扭矩保证程序培训
发动机台架标定培训

九.COT(催化器过热保护)
COT(催化器过热保护)条件:
设定较高的 温度不让发 动机进入催 化器过热保 护(一般温度 设为1024度)
kfcotp_con vtemp max limit<fixed curve>
kfcotp_con vtemp control limit<fixed curve>
摩擦功测量方法
启动发动机待水温升至94℃时快速拔下喷油 器驱动器,将发动机调整至规定转速,节气 门保持全开,此时发动机处于测功机到拖状 态,所测扭矩均为负值,发动机冷却液温度 不断降低,待冷却液降至规定温度时采取发 动动机工作的各项参数数值,所采数值用于 计算填写标定界面的节点扭矩值。
PEPORT ON WORK
机性能开发以及整车开
发要求,需
要在台架测功机上针对不同转速、不同负荷对发动机进行基
本性能标定,以确保发动机在各个工况下的性能达到最佳,
为整车后续标定打下良好的基础。
一.台架标定简介
2台架标定内容:
VE发动机充气效率标定
○ 摩擦功标定 ○ 点火角标定 ○ 扭矩修正标定 ○ PE动力加浓标定 ○ 爆震窗口标定 ○ COT催化器过热保护 ○ 发动机外特性试验(WOT)及
作用:车载ECU在不同工况下通过排气压力与进气压力的 比值“A”来查找确定相应的喷油量,标定过程中通过调 整VE值来修正A ,进而确定喷油量。
VE 标定的工作界面
横坐标:发动机转速 纵坐标:排气压力与进气压力比值 节点:发动机充气效率 VE标定的最终目的是控制发动机
在各种工况的喷油量
燃油积分学习值 A 工作界面 C
Keconvtemp s t o i c h M BTr e f _ m t <fixed curve>
顶驱操作培训
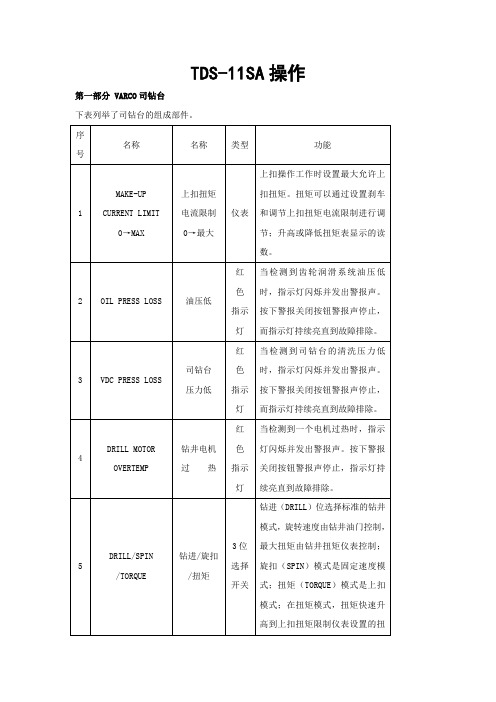
TDS-11SA操作第一部分 VARCO司钻台下表列举了司钻台的组成部件。
第二部分操作过程一、主要功能操作注意事项1、启动程序启动TDS-11SA程序如下:1、启动开关,检查确保“钻进/旋扣/扭矩”开关在钻进位,油门关闭,刹车自动,液压系统自动,然后将正反转开关打到打开正转,这时液压泵和风机都开始工作。
也将正反转开关打到打开正转打到关,将液压系统手动,只启动液压功能。
2、设置上扣扭矩电流限制,最大为55000 ft/lb。
将正反转开关置于“正转”位,刹车开关置于“开”位,旋扣开关置于“扭矩”位,然后顺时针旋转上扣扭矩设定旋钮同时观察扭矩表直至设定到需要的扭矩值。
同种钻具上扣扭矩只需要设定一次,更换钻具后需要重新设定。
3、设置钻进扭矩电流限制,最大为55000 ft/lb。
将正反转开关置于“正转”位,刹车开关置于“开”位,适当转动调速手轮,然后正时针旋转钻井扭矩设定旋钮,同时观察扭矩表,直至设定到工程需要的扭矩值。
注:扭矩设定后,无特殊需要时勿动设定旋钮!2、旋转头操作旋转头通过悬挂在其上的吊环支撑钻杆的重量。
通过旋转马达驱动一个齿轮带动旋转吊环配接器旋转,可以在360°任意旋转吊卡。
主要作用为调节吊环的方向。
1)当吊环在倾斜位置时,旋转头不能旋转,这是顶驱内部保护设置,防止在吊环倾斜状态时旋转造成以外伤害。
因此,若要改变吊环朝向,需要将吊环复位到自然位置(按下吊环复位按钮)后才能使用旋转头旋转旋钮来使旋转头旋转。
2)若吊环下悬挂有重物(比如钻杆,钻铤等),禁止使旋转头旋转,..................................更不要用旋转头来旋转钻铤上扣........。
3、吊环傾斜装置吊环傾斜装置由两件双向活塞杆装置组成,上部用销子与旋转吊环配接器连接,下部通过销子使液缸与吊环连接。
启动司钻台上吊环傾斜开关到左边,伸长钻杆吊卡到井架工位置,启动吊环傾斜开关到右边,液缸收缩,使钻杆吊卡到放下位置。
扭矩知识

传感器固定 法
传感器替换 法
方法描述
优缺点
用扭矩传感器直接进行检测。一般是将扭 矩传感器直接连接在动力头测量传感器与螺纹 副之间,操作时可以直接读数。
在电动拧紧机的动力轴上装有二只扭矩传 感器。一只作为工作传感器控制设备,另一只 作为测试传感器专门作测试用,并备有专用扭 矩测试仪器。
用扭矩测试仪检测测试传感器,与设备上 控制扭矩传感器的数值进行对比。
