开卷机及结构介绍【全面解析】
毕业设计钢带开卷机
本科生毕业设计题目钢带开卷机系别机械系专业机械设计制造及其自动化学生姓名二Ο一四年四月三十日钢带开卷机设计摘要开卷机是板带生产的要紧设备,将卷钢放开进行剪切、校平等,便于生产、运输和贮存。
本设计为四棱锥胀缩式开卷机,该机由电动机经减速器带动空心轴及套与其中的四棱锥,四棱锥由油缸驱动,前后移动,从而胀缩套与其上的扇形板,使卷取的带钢胀紧或松开。
正常润滑条件下利用胀缩缸的工作压力来实现卷筒的自动缩径。
卷筒的薄弱环节是扇形块的尾钩,尾钩在棱锥轴轴向分力的作用下会产生很高的弯曲和剪切应力,易于疲劳所怀。
而且,正锥结构使主轴和胀缩缸的连接螺栓处于不利的受力状态。
本次设计的四棱锥开卷机采纳倒锥式,显著改善了上述零件的受力状况,扇形块结构也取得简化。
本设计中对油箱、液压缸等进行了详细计算,而且对其中的油箱和液压缸进行了设计。
关键词:开卷机四棱锥液压系统倒锥式Strip uncoilerAbstractUncoiler strip production is the main equipment, the coil open to shear, equality in the school, is advantageous for the production, transportation and storage.After the design used in single stand cold rolling mill, for rectangular pyramid swell-shrink uncoiler, the machine by motor through a gearbox drives hollow shaft and sleeve with four of the pyramid, rectangular pyramid driven by hydraulic cylinder, before and after the move, and swell-shrink set with fan-shaped plate, make coiling strip wrapped tight or loose. Under the condition of normal lubrication swell-shrink cylinder pressure is used to implement automatic reducing roll.Drum of the weak link is fan-shaped dollop of tail hook, tail hook in pyramidal shaft under the action of axial force component can produce high bending and shear stress, fatigue was easily. And, positive cone structure makes the connection of main shaft and swell-shrink cylinder bolt in the adverse stress state. The design of rectangular pyramid using inverted cone decoiler, significantly improve the stress state of the above parts, fan block structure has been simplified.In this design to the fuel tank, hydraulic cylinder, such as a detailed calculation, and has carried on the design to the fuel tank and hydraulic cylinder.Key words: coiler the four pyramid Hydraulic System inverted cone.