游标卡尺内校检定记录表
卡尺内校记录表
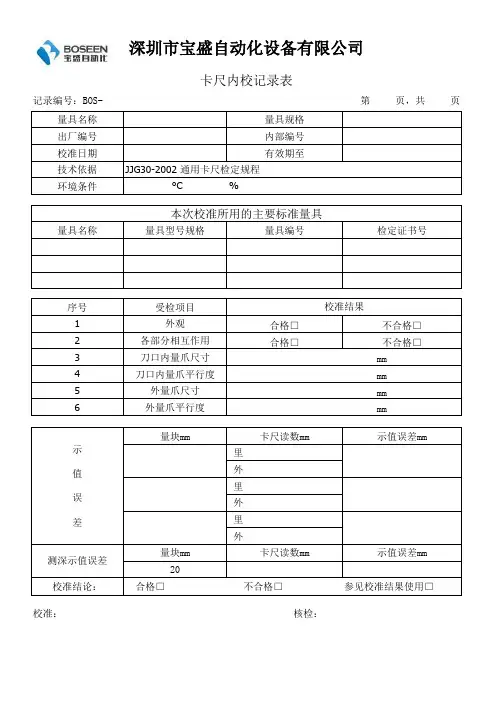
记录编号:BOS量具名称 出厂编号 校准日期 技术依据 环境条件
量具名称
卡尺内校记录表
量具规格
内部编号
有效期至
JJG30-2002 通用卡尺检定规程
°C
%
本次校准所用的主要标准量具
量具型号规格
量具编号
第 页,共 页 检定证书号源自序号 1 2 3 4 5 6
示 值 误 差
测深示值误差 校准结论: 校准:
受检项目 外观
各部分相互作用 刀口内量爪尺寸 刀口内量爪平行度
外量爪尺寸 外量爪平行度
合格□ 合格□
校准结果
不合格□ 不合格□ mm mm mm mm
量块mm
量块mm 20
合格□
卡尺读数mm 里 外 里 外 里 外
卡尺读数mm
不合格□
示值误差mm
示值误差mm 参见校准结果使用□
核检:
MSR0709-47游标卡尺检定记录
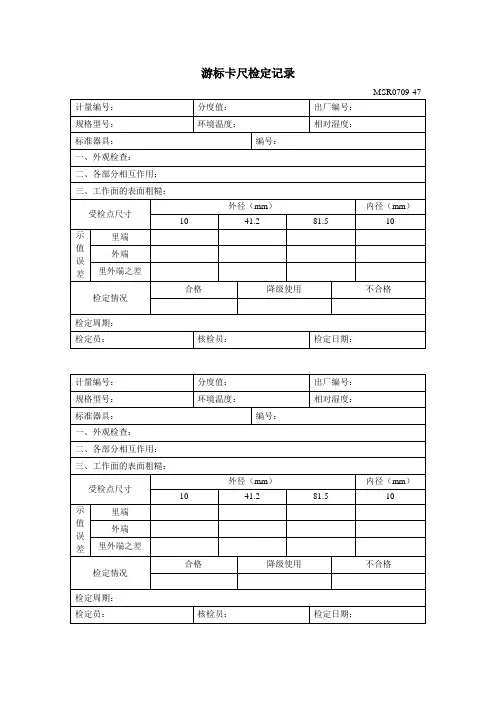
计量编号:
分度值:
出厂编号:
规格型号:
环境温度:
相对湿度:
标准器具:
编号:
一、外观检查:
二、各部分相互作用:
三、工作面的表面粗糙:
受检点尺寸
外径(mm)
内径(mm)
10
41.2
81.5
10
示值误差
里端
外端
里外端之差
检定情况
合格
降级使用
不合格
检定周期:
检定员:
核检员:
检定日期:
游标卡尺检定记录
MSR0709-47
计量编号:
分度值:
出厂编号:
规格型号:
环境温度:ຫໍສະໝຸດ 相对湿度:标准器具:编号:
一、外观检查:
二、各部分相互作用:
三、工作面的表面粗糙:
受检点尺寸
外径(mm)
内径(mm)
10
41.2
81.5
10
示值误差
里端
外端
里外端之差
检定情况
合格
降级使用
不合格
检定周期:
检定员:
核检员:
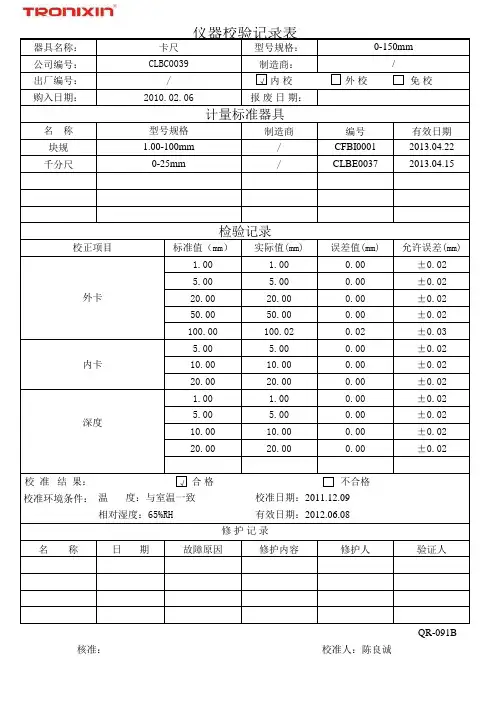
卡尺仪器校验记录表
20.00
50.00
50.00
100.00
100.02
5.00
5.00
10.00
10.00
20.00
20.00
1.00
1.00
5.00
5.00
10.00
10.00
20.00
20.00
误差值(mm) 0.00 0.00 0.00 0.00 0.02 0.00 0.00 0.00 0.00 0.00 0.00 0.00
名称日期故障原因修护内容修护人验证人仪器校验记录表卡尺0150mm计量标准器具内校外校免校外卡内卡型号规格深度100100mm025mm20100206clbc0039核准
器具名称: 公司编号: 出厂编号: 购入日期:
名称 块规 千分尺
仪器校验记录表
卡尺
型号规格:
CLBC0039
制造商:
/
√ 内校
2010.02.06