l 静态扭矩是扭矩值不随时间变化、或变化微小的扭矩。 l 动态扭矩是随时间变化很大或很迅猛的扭矩。 5.装配扭矩测试的目的以及分类? 装配扭矩测试的目的是再验证拧紧工具(设备)的准确性,即确认实测结 果偏离额定装配扭矩的程度。 装配扭矩的测试分为静态测试和动态测试。 在测试扭矩的过程中,测试机械元件不转动或转动很小的称为“静态测 试”;测试的元件是转动的则称为“动态测试”。
在电动拧紧机扭矩测试传感器部位上,装 一根可以快速拆卸的活动轴。
测试时将活动轴卸下,换上扭矩测量传感 器,然后连接上扭矩测试仪进行测试。
缺点:因为将传感器随意安装在 动力头前面,安装不稳定,有可能不 在一条轴线上,从而造成一定的测量 误差。
缺点:在动力轴上专门安装了一 个价值昂贵且测试时才用的测试扭矩 传感器,成本比较高。
注:我们所说的“动态扭矩”和“静态扭矩”,是相对扭矩值而讲的,不是指机械元件是静止或是转动 的。由此可知,传递静态扭矩的机械元件不一定是静止的;同样,传递动态扭矩的机械元件也不一定是转 动的。 “静态扭矩”与“静态测试”,“动态扭矩”与“动态测试”是两种完全不同的概念!
扭矩扳子知识

扭矩扳子
计量室编制
课程内容
一 二 三 四 五 六 扭矩扳子介绍 预置扭矩扳子的校准 扭矩扳子异常情况 日常点检、保养 工作流程 基本常识
一 扭矩扳子介绍
1.定义
扭矩扳子是一种带有扭矩测量机构的拧紧计 量器具。
2.用途
它用于紧固螺栓和螺母,并能测量出拧紧时 的扭矩值。
一 扭矩扳子介绍
四 日常点检、保养
1.预置式扭矩扳子
当施加的扭矩值达到设定值时,应能发出听觉
信号或其他信号 沉头螺栓是否拧紧。 锁紧钮是否拧紧,如有松动,及时送计量室校对 扭矩。 头部定位销是否松动,是否有卡紧环。 棘轮转动是否灵活,有无卡滞现象。方榫上的 钢球或活动锁应活动自如,不得滑出,应能可 靠地连接套筒。
开 口 扳子头与扳子杆连 接孔直径12mm 口宽
RH12D×14
梅 花 扳子头与扳子杆连 接孔直径12mm 口宽
六 基本常识
3.常用东日扭矩扳子规格简介(头部规格)
以开口SH12D为例: SH12DX7 SH12DX16 SH12DX8 SH12DX17 SH12DX10 SH12DX18 SH12DX11 SH12DX19 SH12DX12 SH12DX21 SH12DX13 SH12DX22 SH12DX14 SH12DX24 SH12DX27
六 基本常识
3.常用东日扭矩扳子规格简介(头部可换型) 扳子杆: CL25N×12D: 量程:5-25Nm PCL25N×12D: 量程:5-25Nm
扳子头与扳子杆连 接轴直径12mm
P:扳手把形状,锁紧装置。 CL、QL:头部是否可换。
扳子头孔径与扳子杆轴径必须相同
六 基本常识
3.常用东日扭矩扳子规格简介(表盘式)
汽车自动变速箱液力变扭器培训课件(PPT39页)

1)当nW=0时,增扭矩最大,M’W=MB+MD 。 2)当nW逐渐增大时,M’W则逐渐减少。 3)当nW达到一定值时,MD=0,则M’W=MB,此时液力变 扭器转化为液力耦合器。 4)当nW进一步增大时,涡轮出口处液流冲击导轮叶片的 背面, M’W=MB-MD,液力变扭器输出扭矩小于输入扭矩。 5)当nW= nB时,MB=0,液力变扭器失去传递动力的功 能。
液力耦合器由于在减速的同时不能增扭,而且 在汽车低速时的传动效率极低,目前采用液力 耦合器的车型很少。但是它所具有的高传动比 工况下有较高传动效率的特性在综合式液力变 扭器中得到充分使用。
6
8
A.在汽车起步之前
MW MB MD 0 由于涡于涡轮对液压油作用扭用MW M' W, M 'W MB MD 由此可知,液力变扭器的输出扭矩 在数值上等于输入扭矩与导轮对液 压油的反作用扭矩之和。 液力变扭器的最大输出扭矩可达 输出扭矩的2.6倍左右。
PW
PB
M W nW M B nB
K iWB
液力变扭器的传动效率等于变扭系数与传动比的乘积。
20
(2)特性曲线
1)外特性及外特性曲线
外特性是指泵轮转速(扭矩)不变时,液力元件外特性参数 与涡轮转速的关系。