目录摘要 (I)目录 (III)1 绪论 (1)开卷机简介 (1)开卷机工作原理 (1)开卷机分类 (2)单卷筒可胀缩开卷机 (3)双锥头无胀缩开卷机 (4)双圆柱头可胀缩开卷机 (4)2 整体设计方案的确信 (7)工艺参数 (7)工况分析 (7)开卷机运动速度的确信 (7)开卷机各个部份的方案选择 (8)开卷机卷筒旋转机构传动方式的选择 (8)开卷机胀缩机构传动方式的选择 (8)开卷机机架 (8)开卷机平安方案的确信 (8)3 开卷机设计计算 (9)开卷机卷筒设计 (9)开卷机的张力确信 (9)开卷机的对中调剂 (11)压锟压紧力的计算 (11)卷筒上径向压力的计算 (12)开卷机的传动功率计算 (12)开卷机技术参数 (13)4 开卷机主轴设计与计算 (13)主轴部件的设计要求 (13)主轴的设计要求 (14)主轴要紧的尺寸参数 (14)主轴的材料和热处置 (15)主轴要紧精度指标 (15)主轴转动轴承 (15)估算轴的直径 (16)轴受力分析 (17)轴的强度校核 (18)5开卷机液压系统设计 (18)胀紧油缸承载力的计算 (18)确信油缸额定压力 (19)油缸各组成部份的设计 (19)确信液压执行元件的要紧参数 (22)钢带开卷机液压元器件的选择 (23)油泵的的选择 (23)油泵的的驱动功率计算与电动机的选择 (23)油箱的选择 (24)6 总结 (26)致谢 (27)参考文献 (28)1 绪论开卷机简介随着工业的不断进展, 国际和国内对钢铁产品的需求也日趋增大,板带材作为钢铁初产品中的一个极重要的品种,也是国民经济增加必不可少的重要工业制口,在咱们日常生活中也起着超级重要的作用。
开卷机

开卷机安装(decoiler erection)开卷机是钢板(带)冷轧机组或冷加工生产线上的辅助设备之一,它的作用是打开钢带卷并引出轧件端头使其进入连续作业机组。
开卷机按支承钢带卷的方式分为悬臂式、双锥头式和双圆柱头式三种。
双锥头式开卷机依靠两锥头压紧带卷,其锥头为不可胀缩式;悬臂式开卷机的卷筒和双圆柱头式开卷机的圆柱头可以胀缩,在胀开状态时固定钢卷。
悬臂式开卷机由底座、框架、减速器、胀缩卷筒、框架移动液压缸、旋转胀缩液压缸和外支承等组成(见图)。
双锥头式和双圆柱头式开卷机,除其左右各有一台相同的传动装置带动卷筒,不设外支承外,其他均同悬臂式开卷机。
安装顺序通常循以下顺序进行:(1)测定中心线和标高,敷设垫铁,放入地脚螺栓。
(2)将底座吊放到设定位置上,按底座上的纵、横向中心标记和设定的中心线挂线锤进行找正。
水平度在底座的滑道面上测定,卷筒端取正公差。
标高以滑道面对基准点测定。
对于双锥头式或双圆柱头式开卷机,两支承底座的相对标高应一致,后安的支承底座标高以先安好的支承底座标高为基准,用长水平尺和水平仪等测定;两台底座的中心线应重合,可依滑道侧面或中心标记测定。
(3)将带有卷筒轴及减速器的框架吊装到底座上,以减速器的横向中心标记对准底座上的对应标记,在开卷机的纵向中心线上挂线锤,对准卷筒轴端面中心及尾部轴头中心标记,进行纵、横方向的初找正。
在卷筒轴上设置摇臂,精找与机组中心线的垂直度。
一般可利用机上配置的滑道调节螺丝来调节卷筒轴的垂直度。
对于解体供货的主体,可先吊装底部框架,再安装分段的机壳、传动齿轮轴和机盖。
安装减速器下部机壳时,要以镗孔为基准找正。
用水平仪在横向上找水平,并检查调整齿轮轴轴承串动间隙和齿轮啮合间隙等。
