变化点管理记录
合集下载
变化点管理内容(5M)

●新人 ◇新员工的培训、考评记录 ◇监督人员对作业状态进行监督、跟踪,实施抽 检并将结果记录到管理表之中 ◇记录作业人姓名、作业内容、加工数量、不良 数量、批次号 ◇对于该类人员生产的首批产品,在装具上附上 初学者标识区分后,由管理 人员或检验人员全数 检验 ●员工请长假(或公司放长假)后上班 ◇作业人员遵守标准、点检设备、检查质量,并 将结果记录到检查表之中 ◇监督人员对作业状态进行监督、跟踪,实施抽 检并将结果记录到管理表之中
●返修返工品 ◇修理、记录(记录修理内容、修理数量、修理人、批次号 等) ◇修理后产品的检验(检验项目、确认标准等)、记录 ●不合格品 ◇ 不合格品的评审、记录 ◇不合格品的标识、隔离 ●发现了掉到地上的产品 ◇标识、隔离 ◇重新确认
●发现不良品 ◇发现方式(抽查时发现了一个、全数检查时,发现连续发 生了、比平时多发生了) ◇停止作业 ◇确认不良品的内容和发现时的情况 ◇产品的标识、隔离 ◇指示对不良品的处理 ◇如果从本工序流转下去了,则要追述确认(后工序产品、 库存品、发出产品),并将其记录到批次管理台帐上 ※抽查时:全数确认到上次确认了的批次,如果发现有不合 格品,则要更进一步确认 ※在后工序发现时:对中间库存全数检查 ◇向主管人员汇报 ※对于可以返修返工的零件在主管人员的指导下进行返修返 工
●发现不良品(续) ◇查明发生原因,采取对策,确认对策效果 ◇主管人员向作业人员指示重新开始作业和注意事项 ●发现可疑产品 ◇可疑现象(尺寸散差大、颜色有差异等) ◇停止作业,向主管人员汇报 ◇确认可疑产品的内容和发现时的情况 ◇产品的标识、隔离 ◇主管指示对可疑产品的处理,如果是不合格品 ※如果从本工序流转下去了,则要追述确认(后工序产品、 库存品、发出产品),并将其记录到批次管理台帐上 ※抽查时:全数确认到上次确认了的批次,如果发现有不合 格品,则要更进一步确认
变化点管理—方法的变化点流程

2.确认发生变更的原因
3.确认变更的内容,比如:XX尺寸用通止规代替游标卡尺等
4.需要对使用的难易程度,产品品质的稳定性,操作者的熟练度,并需要记录所遇到的其他问题等
1.联系车间品质人员一同验证
2.验证操作者的手法、规范遵守率、安全保障、产品品质等
3.判定(需要在《跟进表》中记录)
4.第一天应不小于4次记录,间隔时间应在1.5小时以内。
方法的变化点管理流程
承认
确认
作成
作成时间
类别
具体流程
实际内容
具体变化点内容
制定变更者
1.标准作业方法变更
2.设备条件,操作手法变更
3.临时作业指导书
对变化点的管理
制定变更者
1.首先请根据变化点更新变化点管理看板,并做好标记
2.变化点对应岗位上贴好变化点指示
3.《变化点跟进表》中填写实际事实
组长
1.确认工作岗位,班次等信息
变化点发生后的管理
按照标准作业指导书循环生产
注:事件进程需要全பைடு நூலகம்记录,各阶段品质担当确认好,直至工段长签字解除。