液力变扭器涡轮输出的扭矩是随涡轮的转速而变化的,涡轮 转速愈小,输出扭矩愈大,涡轮转速增大,输出扭矩减小;当涡 轮转速nW =0时,MW达到最大值,使汽车驱动轮获得最大的驱动 扭矩,有利于汽车顺利起步。同理,当汽车上坡或遇较大阻力时, 车速降低,涡轮转速下降,输出扭矩增大,保证了汽车能克服较 大的行驶阻力。当达到“耦合”点时,液力变扭器不再有“增扭” 的作用,而成为耦合器;当车速再进一步增大,液力变扭器变成 “减扭”器,即涡轮输出的扭矩小于泵轮输入的扭矩。
QC(质量管理)培训课件

2、设定目标 3、提出各种方案并确定最佳方案
4、制定对策表
D 5、按对策实施
C 6、确认效果
7、标准化 A 8、总结与今后打算
2024/1/17
17
4、QC小组活动的程序
问题解决型程序:四个阶段十个步骤
P阶段主要包含六个步骤: ➢选择课题; ➢现状调查,找出要解决的主要问题; ➢设定本次活动要达到的目标; ➢分析产生主要问题的各种原因; ➢确定主要原因; ➢制订对策。
3、选择课题
QC报告编写
➢注意点1:宜小不宜大 ①小课题易于弄清现状,找出问题的症结所在,目标单一、针对性
强,绝大部分的改进对策都能由小组完成,因而能够充分发挥QC小组 成员的创造性。
②小课题涉及面窄,易于在较短的时间内取得改进效果,能够更好 地鼓舞士气。
③小课题都是身边存在的问题,经过小组努力,取得成果自己受益, 因而能更好地调动小组成员的积极性。
D阶段包括一个步骤: ➢按对策表实施。
C阶段包括一个步骤: ➢确认效果。
A阶段包括两个步骤: ➢制定巩固措施与标准化管理 ➢总结与今后打算
2024/1/17
QC小组活动程序
19
➢QC报告主要包括的内容
QC报告编写
课现确原要制对效巩总
题状定因因定策果固结
选调目分确对实检措和
择查标析认策施查施下
值
步
打Байду номын сангаас
QC知识培训
14
1、QC小组课题类型
课题类型
问题解决型 创新型
问题解决型
指令目标型 自定目标型
QC小组活动程序
现场型 攻关型 管理型 服务型
2024/1/17
15
2、问题解决型课题活动程序
扭力基础培训

成为中国汽车行业的领跑者Lead China’s Auto Industry扭力基础培训2019-09-18目录▪一、螺栓基本知识介绍▪二、摩擦力和夹紧力的关系▪三、影响夹紧力的因素及控制措施▪四、扭力分类▪五、公司相关标准一、螺栓基本知识介绍1.1螺纹紧固件▪工业生产中常见的几种连接方式:焊接、铆接、粘接、螺纹连接等连接,其中使用最广的连接方式为螺纹连接,设计简单、零件标准化、装配简单特点▪螺杆的张力、连接件的剪切力、板件间的夹紧力▪因尽量避免作图所示这种情况1.3 加紧力、扭矩▪我们需要的是夹紧力1.4 夹紧力的直接测量▪通过特定仪器可以对加紧力进行直接测量,但是在实际生产中直接测量夹紧力来监控紧固件的加紧效果不常用1.5 扭矩▪扭矩的大小与施加的力和力矩成正比;力越大,力矩越长,扭矩越大2.1 扭矩541原则▪虽然可以通过增大力和力矩来增大扭矩,从而增大压紧力,但是90%的扭矩都用力克服摩檫力而消耗掉了,转化为加紧作用的扭矩剩余10%左右2.2 夹紧力的计算▪公式中除了螺栓本身的尺寸外,摩擦系数是重要因子3.1摩檫力对夹紧力的影响-螺栓生锈▪生产线需要注意识别螺钉是否生锈,使用生锈的螺钉,夹紧力变小,铰链受外部载荷时会出现松动,门脱落现象,严重时会造成安全事故。
日本哈德洛克(Hard Lock)株式会社号称生产的“永不松动的螺母”。
原理:“Hard Lock螺母”的构思十分简单,就是在螺母与螺丝之间揳入楔子以发挥防止松动的作用Hard lock 采用双螺母,凸螺母偏心加工,凸凹螺母结合的方式实现“楔子”的效果,实现防松。
▪例如在门铰链处增加防水胶片会减小摩擦力,增大夹紧力▪螺纹中有油污效果与增加塑料垫片一致,会增大夹紧力3.6 摩檫力对夹紧力的影响3.7抗拉强度与屈服点3.8 拧紧过程曲线3.9 螺栓标识-螺栓抗拉强度识别5.1 扭力衰减谢谢!。
福特全球扭矩保证程序培训

AP&A Manufacturing Quality 5/19/2006 Rev 2
Preparing your plant for TIAP工厂准备 工厂准备