将卷筒水平地装入减速器空心轴上,并固定好,在卷筒上面检查水平度,用摇臂旋转法检查卷筒垂直度。
(4)安装液压缸。
(5)安装电动机及冷却风机。
(6)外支承安装,一般先将外支承就位并初调后,对地脚螺栓进行一次灌浆。
开卷机结构设计与主参数计算
开卷机结构设计与主参数计算开卷机是纸张处理领域中一项重要的设备,主要用于纸张的裁切和翻转,从而实现纸张的翻卷和快速打印。
其结构设计和主参数计算是非常关键的任务,下面就简要介绍一下。
一、开卷机结构设计开卷机的结构设计包括以下几个方面:1. 纸芯装置:主要用于放置纸芯,保证纸张在转动过程中不松动。
2. 纸张导辊:用于调整和控制制品的宽度和方向,保证纸张在转动过程中平稳顺畅。
3. 压力辊:与导辊配合使用,主要起到固定纸张的作用,保证其不会滑动或跑偏。
4. 线速度同步旋转装置:将驱动轴与制品轴之间的线速度同步起来,保证纸张在转动过程中维持稳定的速度。
5. 裁切机构:主要用于对纸张进行裁切或分离,包括剪刀、切刀等部件。
二、主参数计算开卷机的主要参数计算包括以下几个方面:1. 转速:该参数是指制品轴的转速,一般与纸张移动的速度保持同步。
该参数的计算需要考虑到纸张的长度、宽度,承载力等因素。
2. 线速度:该参数是指纸张移动的速度,也就是整个开卷机的处理速度。
该参数的计算需要考虑到纸张的长度、宽度以及转速等因素。
3. 线速度同步比例:该参数是指驱动轴与制品轴之间的线速度同步比例。
该参数的计算需要考虑到纸张的长度、宽度,承载力等因素。
4. 压力辊压力:该参数是指压力辊向纸张施加的压力,主要用于控制纸张的运动和减小对纸张的损伤。
该参数的计算需要考虑到纸张的材质、长度、宽度,运动速度等因素。
总之,开卷机的结构设计和主参数计算是非常重要的任务,需要综合考虑纸张的种类、尺寸以及使用要求等因素,在保证质量的前提下,尽可能提高纸张的处理效率和减少损伤,满足用户的实际需求。
开卷控制介绍

开卷电机 运动
流程图
拉杆电阻位置
变频器输出电机 运动速度值
根据计算值 设定值比较
计算直径值 输出正反转指令
CCE接料器 CCE接料器
换接材料执行机构
JOA开卷原理图
压臂驱动皮带 M1
电磁离合器
Dancer pot (1)
S辊 辊
直流电机1 直流电机
Dancer pot (2)
直流驱动 控制器
开卷控制板 直流驱动 控制器
nip辊 nip辊
S-WRAP
纠偏后材料
隔离辊
原料走向
M3 M4
荧光传感器
M5
原料走向 纠正相位传感器
张力控制
荧光点检测 位置误差计算 连续计算20片取平均值 连续计算20片取平均值 20 平均值是否在接受范围
保持原速度不变 提高nip辊运行速度 提高nip辊运行速度 nip
与设定最大最小值比较
降低nip辊运行速度 降低nip辊运行速度 nip
直流电机2 直流电机
伺服电机控制的优势
速度跟踪稳定 速度跟踪稳定 控制精确 换型简单 生产效率高
S-wrap张力控制器工作图 wrap张力控制器工作图
Dancer杆 杆
驱动材料轴
主要电气元件
伺服控制器 运动控制核心 驱动轴运转执行者
伺服电机 主编码器
采集主机速度
电位计 电机编码器
提供反馈电压
提供位置反馈
通过观察Dancer杆的 通过观察Dancer杆的 Dancer 变化确定运转稳定性
开卷Dancer发生振荡的几种现象
1 停机时发生振荡 2 启动或小卷时发生振荡 3 运行时发生振荡
发生振荡的几种处理原则
1.停机时发生振荡 1.停机时发生振荡
自动送料机开卷结构介绍
自动送料机开卷结构介绍我们都知道自动送料机是具备多功能的一款给料裝置,在这当中开料部位也就是料架能够自动开料功能。
自动送料机的开卷机部位比起常见大型开卷机来说,进行了大的优化,它在传统型大型开卷机的开料裝置基础上组装了托料裝置和压料裝置。