允许误差(mm) ±0.02 ±0.02 ±0.02 ±0.02 ±0.03 ±0.02 ±0.02 ±0.02 ±0.02 ±0.02 ±0.02 ±0.02
校 准 结 果:
√ 合格
不合格
校准环境条件: 温 度:与室温一致
校准日期:2011.12.09
相对湿度:65%RH
有效日期:2012.06.08
修护记录
名称
日期
故障原因
修护内容
Hale Waihona Puke 修护人验证人核准:
校准人:陈良诚
QR-091B
报 废 日 期:
计量标准器具
型号规格
制造商
1.00-100mm
/
0-25mm
游标卡尺内校检定记录表
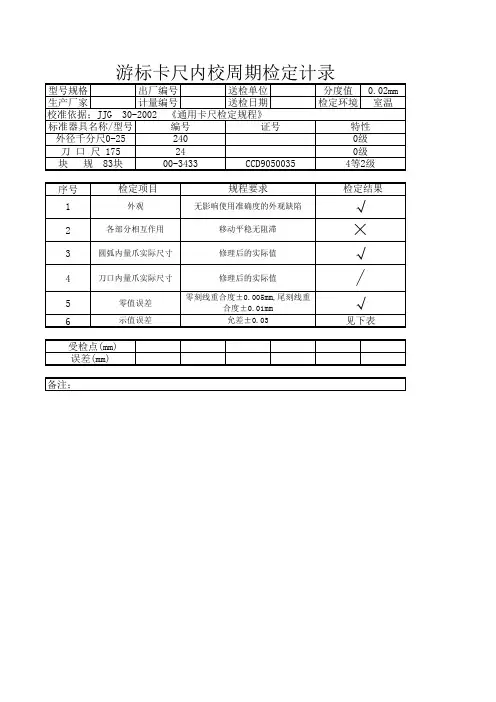
备注;
序号 1 2 3
4
5 6
检定项目
外观 各部分相互作用 圆弧内量爪实际尺寸
规程要求
无影响使用准确度的外观缺陷 移动平稳无阻滞 修理后的实际值
刀口内量爪实际尺寸
修理后的实际值
零值误差 示值误差
零刻线重合度±0.005mm,尾刻线重 合度±0.01mm
允差±0.03
检定结果
√ × √
/
√
见下表
受检点(mm) 误差(mm)
游标卡尺内校周期检定计录
型号规格
出厂编号
送检单位
生产厂家
计量编号
送检日期
校准依据;JJG 30-2002 《通用卡尺检定规程》
标准器具名称/型号
编号
证号
外径千分尺0-25
240
刀 口 尺 175
Байду номын сангаас
24
块 规 83块
00-3433
CCD9050035
分度值 0.02mm 检定环境 室温
特性 0级 0级 4等2级
BF-CX16游标卡尺自校准及期间核查记录表
游标卡尺校验记录
仪器编号
BF-CX16
制造厂家
哈尔滨量具
仪器型号
300mm
校验环境
温度: ℃
湿度: %RH
校验日期
有 效 期
校验依据
JJG 30-2012 通用卡尺检定规程
项 目
技术要求
结 果
外观
整洁,尺寸标注是否清晰无锈蚀
尺寸误差
30mm±0.05mm
分度值
0.1mm
检验结论:
依据 JJG 30-2012 通用卡尺检定规程检定,该游标卡尺检定结果。
自校日期:年 月 日
审核:校验:
游标卡尺期间核查记录
仪器名称
游标卡尺
仪器编号
BF-CX16
制造厂家
哈尔滨量具
仪器型号
300mm
核查日期
校验环境
温度: ℃
湿度: %RH
核查依据
JJG 30-2012 通用卡尺检定规程
项 目
检(校) 验 证 书
延砼字第BF-CX16号
仪器名称游标卡尺
型号300mm
制造厂哈尔滨量具
出厂编号1841
送校(检)单位延边诚信混凝土有限公司
校(检)验结论合格
校(检)验日期:2021年03月10日校(检)验周期:12个月
有效日期:2021年03月10日至2022年03月10日