3.确认变更的内容,比如:XX尺寸用通止规代替游标卡尺等
4.需要对使用的难易程度,产品品质的稳定性,操作者的熟练度,并需要记录所遇到的其他问题等
1.联系车间品质人员一同验证
2.验证操作者的手法、规范遵守率、安全保障、产品品质等
3.判定(需要在《跟进表》中记录)
4.第一天应不小于4次记录,间隔时间应在1.5小时以内。
方法的变化点管理流程
承认
确认
作成
作成时间
类别
具体流程
实际内容
具体变化点内容
制定变更者
1.标准作业方法变更
2.设备条件,操作手法变更
3.临时作业指导书
对变化点的管理
制定变更者
1.首先请根据变化点更新变化点管理看板,并做好标记
2.变化点对应岗位上贴好变化点指示
3.《变化点跟进表》中填写实际事实
组长
1.确认工作岗位,班次等信息
变化点发生后的管理
按照标准作业指导书循环生产
注:事件进程需要全பைடு நூலகம்记录,各阶段品质担当确认好,直至工段长签字解除。
5M-变化点管理规定及表单
〈制造部〉
记录
《5M变化点管理表》
5M变化点管理表
发行日
年 月 日
发行者序名称
发行目的、理由
人
物
设备
方法
WHEN
WHAT
HOW
作业员确认点
变化点指示内容(检查) 月 日担当( )
变化点确认结果(检查)
质量部 :
检查结果确认(发行部门) 月 日
不良内容处置(发行部门) 月 日
发行部门
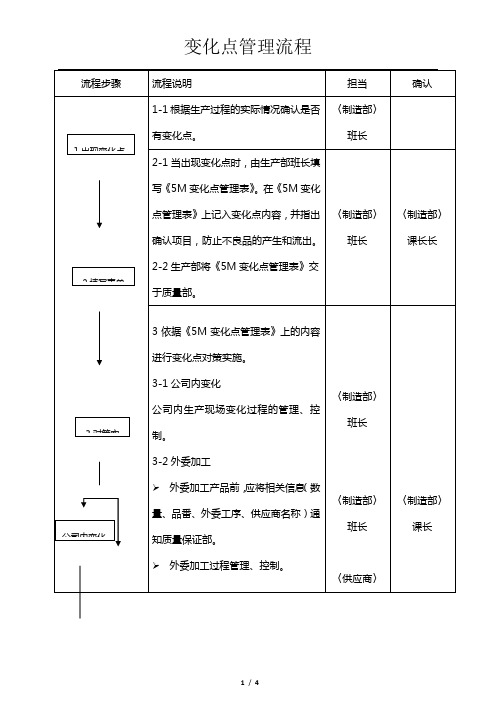
流程步骤
流程说明
担当
确认
OK
NG
NG
OK
1-1根据生产过程的实际情况确认是否有变化点。
〈制造部〉
班长
2-1当出现变化点时,由生产部班长填写《5M变化点管理表》。在《5M变化点管理表》上记入变化点内容,并指出确认项目,防止不良品的产生和流出。
2-2生产部将《5M变化点管理表》交于质量部。
〈制造部〉
班长
制作
确认
处置事项确认(检查)月 日担当( )
质量部:
〈制造部〉
课长长
3依据《5M变化点管理表》上的内容进行变化点对策实施。
3-1公司内变化
公司内生产现场变化过程的管理、控制。
3-2外委加工
外委加工产品前,应将相关信息(数
量、品番、外委工序、供应商名称)通知质量保证部。
外委加工过程管理、控制。
〈制造部〉
班长
〈制造部〉
班长
〈供应商〉
〈制造部〉
课长
4-1公司内生产现场变化点产品品质确认。
4-2外委加工产品品质确认。
4-3变化点管理表结果连络、确认
〈品质部〉
检查员
〈品质部〉
课长
记录
《5M变化点管理表》
5M变化点管理表
发行日
年 月 日
发行者序名称
发行目的、理由
人
物
设备
方法
WHEN
WHAT
HOW
作业员确认点
变化点指示内容(检查) 月 日担当( )
变化点确认结果(检查)
质量部 :
检查结果确认(发行部门) 月 日
不良内容处置(发行部门) 月 日
发行部门
流程步骤
流程说明
担当
确认
OK
NG
NG
OK