在这当中托料裝置的功能是在卷料组装开料裝置时,托在卷料的下侧,辅助上料;压料裝置则搭配开料裝置保证卷料不松卷。
开料裝置由常见的手摇式扩张改为油压式扩张,料卷卷筒用到楔类型滑块结构,水平贯穿于开卷机的机架上,在这当中部接入有旋转接头与油压机裝置接入,利用油压机裝置的推杆推动4个楔类型滑块径向活动;4个楔类型滑块的外面配有4个弧型瓦板,弧型瓦板内侧各自具备径向设置的接入块,接入块与4个楔类型滑块之间利用连杆接入,接入块内端延伸出弧型瓦板内端部,并穿过正对于弧型瓦板内端部的限位挡板的径向条形孔,接入块在限位挡板的两边各自配有阻挡其径向沿径向活动的限位滑块。
自动送料机的开料部位结构其基本原理是:利用油压机裝置的推杆推动端部的端盖及4个楔类型滑块径向活动,进而利用连杆拉动弧型瓦板,因为弧型瓦板内侧的接入块被限位滑块和限位挡板限制,无法向径向移动,只可以沿限位挡板上的径向条形孔作径向活动,从而实现弧型瓦板的径向活动,即实现收缩与张紧;在张紧状态下,开启动力系统利用链轮机构助推主轴轴承转动,在压卷裝置的搭配下实现开料。
自动送料机的开卷机机架上开料裝置的侧方配有夹料裝置,夹料裝置涉及由品质可靠油缸、品质可靠曲柄推动的夹料轴,该夹料轴上垂直配有两个间距可调的夹料滚筒。
该夹料裝置有利于防止料筒沿主轴轴承径向移动,保证整机平稳运转。
开卷机机架上还配有操控上述动力系统运转的感应器和手制动器系统,该手制动器系统涵盖组装在主轴轴承上的刹车片和手制动器钳。
当自动送料机后面的整平送料机部位暂停运转时,给感应器1个操控信号,感应器断掉动力系统的开关电源,使其暂停配电,因为惯性力,主轴轴承将继续转动,这时,开启手制动器设备,其手制动器钳夹住刹车片造成滑动摩擦力,因而具有制动功能,使主轴轴承快速暂停转动。
开卷机工作原理
开卷机工作原理
开卷机是一种用于卷取连续纸张或薄膜材料的设备,在各种印刷、包装和纺织等行业中广泛应用。
下面将介绍开卷机的工作原理。
开卷机主要由卷料架、张力控制系统、辊轴、收卷装置和控制系统等组成。
其工作原理如下:
1. 卷料架:卷料架通常位于开卷机的一侧,用于放置需要卷取的纸张或膜材料卷轴。
卷料架上的卷轴可以通过传动装置将纸张或薄膜材料传送到开卷机的工作区域。
2. 张力控制系统:开卷机通常需要保持适当的张力来确保卷取纸张或薄膜材料的质量。
张力控制系统通过传感器和调节装置监测和调整卷取时的张力。
3. 辊轴:开卷机通常装有多个辊轴,这些辊轴通过传动装置带动纸张或薄膜材料在机器上运动。
辊轴之间的摩擦力可以帮助控制纸张或材料的传送速度和张力。
4. 收卷装置:开卷机的收卷装置位于开卷机的另一侧,用于将卷取的纸张或材料卷成卷轴。
收卷装置通常由辊轴和传动装置组成,可以调节卷轴的直径和紧度。
5. 控制系统:开卷机通常配备一个控制系统,通过电子和机械装置来控制卷取过程中的各个参数,如张力、速度和停机等。
控制系统可以根据设定的参数来实现自动控制,提高生产效率
和产品质量。
综上所述,开卷机通过卷料架将纸张或薄膜材料传送到工作区域,然后通过张力控制系统和辊轴来控制传送速度和张力,最后使用收卷装置将卷取的材料卷成卷轴。
控制系统对整个卷取过程进行监控和控制,以确保卷取质量和生产效率。
开卷机
1 开卷机概述开卷设备大体可分为:悬臂式开卷机、双圆柱头式开卷机和双锥头式开卷机。
悬臂式开卷机具有刚性大,开卷张力较大等优点,故适用于较薄带材的开卷。
悬臂式开卷机和双圆柱头开卷机,已成功地应用于带材精整机组及冷连轧机组。
最近几年,西德和美国一些机械制造公司和生产厂,大力推广双圆柱头开卷机。
国外生产实践证明,双圆柱头开卷机上料操作方便,工作平稳可靠,其结构也比悬臂式开卷机简单。
其缺点是,由于采用两套传动装置,双圆柱头开卷机设备重量比悬臂式开卷机要大。
由于双锥头开卷机,锥头部分和带内卷圈接触面积太小,带张力操作时,容易损坏带材的头部。
