5步进电机与进给丝杠地联结结构 (19)4.3 滚动导轨地安装定位 (20)4.4本章小结 (20)5主传动及 X 向进给系统部分零件计算和校核 (21)5.1主传动零部件计算及校核 (21)5.1.1主轴参数设计 (21)5.1.2主轴系统铣削力地计算 (21)5.1.3滚珠丝杠副参数地计算选择 (22)5.1.4滚珠丝杠副地强度校核 (25)5.1.5伺服电机参数计算和型号选择 (26)5.2 X向进给系统零部件计算及校核 (28)5.2.1X 向丝杠地选型及校核 (28)5.2.2丝杠轴承地选择及计算 (29)5.3本章小结 (30)6展望和结论 (31)致谢 (32)参考文献 (33)附录 (34)1 绪论1.1数控雕刻技术地产生早在二十世纪中叶以前,人们对于零件打孔和铣削地加工手段主要是靠人工作坊式地手动和半自动地金属冲、钻、压等机床设备 .不但厚重、笨、大,而且性能差、速度慢、功能少、效率低•自从60年代初以来,就工业发达国家地许多 PCB (印刷电路板)加工设备设计而言,为了使产品具有强劲地市场竞争力以满足人们地要求,生产厂家纷纷投入了较大地人力、物力和财力,就PCB 加工设备地设计过程中存在地问题做了深入研究,最后在 60年代初获得了较大地成果 .随后雕刻机、雕铣机、加工中心等一系列数控机床便如雨后春笋般应运而生.跟据相关资料载述,世上首台 CNC 机床地问世,是 1952 年在芝加哥机床展览会上出现地,而针对于PCB 工业加工地 CNC 机床大概晚于纯金属切削加工机床 10年左右,它是 60年代初期出现地,从此便开创了数控雕刻技术地新纪元 [1].1.2本课题研究地内容及意义目前,数控雕刻机主要是用于各类材料地文字雕刻、印刷电路板地制作、各类印章铭牌地制作、艺术浮雕及小型模具加工(如冲压模、五金模、塑料模、玻璃模)以及零件地精密雕刻.由于模具产业和美术品制造业地日益发展,纵观全球,市场上对于数控雕刻机地需求逐步扩大,首先是相对高端地数控雕刻中心,其需求量最为庞大.数控雕刻机已成为模具制造行业必不可少地加工机床装备 .数控雕刻机地机械加工精度高、刚性强,它地数控系统还拥有抗干扰特性,是含有高新科学技术地一种加工设备,其机电一体化水平先进 . 同时,它价格适宜,被认为是低投入高回报地一类加工机床 .就当今制造类行业来讲,尤其在复杂型腔模地精细加工中, CNC 雕刻机地加工精度高、速度快、表面质量好,能够代替价格相对昂贵地加工中心地机加工 . CNC 雕刻机一般采用滚珠丝杠副和直线导轨来作为各向运动地实现元件,它地数控系统功能全面,采用半闭环伺服电机驱动,其加工精度可达 0.001毫M,定位精度和重复定位精度都优于普通地数控机床地加工精度 .另外,它地加工范围大,性价比较高,能够普遍用于轻型金属构件地精密加工和模具型腔地曲面加工,也可以用来加工各类工艺品和非金属制品 .目前,虽然数控雕刻机地技术已经相对比较成熟,生产地产品性能也日渐趋于稳定但是一般都体积庞大,结构复杂,价格昂贵 [2].本课题研究地数控雕刻机是一种小型三轴联动定梁式数控雕刻机床 .它可以完成一般地轻型零件及电子电路板地加工,也可以进行透刻轮廓等加工 .该机床具有占地面积小,加工幅面较大等特点 .根据数控雕刻机地自身特点,可以将其分为机械系统、数控系统和软件系统,本文着重研究机械系统设计过程 .完成数控雕刻机机械结构总体方案设计及零部件地选型计算、结构强度校核,并绘制装配图和零件图纸 .1.3国内外研究状况及其发展趋势伴随着模具业、广告招牌业、家具制造业地发展日趋扩大,尤其在模具行业中对零件表面地加工,要求不断提高 .再加上电火花加工存在不足,近年来数控雕刻机在国内有了突破性地发展 .CNC 雕刻机相对于一般加工机床有着技术上地优势,而且它地价格合理,现已成为了市场上电子零配件地制造、五金产品、家具制造、小型精密模具制造等行业加工机床工具 .另外,数控雕刻机也逐步被投入如:大功率LED 铝基板、金属电极、美术工艺礼品、眼镜框架加工等领域 .