1-1根据生产过程的实际情况确认是否有变化点。
〈制造部〉
班长
2-1当出现变化点时,由生产部班长填写《5M变化点管理表》。在《5M变化点管理表》上记入变化点内容,并指出确认项目,防止不良品的产生和流出。
2-2生产部将《5M变化点管理表》交于质量部。
〈制造部〉
班长
制作
确认
处置事项确认(检查)月 日担当( )
质量部:
〈制造部〉
课长长
3依据《5M变化点管理表》上的内容进行变化点对策实施。
3-1公司内变化
公司内生产现场变化过程的管理、控制。
3-2外委加工
外委加工产品前,应将相关信息(数
量、品番、外委工序、供应商名称)通知质量保证部。
外委加工过程管理、控制。
〈制造部〉
班长
〈制造部〉
班长
〈供应商〉
〈制造部〉
课长
4-1公司内生产现场变化点产品品质确认。
4-2外委加工产品品质确认。
4-3变化点管理表结果连络、确认
〈品质部〉
检查员
〈品质部〉
课长
5M1E变化点管理记录表
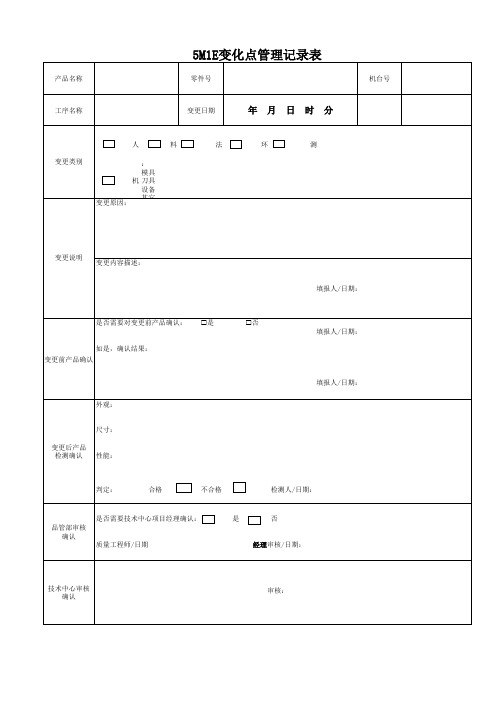
产品名称 工序名称
5M1E变化点管理记录表
零件号
变更日期
年月日时分
人
料
法
环
测
变更类别
: 模具 机 刀具 设备 变更原因: 其它
机台号
变更说明 变更内容描述:
填报人/日期:
是否需要对变更前产品确认: 是
否
如是,确认结果: 变更前产品确认
外观:
尺寸: 变更后产品
检测确认 性能:
填报人/日期: 填报人/日期:
判定:
合格
不合格
检测人/日期:
品管部审核 确认
是否需要技术中心项目经理确认: 质量工程师/日期
是
否
经理审核/日期:
技术中心审核 确认
审核:
变更实施部门确 认
说明:不适用的,用N/A表示
接收人: 记录编号:QR-CP05.01-015 C.1
5M1E变化点管理记录表
零件号
变更日期
年月日时分
人
料
法
环
测
变更类别
: 模具 机 刀具 设备 变更原因: 其它
机台号
变更说明 变更内容描述:
填报人/日期:
是否需要对变更前产品确认: 是
否
如是,确认结果: 变更前产品确认
外观:
尺寸: 变更后产品
检测确认 性能:
填报人/日期: 填报人/日期:
判定:
合格
不合格
检测人/日期:
品管部审核 确认
是否需要技术中心项目经理确认: 质量工程师/日期
是
否
经理审核/日期:
技术中心审核 确认
审核:
变更实施部门确 认
说明:不适用的,用N/A表示
接收人: 记录编号:QR-CP05.01-015 C.1
4m变化点管理记录表

变化点管理的含义:
作业人员、设备、物品(包括部品、辅助材料、工艺装备、工具等)、工艺方法以及现场条件等五个方面中的任意一个或多个发生了变化时,确认变化点的内容后将结果记录下来。
变化点的含义
◎作业人员变更,包括因为作业者的临时缺勤而由顶替工或班长临时代替的变更和作业者的工位调整变更。
◎设备异常而进行修理或调整以及设备大修保养。
◎物品(包括部品、辅助材料、工艺装备、工具等)变化。
◎工艺文件变更或修改。