校(检)验员陆景文校核员孟祥杰
技术要求
结 果
外观
整洁,尺寸标注是否清晰无锈蚀
尺寸误差
30mm±0.05mm
分度值
0.1mm
期间核查结论:
依据 JJG 30-2012 通用卡尺检定规程核查检定,该游标卡尺检定结果。
游 标 卡 尺 校 准 记 录 表
活动量爪
5
外量爪两测量面的间隙3(μm)
6
刀口内量爪平行度0.01(mm)
平行度
里端
外端
最小尺寸
11
示
值
误
差
受检点尺寸(mm)
卡尺读数偏差(mm)
松开状态
紧固状态
刀口外量爪
里端
外端
里端
外端
松开
紧固
外
量
爪
深度尺20 mm
备注:
校准证书号:复核:校准:
游标卡尺校准记录表
委托单位:
制造厂:
依据:JJG30-2012
测量范围:
分辨力:
卡尺编号:
温度:℃
委托日期:
校准日期:
表单编号:
相对湿度:%
本次校准所用的主要标准器具:
序号
校准项目
校准结果
1
外观
2
各部分相互作用
外量爪错位(mm)
3
外量爪表面粗糙度0.2(μm)
内量爪表面粗糙度0.4(μm)
4
外量爪测量面的平面度0.03(mm)
通用卡尺检定记录表(0-200mm)(Z编)
受检点尺寸/mm 示值误差/mm 检定结论
1mm
2mm
3mm
4mm
说明:1、检定项目符合规程要求,可用“√”或“合格”表示;2、根据检定规程,本次检定按后续检定的项目和要求进行检定; 3、零值误差、示值误差的检定在螺钉紧固和松开两种状态下,取测量误差值大者。 第 1 页,。 带表卡尺示值变动性。
10 数显卡尺数字漂移,在1小时内不大于1个分辨力。 受检点尺寸/mm
⒒ 示 值 误 差
刀口内量爪/mm 刀口外量爪/mm 外量爪/mm 松 允差/mm 紧 里端 中间 外端 里端 中间 外端 里端 外端 里外端差 取 51.20 ±0.02 值 121.50 ±0.03 大 191.80 ±0.03 的 示值误差(取刀口中间值及外量爪里外端值之最大值)/mm 20mm深度示值误差/mm 数显卡尺细分误差/mm ±0.02 5mm 细分误差/mm 核验员 允差/mm ±0.02 检定员
通用卡尺检定记录表(0-200mm)
记录号: 送检单位 型号规格 检定依据 检定类型 地点 序号 1 2 外观 各部分相互作用 游标尺刻线与主标尺刻线平行,无目力可见的倾斜。 3 各 位部 置分 相 对 游标尺标记表面陵边与主标尺标记表面距离。 圆标尺的指针尖端应盖住短标记长度的30%-80%,指针末端与标尺标记 表面之间的间隙应不大于规定值。 卡尺两外量爪合并时,无目力可见的间隙。 外量爪测量面的平面度。 深度卡尺的尺框与尺身同一平面度。 圆弧内量爪基本尺寸偏差。 圆弧内量爪两测量面的平行度。 "零"标记与主尺相应标记的重合度(松紧取大值) 后续检定 温度 检定日期 ℃ (20±5)℃ 检定项目 湿度 %RH 编号 计量器具名称 制造厂 检定主要计量标准器 证书号 <80%RH 平衡时间 允差 无 无 无 ≤0.30mm ≤0.7mm 无 ≤0.003mm ≤0.005mm ±0.01mm ≤0.01mm ≤0.01mm ±0.005mm >2h 检定结果