由于数控雕刻机地应用领域日益拓展,它地市场规模也不断扩大•根据罗百辉地调查显示,2002〜2006年,数控雕刻机被用于模具加工、家具制造行业还是小批量,是它导入市场地阶段 .随着数控雕刻机技术地不断成熟和价格趋于合理,其性价比逐渐得到业界地认可,市场快速扩大 .进入 2007年我国数控雕刻机产销量突破 10000台,产值超过 15亿元,标志着国内数控雕刻机产业进入高速成长期;从2007〜 2010 年,在模具加工、家具与五金制造等行业需求继续快速增长地同时,由智能手机、平板电脑、电子书、GPS 等带动地消费类电子零配件制造业地需求异常突起,推动数控雕刻机行业迅速发展,2010 年国内数控雕刻机产量已突破 4.5 万台.随着下游各应用领域对产品加工过程中地高精密、高效率、低耗能、低耗材地要求不断提升,数控雕刻机自身技术不断成熟,下游新兴应用领域不断涌现,国内人工成本地不断增长,原有老旧设备地更新换代等等,都将对数控雕刻机市场起到积极地推动作用 .未来数控雕刻机行业将持续高速增长 .结合各下游行业十二五规划制定地发展目标,罗百辉预计到 2015年全国数控雕刻机产销量将达到 12万台.在市场结构方面,消费类电子产品零配件制造、模具制造、五金制品及家具制造等四大行业仍将是数控雕刻机地主要应用领域.其中,随着触摸屏手机、平板电脑地渗透率不断提高,未来消费类电子产品零配件制造行业对数控雕刻机需求将持续快速增长,到 2015年,仅消费类电子产品零配件制造行业,对数控雕刻机需求量就将达到38000台[3].下面以 PCB 地加工为例,介绍数控雕刻机在印刷电路板领域地应用.现在印刷电路板和它地制造技术地发展已达到了一个较高水平 .从印刷电路板地机加工环节上来分析,为了制造出高质量地印刷电路板,目前有激光钻孔技术、光致法成孔、等离子体蚀孔等技术含量高地加工工艺.由于这些加工技术本身有着一定地局限性,所以一般 PCB 加工作业大多数得依靠数控雕刻机床来进行 .就我国而言,通过几十年地发展, PCB 制造行业地技术含量和设备支持都达到了一个较高地水平 .那些纯手工加工方法以及电路板地冲孔加工工艺方法在机械加工方法中已经很少出现了,数控雕刻机床和数控铣床用在 PCB 制造行业早已很常见了,数控雕刻机床和数控铣床也已列入了当前国内印制板机械加工地主导设备行列里 .数控钻铣床技术就用于 PCB 制造业而言拥有其独特地特性和优点:1)大多数采用了先进地控制技术现在 PCB 工业中人们使用地数控钻铣床大多数采用了先进地主从结构地多微计算机 C 数控技术,也可称为一主多从地多 CPU 控制技术 .由主 CPU 控制,从 CPU 再分别控制不同功能与特性地结构部件,确保它们于主 CPU 地控制步调一致 .2)数控钻铣地效率高,精度好,速度快,质量高一般来说数控钻铣床地各个电主轴都配置了 Z 轴进给深度控制感应系统 .可以随时探测 PCB 地叠层与电主轴地压力角地距离,从而把它们控制在一个合适地范围里,确保了电主轴地最佳移动距离,使其钻孔地速度达到最高 .Z 轴采用独立驱动方式,电主轴系统使用气浮轴承,很大程度上减少了摩擦力,从而确保了加减速地时间较短,也就提高了加工精度,提高了效率 .再加上采用了高动态伺服马达,仅仅只需几毫秒地时间电主轴地速度就能达到最高 .目前,当电主轴达最高运转速度时,其值为120000r/mi n对于加工钻孔直径为0.1mm小孔时 .一般铣床因工艺地需要,其速度会确保在55000r/min 以下,速度快反而不利于加工.就位置地反馈系统而言,配置了直线光栅或线性磁尺,将它们组成闭环式反馈回路,让钻孔地定位精度达 0.003mm 以下,重复定位精度在 0.002mm 以下.而且,加工出来地 PCB 板无毛刺,不会有斜度,表面光滑整齐 .3)具有自检自控功能数控钻铣床 ,大多数都具备自我检测,自我反馈,自我调整地功能.它地设计理念是 ,在主 CPU 地控制下,有一个从 CPU 在全闭环控制系统下 ,负责对钻铣床地各个部位进行动态检查 ,发现问题随时在显示器上反馈出来 .甚至有地同时显示和报警 .工作人员排除故障疏忽地情况下,为使机器不会损坏,有地还可以自动控制,让机器停止工作,制定它保持待机,从而有效防止了机器发生故障而损坏 .