全尺寸检测记录模板(生产件批准--尺寸测量报告)
尺寸检查报告
尺寸检查报告【导言】本报告详细记录了对所测量的产品尺寸进行检查的过程和结果。
通过严格遵循尺寸测量标准和操作流程,确保产品的尺寸符合设计要求。
以下是尺寸检查报告的具体内容:【产品信息】产品名称:产品型号:生产日期:检验日期:检验人员:【检查过程】在尺寸检查过程中,我们使用了准确的测量工具和设备,如卡尺、游标卡尺和投影仪等。
每个尺寸测量都进行了多次重复,以确保准确性和可靠性。
下面是我们进行尺寸检查的过程:1. 测量点确定:我们首先根据产品的设计图纸和规格要求,确定了需要进行尺寸检查的测量点位置。
2. 工具校准:在测量之前,我们对使用的测量工具进行了校准,以确保其准确度和稳定性。
3. 尺寸测量:在确定的测量点上,我们使用相应的测量工具进行尺寸测量。
每个尺寸都进行了多次测量,然后计算其平均值。
4. 数据记录和分析:我们将每个测量结果记录下来,并进行了数据分析,以找出任何尺寸偏差或异常情况。
【检查结果】根据对产品尺寸的检查和分析,我们得出了以下结论:1. 尺寸符合要求:对大部分测量尺寸而言,其结果与设计要求完全符合,尺寸偏差在可接受范围内。
2. 尺寸超出要求:在少数测量点上,我们发现了一些尺寸超出了设计要求的情况。
这些超出的尺寸可能会影响产品的功能和性能,需要及时调整和修正。
3. 尺寸偏差:除了超出要求的尺寸外,我们还发现了一些尺寸偏差的情况。
尺寸偏差可能是由于生产过程中的误差或材料收缩等原因造成的。
【建议和改进措施】基于对尺寸检查结果的分析,我们提出了以下建议和改进措施:1. 对超出要求的尺寸进行调整:针对超出要求的尺寸情况,需要及时进行调整和修正,以确保产品的功能和性能符合设计要求。
2. 研究并解决尺寸偏差问题:针对尺寸偏差的情况,需要深入研究其原因,并采取相应的改进措施,以减少生产过程中的误差和材料收缩对尺寸的影响。
3. 强化质量控制:需要加强对产品尺寸的质量控制,确保尺寸测量的准确性和稳定性,以提高产品的一致性和可靠性。
全尺寸检测报告
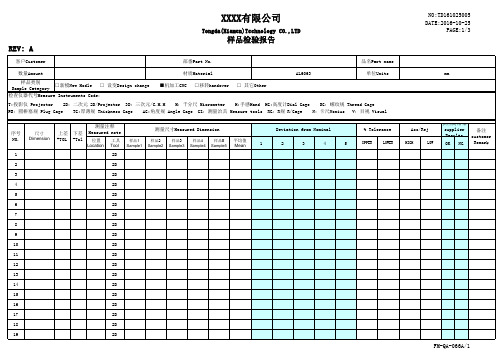
上差 下差 Measured note
测量尺寸Measured Dimension
Deviation from Nominal
NO. Dimension +TOL -Tol 位置
工具 样品1
样品2
样品3
样品4
样品5 平均值
1
2
3
4
5
Location Tool Sample1 Sample2 Sample3 Sample4 Sample5 Mean
20
2D
21
2D
22
2D
23
2D
24
2D
25
2D
26
2D
27
2D
28
2D
29
2D
30
2D
31
2D
32
2D
33
2D
34
2D
35
2D
36
2D
37
2D
38
2D
% Tolerance
UPPER
LOWER
NO:TD161025005 DATE:2016-10-25
PAGE:2/3
mm
Acc/Rej
HIGH
LOW
检查仪器代号Measure Instruments Code:
■机加工CNC □移转handover □ 其它Other
T:投影仪 Projector 2D:二次元 2D/Projector 3D:三次元/C.M.M M:千分尺 Micrometer H:手感Hand HG:高度计Dial Gage SG:螺纹规 Thread Gage PB:圆棒塞规 Plug Gage TG:厚薄规 Thickness Gage AG:角度规 Angle Gage GZ:测量治具 Measure tools RG:R规 R/Gage N:卡尺Nonius V:目视 Visual
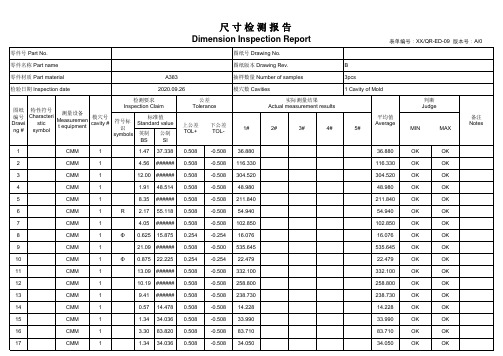
全尺寸测量结果报告
12
CMM
1
10.19 ###### 0.508 -0.508 258.800
13
CMM
1
9.41 ###### 0.508 -0.508 238.730
14
CMM
1
0.57 14.478 0.508 -0.508 14.228
15
CMM
1
1.34 34.036 0.508 -0.508 33.990