• Set up a Fastening System Control Team建立扭力控制小组 – Identify a champion (Final Area Manager)确定一名领导(总装区域经理) – Identify a supervisor or team leader (Torque expert or engineer)确定一名 主管或小组组长(扭矩专家或工程师) – Identify other team members and functions (Torque auditors, power tool repairmen and TPPS personnel)确定其他多功能成员(扭矩审核员,工具维 修人员和TPPS人员) Read procedures & standards (VOPFAN241, PT-3, PT-5) Located in AP&A e-room阅读程序和标准(VOPFAN241, PT-3, PT-5) Develop computerized list of torque tools with calibration requirements建立软 拷贝的扭矩清单(包含校准要求) Develop a documented audit route 开发书面的扭力检查路线 Develop files to keep records and reports used to manage your torque program建立专用文件夹来保存扭力控制的记录和报告. Perform torque assurance self assessment执行扭矩保证自我评估.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
What is TPPS?什么是TPPS
• Torque Process Potential Study (TPPS) is a process for examining threaded fastener operations. It aligns an operation to the dynamic mean specification, and to establish residual torque limits for monitoring that operation.扭矩过程潜在研究是检查紧固件紧过程,确 保生产过程达到动态扭力中间值,并建立过程监控的残余扭矩限值.
– TPPS is required for all Mandatory and Significant Operations (Delta Safety CCs and SCs). Full study which records Dynamic and residual torque, dynamic Pp and Ppk data is used to report capability of a process and residual is used to determine audit limits during surveillance. 对所有法规强制要求的和重要的扭力(三角符号涉及安全的 CC项和SC项)应实施复杂的TPPS .复杂的TPPS应记录动态和残余扭矩, 动态扭力的pp和PPk数据用来报告一个过程的能力,残余扭力用来确定日 常扭力监督过程中检查控制限. – Torque Prove-out is a short study which records 20 consecutive values and is used to center the tool output to the mean of the dynamic torque and verifies process is within Engr. specification.扭矩过程输出:是短期研 究.记录20个连续值,并将工具设定在动态扭矩值的中间值,确认过程满足 工程规范的要求. – Torque Process Capability is continuous data collecting in subgroups of 5 values at predetermined intervals used for x-bar-r control charts and Cp and Cpk values.扭矩过程能力:按规定的时间间隔,连续测量1个子组5 件产品的扭力,用来做Xbar-R图及计算Cp和Cpk值.