目前已不大采用。
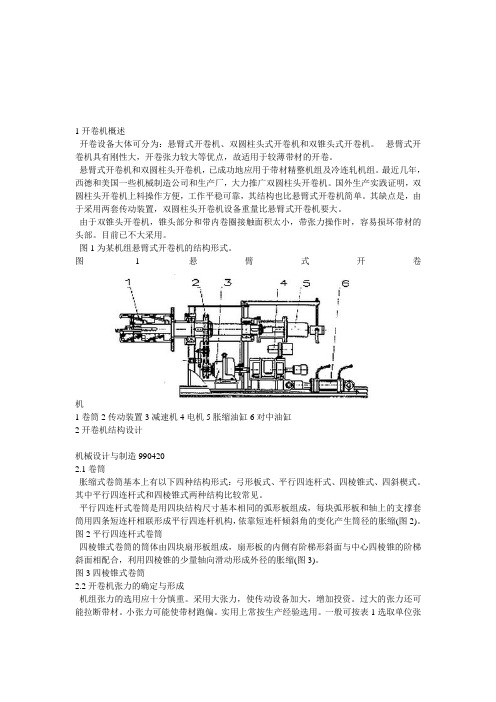
图1为某机组悬臂式开卷机的结构形式。
图 1 悬臂式开卷机1 卷筒2 传动装置3 减速机4 电机5 胀缩油缸6 对中油缸2 开卷机结构设计机械设计与制造9904202.1 卷筒胀缩式卷筒基本上有以下四种结构形式:弓形板式、平行四连杆式、四棱锥式、四斜楔式。
其中平行四连杆式和四棱锥式两种结构比较常见。
平行四连杆式卷筒是用四块结构尺寸基本相同的弧形板组成,每块弧形板和轴上的支撑套筒用四条短连杆相联形成平行四连杆机构,依靠短连杆倾斜角的变化产生筒径的胀缩(图2)。
图2 平行四连杆式卷筒四棱锥式卷筒的筒体由四块扇形板组成,扇形板的内侧有阶梯形斜面与中心四棱锥的阶梯斜面相配合,利用四棱锥的少量轴向滑动形成外径的胀缩(图3)。
图3 四棱锥式卷筒2.2 开卷机张力的确定与形成机组张力的选用应十分慎重。
采用大张力,使传动设备加大,增加投资。
过大的张力还可能拉断带材。
小张力可能使带材跑偏。
实用上常按生产经验选用。
一般可按表1选取单位张力值。
表 1 单位张力σ0值机组区域单位张力值σ0(MPa)机组区域单位张力值σ0(MPa) 卷机段;酸洗机组镀锌机组镀锡机组电解清洗机组退火机机组10~40 8~70 10~40 30 20~30作业段:热处理酸洗活套段:塔式车式开卷段2~8 7~10 5~15 10~20 3~9除按表1选用以外,单位张力值σ0还可以按下列经验公式计算求得:σ0=kσs(MPa) 式中:k-张力系数,可按表2选取;σs-带材屈服极限,MPa。
常见开卷机卷取机的结构和特点
常见开卷机卷取机的结构和特点常见开卷机卷取机的结构和特点开卷机是金属板材校平的专用设备,用于校平线钢板、不平整板可根据相关配置组成开卷、校平、剪切生产线和其它板材制品生产线。
适用于机械、车辆、金属制品家用电器、钢构、装饰等行业。
开卷机是钢铁生产线中必不可少的重要设备之一,它的作用一个是通过涨紧钢卷内孔来支撑住钢卷;另一个是通过旋转在直头机的配合下将钢带头部送入矫平机。
因此开卷机性能的好坏对整个生产线的影响至关重要。
开卷机主轴具有两个功能,一个是带动钢卷旋转;另一个是钢卷的涨紧支撑。
涨紧的实现,通常是由和主轴安装在一起的油缸或气缸推动斜滑块来完成的,小机组多用气缸,大机组多用油缸;旋转的实现,通常是电机通过减速器带动主轴旋转来完成的。
而安装在主轴上的油缸或气缸要和主轴一起旋转,并且油缸或气缸都需要与工作介质管路一端相连,管路的另一端又要连接在液压站或者电磁阀上。
开卷机布置在机组入口部分的前端,分别与№1和№2钢卷小车相对应。
机组的开卷机的作用之一是在保持带钢后张力下进行上开卷,另外一个显著作用是其中心控制(CPC)下能实现带钢的自动对中。
常规连退、彩涂机组配置有2台开卷机,由于两台开卷机交替进行开卷,为机组后续设备的连续生产创造了先决条件。
剪切生产线配备一台开卷机。
入口段的带钢张力就是由开卷机与机组的№1张力辊组共同建立的。
开卷机机体为焊接箱形结构,变频调速电机通过齿轮箱减速后驱动卷筒轴为开卷机提供主动力。
开卷机的卷筒是一根空心轴,通过两个轴承支撑齿轮箱体上,轴承之间安装有传动直齿轮。
该齿轮箱是采用强制润滑的方式进行润滑的,并为闭环的油润滑系统配有两台恒速电机。
芯轴为一悬臂结构,在开卷时其前端由外支撑轴承进行支撑,以保持开卷机的刚度和稳定性。
开卷机芯轴通过四个端面上带斜度燕尾槽连接四块扇形板,每块扇形板在尾端通过一个径向滑道防止其轴向窜动,但可以实现沿径向涨缩。
在卷筒轴尾端连接有旋转油缸,油缸活塞杆通过卷筒轴中心的拉杆驱动前端四棱轴轴向滑动,从而带动扇形板径向涨缩。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