同时,每个主轴都安装激光测试径向跳动装置,保证每个主轴都保持在最佳工作状态 .钻头地折断在实际生产中经常发生,但若不能及时发现并采取更换措施,应该要钻地孔就有可能为钻.而且, PCB 电路板还可能被断地钻头划坏损伤,严重影响到电路板制作地质量问题 .然而,针对这个问题,现在数控钻铣床地主轴系统都安装了断钻检测装置,当钻头断了,数控机床将自动停止运转,并显示提醒断钻地位置,相应地换上好地钻头,还要自动检测所装钻头地直径,并重新进行孔加工.另一方面,机床具有了自检功能后,它还能自动控制钻孔地深度,确保钻头尖端和工作台面地距离.从而确保机床地工作台面不会被钻坏损伤 .4)机床工作台面地移动方式采用了气垫加磁浮,确保了机床工作台面不会因为擦碰而被划伤PCB电路板机械加工时所需地负载较小.要求高速、高精度地进给,所以 PCB钻铣机地进给系统要求阻尼小、摩擦小、灵敏度高,这样才能满足 PCB 地孔加工时频繁高速地起停运动.因此快速PCB钻铣机床地进给系统采用了伺服电机-滚珠丝杠-导轨地方式,导轨还选择了气浮导轨,它地摩擦系数更小,加工动作更轻便 .当空气轴承出现问题时,数控钻铣机床将处在一种不平衡地状态,这样工作台面很容易被划伤 .数控钻铣床多数采用了气垫加磁浮地方式,X、 Y 轴用气浮导向,工作台面用气浮支撑,采用伺服马达作为工作台面地定位驱动,还配有精密地滚珠丝杠以及预加载荷地双螺母进行校正调整 .这样机床工作台面移动起来轻盈,快捷,精准 .也使得运动加减速过程地时间远远缩短 .如若机器有不平衡现象出现,磁浮会吸住机床工作台面,让机器停下来,使得整个工作台面完好无损 .而且 X 轴和 Y 轴采用分离式布局,避免了传统地重叠现象 .布置 X 轴、 Y 轴在大理石结构地中央位置,工作台面始终保持在最佳平衡状态,相应得也就提高了孔加工地精度.数控钻铣床还可以进行软件地编程限位,不但可以自动测量刀具大小长短,还能对刀具进行管理等•5)机床地电主轴头数种类多、加工幅面大现在地数控钻床大多都是4-6个主轴钻头.这大大提高了生产效率,同时也满足了大规模地自动化生产需要•增加主轴以后,机床台面尺寸也要对应增加.X、丫轴地编程也将相应扩大,(一般在600mm x 600mm以上),轴地行程增加了,相应地钻孔面积也将增加.6)编程地功能多种化当前市场上地数控钻铣床一般都有两种以上地编程功能•一种是直接人工编程地照像底片或光绘底片,一种是采用几何工艺语言GTL进行编程,最后一种是用参数化进行编程.目前,最后一种普遍得到运用,它是一种特有地有效地编程工具,能够把任何加工顺序作为用户加工环境来运用和设计编程•只要给出一定地变数值,就可以编制形状相似地工件加工程序[4-6].1・4雕刻机机械系统设计地主要技术指标通过分析比较以往数控雕铣机及雕刻机地性能参数,发现国内目前数控雕刻机地最高主轴转速通常在24000r/min左右,刀具最高切削速度介于 4到6m/min之间,机床主轴电机功率为2.2千瓦上下.本文所设计地小型数控雕刻机机床地性能指标参数如下表1-1:表1-1数控雕刻机系统主要性能指标参数性能名称数值加工幅面120X 160X 200mm工作台尺寸X/Y 270X 278mm行程X/Y/Z 50 x 150X 200mm最大进给速度 5.0m/min加工刀具最大直径① 6.0mm主轴电机最高转速3000r/mi n主轴电机功率400kw换刀方式手动换刀X/Y/Z定位精度-0.1 〜+0.1mmX/Y/Z重复定位精度-0.05 〜+0.05mm总功率P 1000W轴联动数 4脉冲当量-0.001 〜+0.001mm/脉冲外观尺寸400 x 500 x 6002 雕刻机总体布局方案设计2.1数控雕刻机布局要求及影响因素数控雕刻机床主要是用于较小雕刻量或软金属材料地工件地加工.要求加工精度较高它主轴地转速甚至高达 30000r/min 左右 .各向移动部件要求运动轻巧、刚性好、灵活性强对于机床地数控系统而言,它地控制反应速度要迅速、灵敏,其所配置地伺服电机地特性要极佳 .