Tolerance
上公差 TOL+
下公差 TOL-
1#
BS
SI
实际测量结果 Actual measurement results
2#
3#
4#
1
CMM
1
1.47 37.338 0.508 -0.508 36.880
2
CMM
1
4.56 ###### 0.508 -0.508 116.330
3
CMM
1
12.00 ###### 0.508 -0.508 304.520
CMM
1
0.487 12.370 0.254 -0.254 12.621
CMM
1
0.487 12.370 0.254 -0.254 12.622
CMM
1
0.487 12.370 0.254 -0.254 12.622
CMM
1
0.487 12.370 0.254 -0.254 12.620
49
12*Φ
19.669
OK
OK
57.160
OK
OK
53.986
OK
OK
53.976
OK
OK
全尺寸检测报告
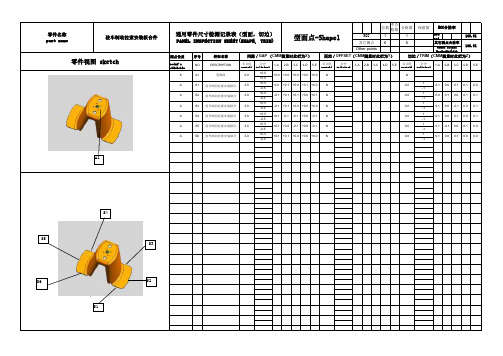
总数不合格数合格数保留数11KCC points accep66测点性质序号point's character NO名义值nominal公差tolerance1-A2-B3-C4-D5-E名义值nominal公差tolerance1-A2-B3-C4-D5-E名义值nominal公差tolerance1-A2-B3-C4-D5-E +0.0+0.0+0.51-0.5-1+0.51-0.5-1+0.51-0.5-1+0.51-0.5-1+0.51-0.5-1+0.51-0.5-1型面点-Shape1零件视图 sketch 通用零件尺寸检测记录表(型面,切边)PANEL INSPECTION SHEET(SHAPE, TRIM)驻车制动拉索安装贴合驻车制动拉索安装贴合驻车制动拉索安装贴合驻车制动拉索安装贴合驻车制动拉索安装贴合基准面驻车制动拉索安装贴合0.00.10.10.10.00.00.00.10.10.00.00.10.10.0-0.10.10.00.10.00.00.10.00.0-0.10.10.00.10.10.10.10.0N0.00.00.00.00.0NNNNNNN+0.0+0.0+0.1+0.0-0.1-0.1+0.0+0.0+0.0+0.1+0.0+0.0+0.0+0.0+0.0+0.0+0.1+0.0-0.1-0.1+0.0+0.1+0.0+0.1+0.1+0.1-0.1+0.0+0.00.0-0.1-0.1+0.1+0.1+0.13.03.03.0A1S1S2S3S4S5S6AAA零件名称part name驻车制动拉索安装板合件K A A A特征名称间隙/GAP (CMM测量时此栏为X)面差/OFFSET(CMM测量时此栏为Y)切边/TRIM(CMM测量时此栏为Z)DESCRIPTION0.03.03.03.0KCC合格率KCC100.0%其它测点其它测点合格率Other points Other pointsacceptability100.0%A1S1S3S6S1S4S5S2。
全尺寸检测报告(一)2024

全尺寸检测报告(一)引言概述:全尺寸检测报告(一)是对某产品进行全尺寸检测后所得到的结果和分析的报告。
本文将首先介绍全尺寸检测的背景和目的,然后详细讨论5个大点,每个大点包含5-9个小点。
最后,本文将总结全尺寸检测的结果和结论。
1. 产品特性检测1.1 尺寸测量- 使用精确测量工具进行尺寸测量- 检查产品是否符合设计要求的尺寸范围- 记录测量结果并与设计规范进行比较1.2 外观检查- 观察产品外观是否有明显缺陷或瑕疵- 检查产品表面的光滑度和质量- 检测产品颜色是否与设计要求一致1.3 包装检测- 检查产品包装是否完好无损- 检测包装内部是否存在松动或破损- 确保产品在运输过程中不受损坏2. 材料性能检测2.1 强度测试- 通过拉力测试仪测定产品的强度参数- 确定产品是否符合设计的负载要求- 分析材料强度与设计负载之间的安全裕度 2.2 塑性测试- 使用硬度测试仪对产品进行塑性测试- 分析产品的硬度与材料塑性之间的关系 - 检测材料在变形和应变过程中的性能3. 