◎其它可能引起产品质量变化的变更。
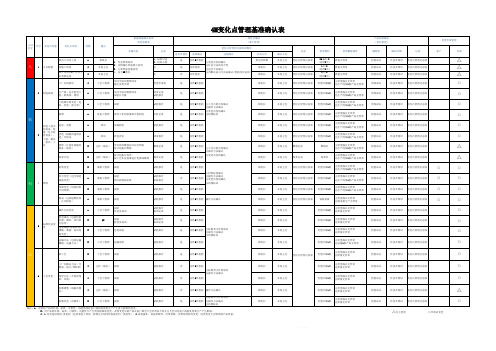
4M变化点管理确认表
是
首件5件检验
①标准类文件的修改
是
首件5件检验 ②操作方法确认
③初物标识
是
首件5件检验
班组长 班组长 班组长
确认人员 车间主任 车间主任 车间主任
车间主任
记录
管理期间
管理解除条件
变化点管理记录表 变化点管理记录表 变化点管理记录表
变化点管理记录表
2H/1次/D (持续2天)
1次/D (持续2天)
1次/D (持续2天)
质保部长
作业开始时 变化点管理记录表
质保部长
作业开始时 变化点管理记录表
检验站长
作业开始时 变化点管理记录表
检验站长
作业开始时 变化点管理记录表
检验站长
作业开始时 变化点管理记录表
检验站长
作业开始时 变化点管理记录表
检验站长
作业开始时 变化点管理记录表
检验站长
作业开始时 变化点管理记录表
检验站长
作业开始时 变化点管理记录表
序号变化点对象变化点项目等级提出变更申请管理实施内容记录変化点管理的可视化和履历记录管理期间管理解除条件解除者确认时期记录客户内部是否目视化品质确认过程确认负责人员确认人员人员配置新员工首次上岗指定的师傅车间主任变化点管理记录表质量无异常检验站长作业开始时变化点管理记录表首件检验班组长车间主任变化点管理记录表质量无异常检验站长作业开始时变化点管理记录表首件检验班组长车间主任变化点管理记录表质量无异常检验站长作业开始时变化点管理记录表制造场地工厂内的移动工艺工程师变更申请表班组长车间主任变化点管理记录表质保部长作业开始时变化点管理记录表班组长车间主任变化点管理记录表质保部长作业开始时变化点管理记录表工艺工程师试验试验报告班组长车间主任变化点管理记录表质保部长作业开始时变化点管理记录表设备工程师点检记录班组长车间主任变化点管理记录表检验站长作业开始时变化点管理记录表班长实施验收验收报告班组长车间主任变化点管理记录表检验站长作业开始时变化点管理记录表班长改造评审评审报告班组长车间主任变化点管理记录表检验站长作业开始时变化点管理记录表主控线长维修记录班组长车间主任维修记录维修后检验站长作业开始时变化点管理记录表主控线长保养记录班组长车间主任保养记录保养后检验站长作业开始时变化点管理记录表物料材质变更采购工程师试验试验报告班组长车间主任变化点管理记录表检验站长作业开始时变化点管理记录表班组长车间主任变化点管理记录表检验站长作业开始时变化点管理记录表采购工程师试验试验报告班组长车间主任变化点管理记录表检验站长作业开始时变化点管理记录表采购工程师试验试验报告操作方法确认班组长车间主任变化点管理记录表检验站长作业开始时变化点管理记录表标准作业变更操作方法变更班组长车间主任变化点管理记录表检验站长作业开始时变化点管理记录表班组长车间主任检验站长作业开始时变化点管理记录表工艺工程师包装试验试验报告班组长车间主任检验站长作业开始时变化点管理记录表工艺工程师运输试验试验报告班组长车间主任检验站长作业开始时变化点管理记录表工艺变更新工艺工艺工程师试验试验报告班组长车间主任检验站长作业开始时变化点管理记录表主控线长试验试验报告班组长车间主任检验站长作业开始时变化点管理记录表工艺工程师试验试验报告班组长车间主任检验站长作业开始时变化点管理记录表主控线长试验试验报告操作方法确认班组长车间主任检验站长作业开始时变化点管理记录表工艺工程师试验试验报