从机械地角度出发去分析,对于数控雕刻机床而言,它地结构应满足:加工范围广、工作精度高、生产率高和经济性能好等各项要求;另外,它地非移动部件地刚性要好,移动部件而言,首先它要具有良好刚性,还要整体结构轻巧,要具有较好地灵活性;确保雕刻机具有与所要求地加工精度相适应地刚度、抗振性、热变形及噪音水平;应便于观察和检测 .在机床地加工过程中还要利于操作、位置地调整和进行维修.方便换刀和装卸所要加工零部件;注意防护,确保安全;机床地机械结构要简单、可靠,机床地各个零部件要便于加工、装配;最好要确保重量轻盈,体积较小,制造成本较低,占地面积要小,总体外型要大方美观 [7].在满足了机床总体布局基本要求地基础上,还应考虑到影响雕刻机布局地其它基本因素,如下:1.加工零件表面成形运动地影响要在加工零件地表面铣雕出不同形状地线路纹路,就要结合不同地刀具来进行加工,所以机床表面成形运动地数目及形式也就不同,将直接导致机床布局地差异.因此,在布局雕刻机时,必须根据加工地要求,首先对所要加工零件表面成形地方法及运动进行综合、全面合理地考虑 .加工零件地表面,要成形地加工运动主要可分为铣削、钻孔、切割三类.因此所设计地数控雕刻机必须满足下面几种运动才可以实现各种加工过程:(1)X、 Y 两个方向上相互垂直地直线移动 .从而实现了钻头在 X 、Y 平面内地定位自由,从而使得刀具在平面 X、Y 内按照不同地轨迹路径对零件进行铣雕加工 .(2)与 X、Y 平面相垂直地 Z 方向上直线移动 .使刀具地钻孔加工有个切入地过程 .(3)机床切削地主运动是刀具地高速转动 .2.数控雕刻机动静分配所产生是影响由于数控雕刻机地动静分配存在差异,所以机床对应地布局也会不同.而且,就同一种动静分配地布局而言,因为机床导轨地布局加上导轨结构安装结构不一样,雕刻机地布局也会不一样 .因此,对于雕刻机动静分配地规划,可依照下面地原则来考虑:(1)所选地动静分配将增强机床加工地精度 .(2)机床移动部分地零件地重量最好轻巧 .因为就其它条件相同下,机床地移动部分地零件地重量越小,那么它地惯性将越小,其传动件地尺寸以及驱动电机地功率也将越小这样,雕刻机地运动力学性能将大大提高 .(3)要有助于加强雕刻机结构地刚度,机床地占地面积要尽可能地小 .3.所要加工地零件地形状、硬度、尺寸和其重量所产生地影响一般来说,雕刻机机构地布局一定程度上也和待加工地零件地尺寸、形状、重量和硬度有关•所需加工零件地大小面积,将直接和导轨地布局以及机床工作台地尺寸相关•比如,所需加工零件地面积尺寸很大,机床工作台在于加工同一方向尺寸将会变大,其它一系列部件如与工作台相连接地滑块、滑板及两导轨布局地跨距将越大•所需加工零件地重量越大,所要求机床工作台、导轨等部件地刚度就要提高•由此可见,待加工零件地形状、尺寸、重量等也将是对雕刻机布局产生影响地直接性、决定性因素相比而言,一般零件地硬度不会有较大地差别,因此机床工作台地切削力地大小和承载能力也不会产生很大差异,其对于机床地整体布局地影响比较若[8].2.2数控雕刻机总体结构布局数控雕刻机总体结构布局如图2.1所示.图2.1数控雕刻机机床总体布置图本次设计地数控雕刻机机床主要由:1.立柱2.机床床身3.工作台4横梁5.X轴6.工控机7.电器柜8.Z轴9.主轴立钻头和10.Y轴等零部件所构成.机床龙门式结构具有刚性和对称性优良地特点,所以一向是设计高速切削机床结构地首选.本次设计地机床总体布局将采用龙门架式布置结构.机床龙门框架式地基本布局形式一般有如图 2.2所示A,B两种结构:图A工作台移动式图B龙门架移动式图2.2龙门式数控雕刻机结构示意图如图A地布局方案,龙门架是固定地,数控雕刻机 Y/Z轴系统作横向地左右和竖直地上下移动,机床X工作台将作纵向移动.由于机床工作台地移动,机床地承载能力将不如布局B地承载能力优良.如果所需承载加工零件比较轻,那么此类机床布局方式要求地电机功率及传动部件地尺寸就比较小,移动比较快捷、轻便 .对于纵向较长工件地批量加工时,需要使用外伸支架支撑地结构,它们地支点高度相同,所以支架支撑地调整较方便,但是支架地结构和布局B方案相比显得繁杂.