功能性能检测3.1 电子元件测试- 检查电子元件是否正常工作- 调试电路并测量电压、电流等参数- 确保产品的功能符合设计要求3.2 机械动作测试- 测试产品的机械部件是否正常运转- 检查产品的运行噪音和振动- 确保产品的机械动作性能良好4. 环境适应性测试4.1 温度测试- 在不同环境温度下测试产品性能- 分析产品在高温、低温环境下的可靠性- 确保产品在各种温度条件下正常工作4.2 湿度测试- 在不同湿度环境下测试产品的性能- 检查产品内部是否受到湿度影响- 评估产品的防潮性能和耐湿度能力5. 安全性能检测5.1 电气安全测试- 检查产品的绝缘电阻和接地状态- 测试产品的漏电流和绝缘电阻值- 确保产品在正常使用时不会发生电击事故5.2 火灾安全测试- 检测产品的抗火性能和阻燃能力- 测试产品在火灾情况下的烟雾和毒气产生情况- 确保产品在火灾时能够提供足够的安全保护总结:全尺寸检测报告(一)中,我们对产品的特性、材料性能、功能性能、环境适应性和安全性能进行了全面的检测和分析。
全尺寸检验报告模板
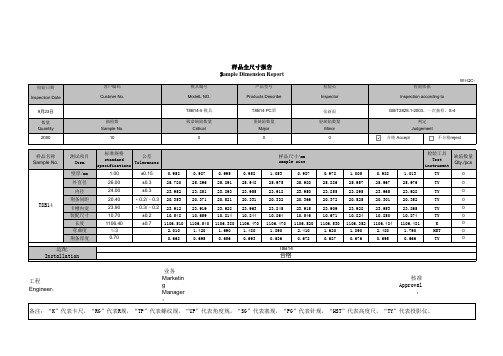
WI-QC-检验日期Inspection Date9月23日数量Quantity 2000样品名称Sample No.测试项目Item 标准规格standardspecifications公差Tolerances检验工具Testinstrument缺陷数量Qty./pcs壁厚/mm 1.00±0.150.9580.9870.9950.958 1.0530.9870.978 1.0050.988 1.013TY 0外直径26.00±0.325.78025.89625.89125.94825.97525.98025.88625.95725.96725.976TY 0内径24.00±0.323.95223.85123.89323.95523.91823.95023.85523.89523.96523.928TY 0荆条间距20.40﹢0.2/﹣0.320.35320.37120.52120.33120.33220.36620.37220.52520.30120.352TY 0卡槽内宽23.90﹢0.3/﹣0.223.91223.91923.92823.96323.84523.91523.90923.92823.95323.865TY 0装配尺寸10.70±0.210.54810.65910.81410.84410.86410.54610.67110.82410.85010.874TY 0长度1106.40±0.71106.5101106.5401106.3801106.4701106.4701106.5201106.5301106.3521106.4841106.481K 0弯曲度≤3 2.010 1.420 1.690 1.480 1.890 2.410 1.620 1.890 2.480 1.790HST 0荆条厚度0.700.6680.6950.6560.6930.6360.6780.6870.6760.6950.666TY工程Engineer :业务Marketin gManager :核准Approval:判定JudgementInspector 检验员张新雨轻缺陷数量Minor 检验依据Inspection according to GB/T2828.1-2003,一次抽样,S-4Sample No.适配InstallationT8B14T8B14Critical 样品尺寸/mm sample size 不合格rejectMajor 0合格 Accept抽检数致命缺陷数量Products Describe 产品型号T8B14 PC 罩重缺陷数量样品全尺寸报告S ample Dimension Report模具编号ModelL NO.T8B14-5 模具客户编码Custmer No.备注:“K”代表卡尺,“RG”代表R规,“TP”代表螺纹规,“UP”代表角度规,“SG”代表塞规,“PG”代表针规,“HST”代表高度尺,“TY”代表投影仪。
全尺寸检查报告
毛坯外观:
测试主管意见: 测试主管审核: 日期:
品管部意见: 审核: 日期:
技术部意见: 技术部确认: 日期:
裁定: 批准: 日期:
需方名称 Customer Name
零件名称 Part No.