变化点管理
XX 组装班
XXX
XX年
OK
X月X日 (确认签名)
变化点管理示例图
初物
新
品质
提高
降低
要员 设备
新入职 岗变更
维护 改善
品质
材料 仕样
方法
新
改善
AP CD
不具合变化点
变化点
不良流出 防止的保
证
☆工程能力的验证 ☆生产过程管理 ☆部品的特别区分 ☆可追溯性管理
☆培训的强化管理 ☆必要的制造标准化 ☆熟练度的评价管理
●设计变更;●新的外协厂;●材料变更; ●加工条件、方法变更;●工序系列变更; ●机械变更;●夹具、工具变更; ●模具变更;●检查方法变更; ●作业者变更;●包装变更;●对策品
在工序中,如果有初物管理项目变更,要按文件规定实施相关的行动,初物发生区和关系区要进行品质确认,防止出现品质问题
初物管理区分
新机种品质的管理
熟练计划
新机种的熟练情况 ・给工作人员以及维修等,跟批量生产有关人提供信息。 ・参与制造,新设备、金属模具和工序的试用和试运转等
由于批量生产的缘故有拖延的倾向
确实制订出实践的、具体的计划。 ~~~~~~~~~~
检查其结果,然后进行管理。
重要
人员熟练计划 金属模具和设备的程序计划
责任部门分为Proj和批量生产小组
提出制造管理计划时
从做出计划开始没有从同一个地方进行讨论 = 最大的问题
批量生产小组的上层要“增派人员,设定耐久设备、金属模具和零部件,构想出开展日程” 以人员熟练为基础提出计划
新机种品质的管理
图纸和零件表管理
图纸和零件表只有负责人才完全清楚。
课题 ・中坚管理者以及高层管理者很难参加到这个部位。 ・不能主动地完全地投入实际工作中来。
变化点管理内容(5M)
(1)人员变化管理
●作业者交接 做好作业交接记录,特别是对一些异常的问题 及一些需要进行确认的事项,应做好交接。 ●其它岗位员工顶岗 ◇多面手的培养、确认及注册 ◇监督人员对作业状态进行监督、跟踪,实施 抽检并将结果记录到管理表之中 ◇记录作业人姓名、作业内容、加工数量、不 良数量等 ●人员身体不适等异常出现 ◇更换人员
为何要进行变化点管理?
----因为任何过程都可能存在许多引起变化的因素,在管 理一些主要的变化点时,都必须追究造成变化的因素,并 采取相应措施,因为如果对变化点管理不到位,就可能会 造成批量性问题 严重时会出现安全性批量质量问题。
思 考
●针对在生产过程中、客户或市场上存在着的 问题点,是否有由于出现变化点而造成的问题? ●如属变化点所造成的,是由于对变化点的管 理要求不明确造成,还是由于规定明确但未按 规定执行造成?
