集装箱运输半挂车生产工艺流程图
集装箱生产工艺流程

集装箱生产工艺流程
《集装箱生产工艺流程》
集装箱是现代国际贸易中最重要的运输载体之一,其生产工艺流程十分复杂且需要严格的质量控制和生产管理。
下面将介绍集装箱的生产工艺流程:
1. 设计阶段:集装箱生产工艺的第一步是根据客户的需求进行设计。
设计师根据客户提供的要求,包括容量、尺寸、以及用途等,进行设计并制定详细的设计图纸。
2. 壳体生产:壳体是集装箱的主体部分,通常由钢材制成。
生产厂家会根据设计图纸,将钢板进行切割、焊接、整形等一系列工艺流程,最终形成集装箱的外壳。
3. 组装:在壳体生产完成后,需要进行集装箱的组装工艺。
这包括安装门、窗户、涂装等工艺,确保集装箱的功能完整。
4. 内部配装:集装箱的内部空间通常需要进行隔间设置、绝缘材料的安装等工艺流程,以满足不同货物的运输需求。
5. 配件安装:集装箱需要安装一系列配件,如锁具、铰链、橡胶密封条等,以确保集装箱的密封性和安全性。
6. 质检:在生产的每个阶段都需要进行严格的质量检验,确保集装箱的每个部件和工艺都符合国际标准和客户的需求。
7. 包装和出厂:生产完成后,集装箱会进行最后的包装和标识,以确保在运输过程中不受损坏。
然后通过国际贸易渠道,出口到全球各地。
以上就是集装箱生产工艺流程的简要介绍,这一复杂的工艺流程需要严格的生产管理和质量控制,以确保生产的集装箱符合国际标准和客户的需求。
集装箱生产工艺流程

集装箱生产工艺流程
1.集装箱制造(ContainerManufacturing):首先将集装箱船的货舱或集装箱船的舱位分割成许多小舱位,将各小舱位按一定的要求进行组装。
2.集装箱制造(ContainerManufacturing):根据集装箱制造计划,在工厂中完成对集装箱的制造、检验和包装等工作。
3.集装箱的安装(ContainerContainerOrganization):把经过工厂组装好的集装箱吊到堆场,将各舱位逐个对中,调整箱内货物位置,使之符合装箱单上所列货物的装载要求。
然后用起重机将各箱位上的集装箱吊起到堆场,待货物落到堆场后再用吊车将各箱位上的集装箱放下。
最后由卡车将各箱位上的集装箱运至仓库或工厂指定的地点。
4.集装箱装箱(ContainerPacking):装箱是一项技术性很强的工作。
要根据所装货物种类,尺寸和质量,选用不同规格的集装箱。
用专用设备将集装箱内货物按一定要求装满,并用封箱胶封好箱口。
—— 1 —1 —。
集装箱运输流程图
海运集装箱提箱和交箱技巧集装箱交接地点应详细认真进行检查和录,并将进出场集装箱的情况及时反馈给集装箱代理人,积极配合集装箱代理人的工作,使集装箱代理人能够及时、准确地掌握集装箱的利用情况,及时安排集装箱的调运、修理,追缴集装箱延期使用费,追缴集装箱的损坏、灭失费用等工作。
集装箱发放和交接的依据集装箱的发放和交接,应依据《进口提货单》、《出口订舱单》、《场站收据》以及这些文件列明的集装箱交付条款,实行《集装箱设备交接单》制度。
从事集装箱业务的单位必须凭集装箱代理人签发的《集装箱设备交接单》办理集装箱的提箱(发箱)、交箱(还箱)、进场(港)、出场(港)等手续。
交接责任的划分(1)船方与港方交接以船边为界。
(2)港方与货方(或其代理人)、陆(公路)承运人交接以港方检查桥为界。
(3)堆场、中转站与货方(或其代理人)、陆(公路)承运人交接以堆场、中转站道口为界。
(4)港方、堆场中转站与陆(铁路、水路)承运人交接以车皮、船边为界。