材料 Material
图号 Drawing No.
全尺寸检查报告
模穴数 CavityNo.
重量 Weight
PAGE: -4105 / 1
版本号:A-0
检验员 Inspector
日期 Date
;表单编号:
状态state:
□OTS
□小批量 small-lot
□SOP
公差
序
标准值
号 dimension in
No. drawing
Tolerance
下公差 lower limet
上公差 upper limit
最小值 Max.Val
ue
最大值 Min.Valu
e
测 量工 具
Inspecti
on tool
1
1
0.00
0.00
样品尺寸测量结果 Measurement result
实际尺寸 Actual Dimension
偏差 Deviation
2
3
4
5
Dev1 Dev2 Dev3 Dev4
Dev5
结论 conclus
ion
备注 Remarks
2
0.00
0.00
3
0.00
0.00
4
0.00
0.00
5
0.00
0.00
6
0.00
0.00
全尺寸测量报告
游标卡尺
60.960 60.960 60.960 60.9600
OK 21
φ
28
0.23 -0.23 28.2300 27.7700 mm 1
游标卡尺
28.060 28.060 28.060 28.0600
OK 22
距离
18.7
0.21 -0.21 18.9100 18.4900 mm 1
三坐标
18.549 18.549 18.549 18.5490
NG 28
R
1
0.18 -0.18 1.1800 0.8200 mm 1
轮廓仪
0.756 0.756 0.756 0.7560
/
29
角度
4
1
-1
5.0000 3.0000
°
1
/
0.000 0.000 #DIV/0!
/
OK 30
距离
9
0.18 -0.18 9.1800 8.8200 mm 1
轮廓仪
8.824 8.824 8.824 8.8240
游标卡尺
30.600 30.600 30.600 30.6000
OK 44
C
1
0.18 -0.18 1.1800 0.8200 mm 1
轮廓仪
0.908 0.908 0.908 0.9080
1
4.620 4.620 4.620 4.6200
1
4.621 4.621 4.621 4.6210
1
4.624 4.624 4.624 4.6240
57.3
0.1 -0.1 57.4000 57.2000 mm 1
影像仪
57.181 57.181 57.181 57.1810
全尺寸检验报告
95.4
OK
9 78.8±1.0
78.6
78.72
78.64
78.71
78.74
78.73
78.75
78.68
78.65
78.72
78.77
78.6
OK
10 R196±1.2
R196
R196
R196
R196
R196
R196
R196
R196
R196
R196
R196
R196
OK
11 69.4±1.0
不能精确测量
14.36
14.41
14.45
OK
16.2
16.12
16.05
16.03
16.04
16.05
16.16
16.18
16.16
16.15
16.08
16.02
OK
5
R15(+3.5,-2.5)
R15
R15
R15
R15
R15
R15
R15
R15
R15
R15
R15
R15
OK
6 R20(+3.5,-2.5)
R21.5
R15
R15
R15
R15
R15
R15
R15
R15
R15
R15
R15
R15
OK
65 ◎Φ0.04 A
0.022
0.016
0.024
0.02
0.024
0.21
0.016
0.014
0.03
0.023
0.018
0.02
全尺寸检验报告
序号No 项目Item 标准(带公差)spec(include tolerance)标准下限upper limit 标准上限lower limit 测量工具measurement tool样件1sample1样件2sample2样件3sample31尺寸7.56±0.107.467.662D 7.5207.5107.5302尺寸 4.0±0.10 3.90 4.10卡尺 4.500 4.500 4.5003尺寸 3.0±0.10 2.90 3.10卡尺 3.000 3.020 3.010456789101112131415161718192021222324252627282930天宝机型Toppower Model:XXXX 设计记录日期/版本/编号:XXXX检测结果:NG检验员:XXX 日期:XXX 批准:XXX 日期:XXX全尺寸检验报告Total dimensional inspection report供应商Supplier:XXXX 报告编号Report No:XXXX天宝编码Toppower Part No:XXXX 物料名称Part Name:XXXX 备注:1、单线流程最少取5件产品进行100%尺寸测量;2、测量数据小数点后的位数不能少于标准公差小数点后的位数且同组数据小数点后位数必须相同;3、如果每个模具有2个穴, 每个穴最少取5件产品进行100%尺寸测量 ;如果每个模具有3个, 4个或5个穴, 每个穴最少取3件产品进 可在本表样件列增加列数。
ection report须相同;。