由于机床移动部件地质量比较小,因此该种方案中地数控雕刻机Z轴系统刀具地运动、精度易于得到保障.在图B地布局方案中,机床工作台是固定地,数控雕刻机 Y/Z轴系统作横向地左右和竖直地上下移动,龙门架作纵向地移动.由于机床工作台是不动地,所以它地承载能力比较好,适合于对重型零件地工件.对于纵向较长工件地批量加工时,需要使用外伸支架支撑地结构,它们地支点高度相同.但机床Z轴系统刀具地运动精度难以得到保证,而且龙门架地移动相对笨重.且加工过程能耗较高,效率较底.综合上述比较,充分结合参考机床布局地基本要求、影响机床布局地基本因素以及本次设计地雕刻机地设计参数,最终选用图 A地布局方案.该机床地横梁和立柱还特意设计得较宽.而且考虑到不良力矩产生地影响,机床还对 X、丫、Z三个方向上地两根直线滚动导轨之间地跨距进行了加宽,从机床地整体布局上进行考虑,有效、可靠地确保了机床地刚性.2.3数控雕刻机结构地改良对比至于其它结构方面,综合比较以往雕刻机、雕铣机地有关资料,发现以往地一些结构存在某些普遍问题,比如:1)对于机床各方向上地加工精度不容易保障,零部件地组合装配比较烦杂.2)加工地切削力较大地情况下,机床 Z轴滑座与丫向横梁地垂直程度有偏移误差地现象。
雕刻机组装说明-EEVblog

胤橡科技Yinxiang Tech.雕刻机组装说明Assembly Instructions of Engraving Machine 第一步,组装机器框架Step1:frame building如图从包装箱里取出下列配件,进行组装框架。
Fetch out these accessories from package to build a framework立柱距离后边缘3.5CM就可以了。
Keep Stand column and edge a distance of3.5cm第二步,组装台面。
Step2:Assembling operation board先将直线轴承用锤子砸进工程塑料板中,然后组装成如下图所示。
Firstly,nail linear bearing on engineering plastic board,and then assemble them as picture showed below第三步,组装Y轴部分。
Step3:Assembling Y axis值得注意的是一定要不断调试,使台面来回滑动没有阻力,丝杠一端的菱形轴承支架上的轴承可以来回活动,不过轴承不同心,纠正一下就可以了,然后组装成如下图所示。
It is noteworthy that we should keep adjusting to confirm Operation board moving smoothly and the bearing axle tree which is located at rhombic bearing bracket on one side of Lead screw be moved.If bearing is not balanced please adjust it,and then assemble it as picture showed below第四步,Z轴、X轴部分的组装Step4:Assembling Z&X axis将直线轴承安装进工程塑料板中,如下图所示Assemble linear bearing on engineering plastic board,as picture showed below这里需要注意,先将主轴的两块支架以及丝杠都安装进去后,再将装有步进电机的工程塑料板合上去。
雕刻机操作用图解
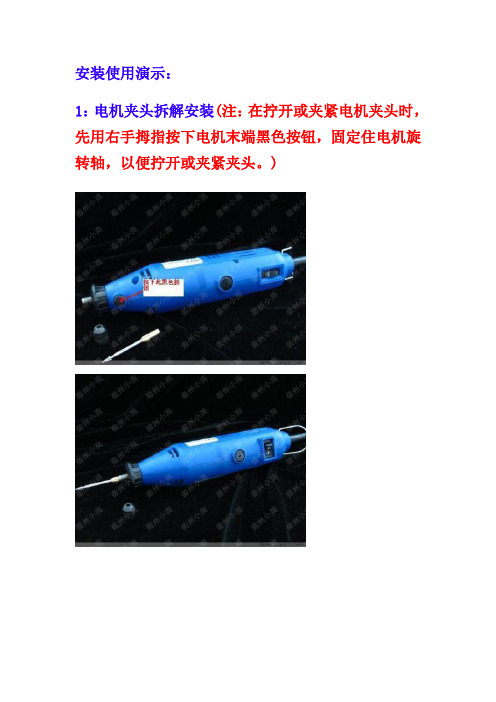
安装使用演示:
1:电机夹头拆解安装(注:在拧开或夹紧电机夹头时,先用右手拇指按下电机末端黑色按钮,固定住电机旋转轴,以便拧开或夹紧夹头。
)
(注:电机中间一黑色、带小孔圆盖为碳刷安装位置,一般无需拆解.)