进口重箱提箱出场的交接进口重箱提离港区、堆场、中转站时,货方(或其代理人)、陆(水路、公路、铁路)承运人应持海关放行的《进口提货单》到集装箱代理人指定的现场办理处办理集装箱发放手续。
集装箱代理人依据《进口提货单》、集装箱交付条款和集装箱运输经营人有关集装箱及其设备使用和租用的规定,向货方(或其代理人)、陆承运人签发《出场集装箱设备交接单》和《进场集装箱设备交接单》。
货方、陆承运人凭《出场集装箱设备交接单》到指定地点提取重箱,并办理出场集装箱设备交接;凭《进场集装箱设备交接单》将拆空后的集装箱及时交到集装箱代理人指定的地点,并办理进场集装箱设备交接。
出口重箱交箱(收箱)、进场的交接出口货箱进入港区,货方、陆承运人凭《集装箱出口装箱单》或《场站收据》、《进场集装箱设备交接单》到指定的港区交付重箱,并办理进场集装箱设备交接。
指定的港区依据《出口集装箱预配清单》、《进场集装箱设备交接单》、《场站收据》收取重箱,并办理进场集装箱设备交接。
集装箱操作流程图

1.1完整版本流程图
注:1、图为铁路通用箱流程,红色字体为自备箱、铁路特种箱流程。
2、装车前必须点击“校验票据库车空重”,系统返回为重车的,
不能进行装车操作,现场确认为空车的,应通过铁路货运票据管理系统综合平台(http://10.3.28.87:8080/web用户名:车站电报码+01,初始密码:111111)提交票车解绑异常申请。
等路局后台人员解绑后,再次点击校验,返回为空车的车辆可进行装车操作。
3、装车操作完成后,应确认同步现车和总公司状态,都同步成
功的点击“通知取车”,到达卸车,可根据车站实际选择使用“指定卸线”功能,卸后排空的车辆应点击“通知取车”。
1.2核心版本流程图
注:1、图为铁路通用标准箱流程,红色字体为自备箱、铁路特种箱流程。
2、校验票据库车空重等功能使用说明同完整版。
集装箱制造的工艺流程

集装箱制造的工艺流程分为四个初级工序,即:冲压、焊接、喷涂和竣工。
1. 冲压:包括开卷、打砂、下料和成型四个部分。
开卷是用开卷机将钢材卷成平板。
打砂是用一定速度的细钢砂冲击钢材表面,去除数据表面的锈渍,在钢材表面留下凹凸坑(增加油漆附着力)。
下料和成型部分则是通过弯曲、压制、滚压、冲孔剪切、切边等工艺使零件成型。
2. 焊接:将冲压工段加工出来的零件和角件、门铰链等配套零件在焊接工段进行焊接,构成部件和总成。
从胎位来划分,焊接工段可分为:前端、后端、侧板、顶板、底架、总装。
3. 喷涂:箱体内部需要两层油漆,外部需要三层,每层油漆都有严格的膜厚规定,保证盒子油漆3-5年不掉。
因此,喷涂本身的准备也很重要。
4. 竣工:在这一阶段,会对整个集装箱进行检查,确保所有部件都按照设计要求正确地安装并工作。
集装箱业务流程图
出口装船流程(十六)
中控操作员
堆场司机
接收 安排机械 发送装船指令 集卡调度 拖车作业指令
接收
出场确认 发送岸桥指令
集卡调度 拖车作业指令
拖车司机
接收 作业到堆场
接收 作业到码头
接收 作业到码头或堆
场
装卸队/外理
集卡司机 设备交接单
接收
接收 拖箱作业
装船确认 集卡调度 装船特殊情况
闸口操作员 接收
处理或工人记录 集装箱残损情况
登记残损箱情况
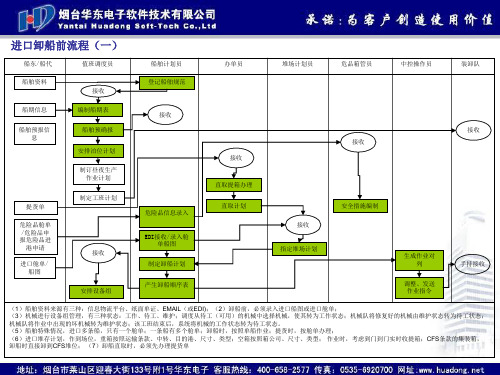