开卷机及结构介绍
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
开卷机
开卷机是金属板材校平的专用设备,用于校平线钢板、不平整板可根据相关配置组成开卷、校平、剪切生产线和其它板材制品生产线。
适用于机械、车辆、金属制品家用电器、钢构、装饰等行业。
开卷机的主要结构:
主机采用四根拉杆联结的双机架,并用平键或圆锥销定位固定于底座上的整体结构。
主轴能作±40mm的轴向移动,是由一段经淬火处理,精磨成高精度的外圆直接取代短圆柱滚子轴承的内圈来实现的,并通过手轮来驱动螺旋付和由两个推力球轴承来限位,使主轴能相对机架作左右移动和回转。
卷筒采用可更换品种的法兰联结可拆卸式结构。
常用卷筒的结构有两种:
对直径76mm有芯管的卷筒,采用简易锥度为1:3的双锥头夹紧形式,手动螺旋付夹紧并采用马蹄形垫圈来达到快速(不需拆卸螺钉)装卸。
对直径203mm的涨缩卷筒,由于涨紧范围过大(直径180,--直径220mm)达40mm,而芯轴又小于200,一般典型结构无法采用,所以专门设计了由直径140钢管受力,丝杆只受拉力的双四棱锥左右螺杆相对涨径的特殊结构,由人工扳手固紧。
带有活塞式导向的四棱锥开有贮油孔,工作时二硫化铝能自动润滑,同时考虑到来卷、卷芯可能偏差较大,因此结构上专门考虑了由直径170~210mm的基芯轴外加涨瓦来达到直径180~220mm,这样既可拆除变小,又可自行加工涨瓦变得更大。
无动力的阻尼涨力是由一对薄膜式气缸通过夹钳摩擦片作用于主轴的摩擦盘来实现的,张力变化随气压变化和卷径大小而相对变化,主机下部装有一对与主卷筒平行的折向辊,能使带
钢在较好对中情况下从本机底部通过,考虑到全机组的安装精度,原机组开卷机出口端一个可调节的折向辊应予保留。
(但可改装合适部位)。
上料小车既是一个简单的手推式有轨小车,但又是一个多功能的特殊构件。
V形架是通过二根直径32的导轨来导向和维持稳定的、手动液压千斤顶,升降范围希望限止在120mm以下,变换品种则应采用垫木方式,垫木应有螺钉定位。
为便于手摇扳手能自由摇动,小车扶手做成可折转放平式,扶手升起后由一对钩头销自设计与研究动固紧,放下时只须手揿钩头连杆即可卸开放下。
扶手上方有简易窥视对中孔,以利钢卷对中,同时设有挡木挡卷以防止可能发生的倒卷倾侧。
由使用方自行安装的外轨必须与内轨接平,以免小车跳动。
考虑到每卷需工作l小时以上,使用不频繁,为避免气动滑阀泄漏,改用可靠的手动不锈钢球阀,并增加贮气钢瓶稳压。
根据不同的行业,开卷机的构造也会不尽相同。
开卷机保养
为了开卷机使用寿命更加持久,我们需要精心的对它进行日常保养,步骤如下:
1、按要求对各油杯润滑和人工润滑点进行加油.
2、按开卷机开卷机规定的参数进行卷板,卷板厚度20mm,大长度2500mm,卷板材料的屈服极限小于250Mpa。
3、接通电源后,进行下辊正反两个方向和上辊升降运动,检查各运动有无不正常的卡死现象。
4、严格按开卷机卷板加工程序和操作方法进行操作,在上辊升降到极限位置时,要十分注意设备的安全运行。
5、当主传动停机后,方可进行上辊的升降,翻转轴承的倾倒复位和上辊的翘起。
6、在运行过程中,若发现有不规则的噪音、冲击等不正常现象,应立即停机检查。
7、操作中各人员要互相协调,听从卷板负责人的指挥,没有口令,禁止开动机器。
8、进行开卷机卷板操作时应十分注意手被钢板压住和钢板一起卷进。
9、用行车起吊钢板或卷筒时,注意不要和机器发生碰撞。
开卷机工作结束后,做到工完料尽场地清,并做好设备的维护保养工作,及时关闭电源。
内容来源网络,由深圳机械展收集整理!
更多激光钣金及冲压自动化工艺展示,就在深圳机械展.金属板材加工展区/激光精密加工应用展区。