• • • • Measuring the length of the fastener 测量紧固件的长度 Using a load cell in the joint有接合处用一个负载元件 Using strain gauges on the fastener在坚固件上用张力量具 Using ultrasonic measurements用超声波测量
– Full TPPS requires a minimum of three (3) separate subgroups of 20 data values of both dynamic and residual 复杂的TPPS 要求最少3个子组, 每个子组至少连续20个数据,包括测量动态和残余扭矩值.
过程潜在研究确定的.
– TPPS dynamically centers the tool at the specification mean, determines its process potential (Pp & Ppk), measures the resulting residual torque value. TPPS是 将工具设定在规范中值,确定它的初始过程能力 (PP&PPK),测量产生的残余扭矩值 – The analysis of the residual data determines the inspection limits for that process. 分析残余扭力值
• Mini TPPS has the same definition as the Torque Process Potential Study listed above with exception of the sample size taken.简单的 TPPS 除了抽取样本的大小不同,其他与上面提到的TPPS相同.
确定扭力监控的限值.
How to Determine Capability of a Torque Process? 如何确定扭矩过程能力?
• 3 Basic Methods: Torque Process Potential, Process Prove out, and Process Capability 3种基本方法:扭力过程潜在研究,过 程输出,和过程能力
– The best we can do is measure Torque工厂最好办法就是测量扭矩我们该如何测量扭矩?
• • Dynamic torque is electronically measured with a transducer during the securing process of a fastener. (Setting Torque) 动态扭矩是在旋紧紧固件过程中通过传感器自动测量(设定扭矩值) – It does not take into account changes that occurs to joint clamp load after processing point. 它不会考虑装配后接合处扭矩的变化. – It is used to center a tool at the mean of the torque specification (setting torque) and to monitor the process.将扭力工具设定在规范的中间值(设定扭 力),以监控扭紧过程. Residual torque is measured through minimal rotation, in the tightening direction of a secured fastener. (Breakaway or Static)残余扭矩是沿紧固件旋紧方向通过测 量最小旋转力(分离或静态) – It is the torque left in the joint after fastener installation. 它是在紧固件装配后 残留在接合处的扭矩. – Measurement is made by rotating the fastener a few degrees more in the tightening direction with a hand-held torque wrench.测量是用手持扭力扳手在 紧固件沿紧固方向旋转,紧固件刚旋转时测量的扭力值.
•
How to Determine Residual Limits?如何确定残余扭力的控制限?
• Residual limits are determined by performing a Torque Process Potential Study (TPPS) on the operation. 残余扭力的限值是通过实施扭力
•
•
• • •
What is Torque?什么是扭矩?
• Simply stated, torque is the force that turns a threaded fastener (screw, nut, bolt).简单地说,扭矩就是旋转有螺纹的 坚固件(螺栓,螺母,螺钉)力矩
– The primary function of these fasteners is to hold or clamp parts together.紧固件的主要作用是连接或夹紧零件. – It is important that adequate clamp load exist. 足够的剪切力很重要. – Clamp Load is difficult to measure in a production environment, it is done in a laboratory by在生产环境中剪切力的测量是很困难的, 在实 验室可由以下方式测得:
– Mini TPPS is a short study which records 30 consecutive torque values. 简单的TPPS是短期过程研究,它只记录30个连续的扭矩值.
• If this study indicates that either the dynamic or the residual data cannot be contained within the Engineering Specification Range, a longer study is required 如果简单的TPPS研究显示,动态或残余数据不能满足工程规范要求, 就需要进行长期的研究.
Torque Integrity Assurance Program Training 扭矩保证程序培训
AP&A Manufacturing Quality 5/19/2006 Rev 2
Preparing your plant for TIAP工厂准备
• Set up a Fastening System Control Team建立扭力控制小组 – Identify a champion (Final Area Manager)确定一名领导(总装区域经理) – Identify a supervisor or team leader (Torque expert or engineer)确定一名 主管或小组组长(扭矩专家或工程师) – Identify other team members and functions (Torque auditors, power tool repairmen and TPPS personnel)确定其他多功能成员(扭矩审核员,工具维 修人员和TPPS人员) Read procedures & standards (VOPFAN241, PT-3, PT-5) Located in AP&A e-room阅读程序和标准(VOPFAN241, PT-3, PT-5) Develop computerized list of torque tools with calibration requirements建立软 拷贝的扭矩清单(包含校准要求) Develop a documented audit route 开发书面的扭力检查路线 Develop files to keep records and reports used to manage your torque program建立专用文件夹来保存扭力控制的记录和报告. Perform torque assurance self assessment执行扭矩保证自我评估.