(1)卸船确认使用手持无线终端;终端信息主要有箱号,计划堆放位置;具有按箱号后3/4位检索功能; (2)卸船(外贸箱或直取)海关放行,卸船是否直接放行:在系统参数表加参数,决定是否落地直接自动放行否 (3)卸船时,发现集装箱残损,由外理通过对讲机报知调度操作员,调度操作员记录,最后由箱管值班员记录残损情况,记录残损情况,包括航次、残损范围、残损类型等。 (4)支持集卡全场调度、双向作业方式(即同时装卸若干船) (5)进场确认使用车载无线终端或工控机;使用图形操作;预留中控确认功能; (6)作业量统计,只统计机械司机,不统计工人,按时间、机械司机、作业类型统计;作业过程中不送班次;司机名称与工班对应;
闸口操作员 接收
堆场计划员
登记集卡作业信 息
打印提箱指南 发送提箱指令
出门确认 填写设备交接单
挂车生产工艺流程图
挂车生产工艺流程图
1. 生产工艺流程
企业生产主要产品:专用车,由车架、车厢、轮毂、轮胎、侧后防护、电气路等配件组合成品,总装交由总装车间生产完成;涉及车架、车厢由下料车间钣金、管材下料转焊接打磨工艺完成,粗胚半成品完成后转涂装车间进行前处理除锈、除油污、除焊渣、打胶转喷漆工艺、烘干下线,进入配套区域后,喷涂底漆、烘干、喷涂面漆、烘干下线完成
2. 工艺流程图
货箱喷涂
边板制作后门制作车桥装配制动系统装配
车桥分装交检入库
瓦楞板折弯
轮胎分装
SC
附件焊装工具箱制作3. 生产工艺与装备的先进性
我公司自建立之初就十分注重生产工艺及装备的先进性。
为完成
此目标,我公司从创立之初至今,一直在学习别的企业的先进经验,对我公司的生产工艺与装备进行不断的更新换代,力求达到高标准,高质量。
时至今日,已经取得较大成果。
3.1焊接工位
我公司最初的焊接工位为单岗独立制,经过多次改进与重组,已经完成了现在的流水线模式。
焊接工位固定,只负责焊接,同时增设了各种翻转机构,使得焊接更为平滑。
基于此,烟尘处理器位置为固定,对于焊烟的处理极为方便和快捷。
车间焊接烟尘的回收处理率极高。
3.2涂装工位
我公司喷漆房自建厂起便一直在升级改造,在保证喷漆质量的前提下,一直在对污水的处理上下苦工。
经过多次改造,我公司喷漆房的设备越来越完备,越来越先进。
同时为了配合一直在改造的喷漆房,我公司的生产工艺也一直在升级。
现在,我公司已经实现了降低污水产生以及0排放。
我公司现有工艺下,所有涂装动作均在涂装车间完成,无污水溢流,沉淀污垢经回收后进入危废库统一储存交由有资质的单位回收处理。
中国集装箱运输半挂车通用技术标准
TS/TDP东风征梦(十堰)专用车辆公司专用车技术标准TS/TDP/Q01-2011 中国集装箱运输半挂车通用技术条件2011-4-19发布2011-4-30实施东风征梦专用车有限公司技术部发布版本A中国集装箱运输半挂车通用技术条件TS/TDP/C01-2011目录前言Ⅲ1.范围(1)2.引用标准(1)3.技术要求(1)3.1一般要求(1)3.2车架(2)3.2.1车架变形控制要求(2)3.2.2 牵引销安装要求(2)3.2.3车架与接口要求(4)3.3 支撑装置(6)3.4车轴与悬挂装置(6)3.4.1车轴与悬挂部件的组装(6)3.4.2悬挂支架与车架的焊接(7)3.4.3 车轴——板簧组件与悬挂支架的组装(8)3.4.4 车轴轴线的校直(8)3.5 制动系统(8)3.5.1安装要求(9)3.5.2 调试要求(10)3.6 电器系统(10)3.6.1安装要求(10)3.6.2测试要求(11)3.7车轮安装调整(11)3.8 油漆(11)4. 试验方法(11)5. 检测规则(12)5.1 出厂检验(12)5.2 型式试验(12)5.3 定型试验(12)6. 标注、包装、运输及贮存(13)6.3包装、运输(13)6.4贮存(13)前言本标准规定了东风征梦专用车半挂车(包括骨架车平板车)系列产品通用技术要求,从而提供了改系列产品在设计阶段必须共同遵守的原则。