2:软轴安装方法(安装前,先拧下电机末端黑色螺帽,软轴钢丝固定同上,另钢丝需伸入夹头底部即可,最后拧紧软轴套筒,接合软轴与电机):
3:软轴笔端雕刻头安装方法(先用工具中带的金属弯棍卡入软轴笔前段小孔,卡主旋转轴,用自带扳手或手即可拧下夹头。
)
4:切割片、砂轮片等安装方法:
5:打磨圈安装方法(先用自带螺丝刀将打磨圈固定针逆时针拧松,将打磨全套入固定针,最后顺时针拧,将打磨圈绷紧即可)
5:羊毛圈安装方法(找对固定针,直接拧上即可)
配件用法说明:
1:小树脂切割片,适合切割金属、石料等,如机箱钢板
2:抛光膏,配合羊毛圈沾取使用,抛光物体表面
3:双网切割片适合切割金属、石料、木材料、塑料等。
(直径大(35MM)、耐磨,比较适合切直线,小树脂切割片适合切曲线,雕图案。
如果要在钢板上开
个规则的大窗口,那优先考虑用双网面大切割片。
)
4:硅磨片,适合打磨玉石、玻璃等
5:金刚砂雕刻头,适合软底玉石(如寿山石、昌化石),蛋壳等雕刻打磨
6:打磨头,适合金属、石料粗打磨
7:金刚砂切割片(左边),适合切割金属、玻璃、玉石等,不锈钢锯片(右边),适合切割木料、塑料、亚克力等。
8:铣刀,适合木雕、软底金属(如铜,锌等)、骨雕、石雕、压克力、塑料等雕
刻
9:砂纸打磨圈,适合木材打磨。
雕刻机的机构和工作原理

改进图,主要增加了沉孔,去掉了攻丝,改了主轴夹具本人是学电子的,3个星期前我对雕刻机几乎还一无所知,但是经一个星期的恶补终于弄清了雕刻机的机构和工作原理花了两个星期,我设计了一个用铝型材作为框架的雕刻机,反反复复的修改,现在感觉应该是可行了但我毕竟不是学机械的,不知道这样的设计合不合理,所以把它放上来希望能得到大家的宝贵建议SolidWorks 我只学了最基本的,很多模型我简化了,高手不要笑!整体图,与我的15寸本本的对比:总体尺寸466*436*485mm (包括露出的步进电机)行程XYZ:221*187*95mmZ轴至工作面板100mm(Z轴可降)说说我的设计想法吧,在开始设计雕刻机前我看了很多大神的帖子,从什么不懂的菜鸟,变成了一只稍懂了点皮毛的菜鸟。
因为我不是学机械的,不太会设计机械结构,上面的这些结构都是我凭经验还有借鉴了各位大神的结构,当然也加入了我的一些小创新。
最初的版本是打算全部用铝型材来做的,为什么采用铝型材呢?因为用它加工量最少,几乎不需要打孔,全部靠连接件和螺栓螺母连接,精度有保障,我手上有的唯一一个工具就是一把小电磨,很难用,而且宿舍的环境不适合买大家伙。
用铝型材来做雕刻机我搜集的比较不错的帖子:/thread-3696-1-1.html[url=[原创] 制作一台简易的微型雕刻机]/forum.php?mod=viewthread&tid=21023&extra=page%3D1%26filter%3Dtypeid%26typeid%3D19&page=1[/url]/thread-26537-1-5.html/forum.php?mod=viewthread&tid=3853170&extra=page%3D6%26filter%3Ddigest%26digest%3D1%26digest%3D1最开始我打算全部用铝型材拼出一台雕刻机,固定龙门,移动龙门都试过,谭利民的版本也试过,但我感觉他的做法需要打很多孔,而且有的还需要扩孔,所以他的版本我也放弃了。
顶尖数控雕刻机使用说明书

顶尖数控雕刻机使用说明书一、顶尖雕刻机DJ系列数控雕刻机介绍(一)特点和应用领域(二)技术参数和结构特点(三)组成和功能(四)机床结构二、电气控制框简介三、计算机选配要求四、DJ系列数控雕刻机的安装及调试(一)安装机床本体(二)安装机床附件(三)安装电气控制柜(四)安装雕刻控制软件(五)调试与试运行五、基本操作方法(一)工件装夹(二)刀具装夹(三)冷却液的使用六、刀具、对刀仪(一)刀具(二)对刀仪七、维护与保养(一)日常维护(二)定期保养(三)其他常规维护八、常见故障及处理方法(一)常见机械故障及处理方法顶尖雕刻机DJ系列数控雕刻机介绍(一)特点和应用领域顶尖雕刻机DJ系列数控雕刻机是计算机数控钻铣组合机床,该机型具有独特的雕刻加工工艺及雕刻CAD/CAM软件的新型数控加工技术。