1、变化点管理的五个方面(5M)变 化 Nhomakorabea 管 理
人员变化管理 设备变化管理 产品变化管理 生产条件变化管理 测量变化管理
基本管理思想:针对变化点应建立预防机制及应急反应机制。 通过预防机制,尽量减少突发性的变化(如减少设备故障); 通过应急反应机制,当出现突发性变化时,能有条不紊地对突 发性的变化采取相应的措施。
●作业过程中,中断作业,短时离开 ◇一定要完成正在进行的作业后,才中断(如装配,需把本 工序的装配作业完成后,才能中断) ◇对中断的产品进行标识,表明属于中断品 ◇重新开始作业时,一定重新进行确认 ●无法进行通常的作业(难于装夹、存在间隙 ) ◇停止作业 ◇查明原因,采取对策 ●由未熟练人员一个人操作 ◇随时检查,跟踪其作业状态
●采购产品的变更(供应商变更、现有供应商的产品出现工程 变更) ◇变更信息的传递 ◇变更后产品的验证确认(确认方式、确认项目等) ●异地生产 ◇ 加工条件的确认(设备、工艺、人员等) ◇变更后产品的验证确认(确认方式、确认项目等) ●试制产品 ◇产品的验证确认(确认方式、确认项目等) ●初期流动管理期间物品 ◇产品的确认(确认方式、确认项目等) ◇过程能力的分析及根据分析结果对过程的对策
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ቤተ መጻሕፍቲ ባይዱ
变化点管理记录表
工序名称: 变更 序号 要素 1、新员工上岗 1 人 2、顶岗员工上岗 3、其它: 1、关键设备变更(即使同型号设备) 2、设备维修后 2 机 3、模具设计变更后 4、模具故障维修后 5、备模启用 6、其它: 1、材料替换 3 料 2、原材料、外协件供应商更换 3、原材料外协件型号、批号更换(需要时) 4、其它: 1、生产工艺变更(包括工装、使用工具等) 4 法 2、生产工序调整 3、其它: 1、生产场地变更 5 环 2、生产环境变化(如空气温、湿度等) 3、现场光线变化或不足 4、其它: 1、由生产部根据“变化点管理规范”对实际变更的情况进行识别并填写本记录; 2、由生产部班组长、工艺员及以上管理人员填写和记录; 备注 3、措施组织实施后,记录填写人应及时提交给品管部检验员进行措施落实情况和实施效果的确认; 4、必须在品管部检验员确认措施的落实情况和实施效果后,才能进行批量生产。 产品质量确认 产品质量确认;环境评估 改善光线条件 产品质量确认;工艺变更风险评估 产品质量确认 替换原因确认;成分、性能检测确认 尺寸、性能检测确认 尺寸、性能检测确认 产品质量确认 产品质量确认 与设变有关的尺寸或性能检验确认 与维修有关的尺寸确认 产品质量及与前一模具的尺寸差异确认 产品名称: 变更内容 应对措施 培训、操作和产品质量确认 培训、操作和产品质量确认 生产时间: 记录人 检验员确认 是否合格 签名
变化点管理记录表
工序名称: 变更 序号 要素 1、新员工上岗 1 人 2、顶岗员工上岗 3、其它: 1、关键设备变更(即使同型号设备) 2、设备维修后 2 机 3、模具设计变更后 4、模具故障维修后 5、备模启用 6、其它: 1、材料替换 3 料 2、原材料、外协件供应商更换 3、原材料外协件型号、批号更换(需要时) 4、其它: 1、生产工艺变更(包括工装、使用工具等) 4 法 2、生产工序调整 3、其它: 1、生产场地变更 5 环 2、生产环境变化(如空气温、湿度等) 3、现场光线变化或不足 4、其它: 1、由生产部根据“变化点管理规范”对实际变更的情况进行识别并填写本记录; 2、由生产部班组长、工艺员及以上管理人员填写和记录; 备注 3、措施组织实施后,记录填写人应及时提交给品管部检验员进行措施落实情况和实施效果的确认; 4、必须在品管部检验员确认措施的落实情况和实施效果后,才能进行批量生产。 产品质量确认 产品质量确认;环境评估 改善光线条件 产品质量确认;工艺变更风险评估 产品质量确认 替换原因确认;成分、性能检测确认 尺寸、性能检测确认 尺寸、性能检测确认 产品质量确认 产品质量确认 与设变有关的尺寸或性能检验确认 与维修有关的尺寸确认 产品质量及与前一模具的尺寸差异确认 产品名称: 变更内容 应对措施 培训、操作和产品质量确认 培训、操作和产品质量确认 生产时间: 记录人 检验员确认 是否合格 签名