在编写要求和表达方法上按国家标准GB/T1.1-2000《标准化工作原则第一部分:标准的结构和编写原则》。
本标准指导中国集装箱半挂车系列产品设计。
本标准由东风征梦专用车技术部提出。
本标准由东风征梦专用车技术部经理批准。
本标准由东风征梦专用车技术中心口管理。
本标准由东风征梦专用车技术中心负责起草。
本标准起草人:张良本标准首次发布日期:2011-4-161.范围本标准规定了中国集装箱半挂车产品(包括骨架车和平板车)的技术要求及试验方法、检验规则、标注、包装、运输、贮存。
铁路货运流程图以及解释
铁路货运流程图以及解释
发送作业(托运人)提出货物运输服务订单填写货物运单办理托运交货、装车交付运输费用将领货凭证递交收货人。
途中作业(承运双方)(运输合同解除或变更)或(运输阻碍处理)或(货物换装整理)。
到达作业(收货人)查询到货情况办理取货手续到货场取货或专用线卸车。
托运和承运的一般程序
第一步:了解该站的性质,看自己所要托运的货物有无限制。
第二步:申报计划。
申报计划有两种形式,一是月计划,二是日常计划。
第三步:进货。
在计划得到批准后,可以向车站提出进货的要求,并申请货位,得到允许后,即可进货。
第四步:报请求车。
在货物准备齐了,按批准的月计划和日常计划,每个车皮要提交一份填写好的货物运单,申报日请求车。
第五步:装车。
空车皮送到装车地点后,车站即应迅速组织装车。
由托运人组织装车的,托运人也应及时组织好,保证快速、安全装好车。
第六步:运送。
车辆装好以后,铁路运输部门及时联系挂车,
使货物尽快运抵到站。
集装箱基础知识(二)-集装箱生产流程
通风器ventilator
铭牌consolidate plate
密封胶sealant
油漆paint
二、开卷De-coil
开卷de-coiling见图1、图2
三、预处理
Material pretreatment
喷砂前材料处理material pretreatment/preparation见图3
分色anti-cross-pollution见图29
九、完工
Finishing line
底架涂胶applyingsealanton base见图30
木地板装配applyingfloor board见图31
木地板钻孔drillingholes见图32、见图33
紧地板钉tighteningfloor tap screw
装配底架base structure assembling
底架翻身焊接见图17
4)侧板
Side panel
侧板拼接side panel jointing-- tack welding
侧板拼板自动焊auto-welding for side panel见图18、图19
侧板与顶侧梁装焊welding ofside panel/T.S.R
工序working process
项目item
2)前框
Front frame
见图16
前角柱/角件装焊front post/casting weld
前角柱拉伸试验front post tensile test
前框装焊front frame weld
前端清理、修磨touch up/repair
3)底架
Base structure