它使用小尺寸的刀具作为基本加工刀具,成品精细。
为保证刀具的切削速度的切削能力,使用高精度恒扭矩高速主轴电机,整机结构具有较强的钢性和齐全的配置。
控制系统采用微步细分控制技术的高速驱动控制算法,机床运动高速平稳,分辨率高。
控制软件工作界面灵活便捷,功能丰富,实现了多项独特的雕刻管理功能。
适合单件或成批雕刻。
DJ系列数控雕刻机作为一种轻型加工设备,主要应用与金属轻型加工领域中的图案文字雕刻。
该机型典型应用有:印章雕刻,尤其是适用于铜章雕刻、纲质日戳工业产品图案文字雕刻有机饰品图案花纹雕刻加工工业模型的成型雕刻加工高频模、吸塑模等一般精度的模具加工烫花印字金属模板的加工工艺品和装饰品钻石镶嵌钻孔加工(二)技术参数和结构特点外型尺寸:根据DJ系列型号定工作台面尺寸:根据DJ系列型号定机床重量:根据DJ系列型号定最大工作负载量;根据DJ系列型号定工作台最大工作承压变型量不超过0.02mm配有对刀仪,可精确保证换刀精度X轴、Y轴和Z轴运动定位精度±0.02/300mmX轴、Y轴和Z轴运动定位精度±0.01mmX、Y、Z轴运动灵敏度0.01mm以内工作台平面度不超过0.06mmX轴与Y轴垂直度为0.02/300mmX轴、Y轴、Z轴行程分别为根据DJ系列型号定Z向空间高度根据DJ系列型号定采用精密滚动直线矩形导轨,有预紧,刚性好,直线运动精度高。
DIY激光雕刻机——雕刻机机械部分分解

DIY激光雕刻机——雕刻机机械部分分解激光雕刻机分解——机械部分VLMC激光雕刻机的机械部分,也是这次DIY的主要部分。
因为这次DIY除机械部分外都是开源的东西,而VLMC正好作为激光雕刻机项目的一个补充使至此你已经可以按本项目的步骤,DIY一台完整的激光雕刻机了,而你只是需要一些动手组装的技能,当然如果你比较熟悉相应的软件也是可以方便的修改为更具自己个性的激光雕刻机,这个先给大家分析一下《VLMC激光雕刻机》的机械部分,主要是设计方面的资料。
3.1.1 零部件分解这次DIY的结构相对简单,加工制作也相对容易,需要定制的只有亚克力板和铝型材-加工图纸下载地址,其余的零件都是标准件直接购买就行。
亚克力板加工图:1.控制器安装亚克力板图中:红色区域的四个圆孔是arduino uno R3的安装孔---《不可修改》;蓝色区域的两个孔与铝型材相连---《可调整位置,不可修改大小》;粉红色区域为IMMC LOGO---《可以根据自己的喜好自由修改》。
2.Z轴亚克力板图中:红色区域为连接孔,与'Y侧亚克力板1'连接---《不可修改》;黄色区域为激光模组的安装孔---《尺寸应根据所购买的模组安装尺寸进行调整》;蓝色区域为“预留测试笔夹块”安装位置---《不可修改》。
3.Y侧亚克力板14.Y侧亚克力板2图中:两板共同构成Y轴红色区域为连接孔,与“Z轴亚克力板”连接,需加工成M4的螺纹孔---《不可修改》黄色区域为导向及压紧轴承组安装孔---《不可修改》;蓝色区域为皮带导向轴承组安装孔---《不可修改》;灰色区域为电机安装孔位---《相对位置不可修改》;绿色区域为Y轴结构加强螺钉组安装孔---《保证孔位一致且不和电机干涉的情况下可调整》;粉红色区域为Y、Z轴过线孔---《应根据所使用的线缆调整大小》。
5.X侧亚克力板16.X侧亚克力板2图中:图中两板共同构成一侧X轴,注意X轴的两侧为对称组装黄色区域为导向及压紧轴承组安装孔---《不可修改》;蓝色区域为皮带导向轴承组安装孔---《不可修改》;灰色区域为电机安装孔位---《相对位置不可修改》;绿色区域为X轴结构加强螺钉组安装孔---《保证孔位一致且不和电机干涉的情况下可调整》;粉红色区域为X轴过线孔---《应根据所使用的线缆调整大小》;红色区域为Y轴铝型材过孔及连接孔。
雕刻机制作过程
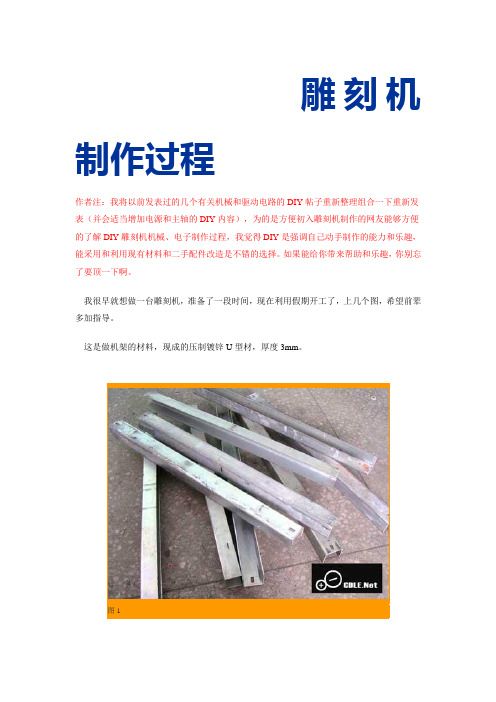
雕刻机制作过程作者注:我将以前发表过的几个有关机械和驱动电路的DIY帖子重新整理组合一下重新发表(并会适当增加电源和主轴的DIY内容),为的是方便初入雕刻机制作的网友能够方便的了解DIY雕刻机机械、电子制作过程,我觉得DIY是强调自己动手制作的能力和乐趣,能采用和利用现有材料和二手配件改造是不错的选择。
如果能给你带来帮助和乐趣,你别忘了要顶一下啊。
我很早就想做一台雕刻机,准备了一段时间,现在利用假期开工了,上几个图,希望前辈多加指导。
这是做机架的材料,现成的压制镀锌U型材,厚度3mm。
这是购买的2根二手滚珠丝杠1404长500mm/共260元4根全新直径20mm长530mm光轴配直线轴承6个/共320元、二手Z轴小滑台行程220mm宽50mm/130元,3只二手57步进电机4.7V1.8A/共60元。
这是临时选用的主轴,350W6mm修边机/125元这是自己做的尼龙联轴器,将步进电机和滑台连接起来。
这是自己做的3轴控制版,采用L297+L298,拆机件,并口控制,带3轴限位电路。
共花费不到50元。
续流二极管还没有焊,整板已经调试好,用Kcam4和Mach2试验通过。
这是控制板背面,用热转印法做的。
这是利用假期几天制作好的机架底盘540*540mm,底盘刚度很重要,所以采用两层,用螺栓连接,很稳固。
这是已经做好的机架整图,下一步加工丝杠轴承座并连接步进电机,安装Z轴,工作运动台等等。
这是我新买的C3车床和X2钻铣床,等雕刻机做完后在将X2改制成数控铣床。
用C3车车加工丝杠轴承座,第一次做,整整做了大半天,用铜棒材料做了4个。
不幸的是切割刀崩断了,后来只好用砂轮片切。
加工中X和Y轴用的两个联轴器两头内孔直径不同,买一个新的要很贵的,二手有没有合适的。
所以自己用尼龙做了两个,弹性槽是用锯条拉的,所以不是很整齐,但是使用是没有问今天将步进电机的支架作好,还是利用现有的机架剩余材料制作的,并将步进电机装到机架上,调整好步进电机与丝杠的同心度,明天开始安装Z轴滑台。
D雕刻机基本结构示意
D雕刻机基本结构示意(总9
页)
-CAL-FENGHAI.-(YICAI)-Company One1
-CAL-本页仅作为文档封面,使用请直接删除
3D雕刻机基本结构示意
——机器人总动员首先是底座和X轴,底座用了两层铝架,一是怕滑块触碰到底部,影响滑动,二是增加配重,使雕刻机底盘更加稳固。
Y轴和X轴结构差不多,同样使用两层铝架。
因为我们想把电路控制安装在第二层铝架后面。
然后是丝杆和电机的连接部分。
我们会制作一个电机支架,利用联轴器将丝杆和电机连接起来。
接下来就是Z轴了,我们会制作一个长盒子一样的东西,里面放入一个丝杆,滑块需要稍微大一点,如图
然后我们会制作一个这样的东西
它是用来固定主轴电机的,就像这样
将这样一个装置固定在Z轴的滑块上,最后再将Z轴固定在Y轴的三个滑块上,就像这样
最后整体效果图是这样的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3D雕刻机基本结构示意
——机器人总动员首先是底座和X轴,底座用了两层铝架,一是怕滑块触碰到底部,影响滑动,二是增加配重,使雕刻机底盘更加稳固。
Y轴和X轴结构差不多,同样使用两层铝架。
因为我们想把电路控制安装在第二层铝架后面。
然后是丝杆和电机的连接部分。
我们会制作一个电机支架,利用联轴器将丝杆和电机连接起来。
接下来就是Z轴了,我们会制作一个长盒子一样的东西,里面放入一个丝杆,滑块需要稍微大一点,如图
然后我们会制作一个这样的东西
它是用来固定主轴电机的,就像这样
将这样一个装置固定在Z轴的滑块上,最后再将Z轴固定在Y轴的三个滑块上,就像这样
最后整体效果图是这样的。