游标卡尺校准记录表格
1200
游标卡尺校准记录表
量具编号: 量具名称游标卡尺
校准项目 示值误差(mm) 里 外 游标卡尺校验结果 序号 1 2 3 4 校准项目 测量面的平面度 内量爪的平行度 内量爪的基本尺寸 示值误差 结果 位置 50 100 125 150
规格
精度
检定日期:
受检点 200
校准人: 校准周期
400
600
游标卡尺校准记录表
量具编号: 量具名称游标卡尺
校准项目 示值误差(mm) 里 外 游标卡尺校验结果 序号 1 2 3 4 校准项目 测量面的平面度 内量爪的平行度 内量爪的基本尺寸 示值误差 结果 位置 50 100 125 150
规格
精度
检定日期:
受检点 2ห้องสมุดไป่ตู้0
校准人: 校准周期
400
600
1000
1000
1200
201212 游标卡尺检测器具内校记录表
检测器具内校记录表器具名称游标卡尺器具型号、规格0~150㎜器具编号GYB-001 器具启用日期2012.06.08 校准日期2012.12.09 下次校准日期2013.06.09校准方法:依据 HD-WI7-11-1-04校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号游标卡尺0-200㎜0812045224 L63-20112198校准记录 (单位:㎜ ) 外观:无缺陷,刻度清晰被测点标准示值器具测量示值平均示值误差允收标准:±0.02㎜第一次第二次第三次下限上限0.00 0.000.000.000.000.00-0.02 0.02 100.0 100.01 100.01 100.01 100.01 0.01 99.98 100.02 150.0 150.02 150.02150.02150.020.02 149.98 150.02校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称游标卡尺器具型号、规格0~150㎜器具编号GYB-002 器具启用日期2012.06.08 校准日期2012.12.09 下次校准日期2013.06.09校准方法:依据 HD-WI7-11-1-04校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号游标卡尺0-200㎜0812045224 L63-20112198校准记录 (单位:㎜ ) 外观:无缺陷,刻度清晰被测点标准示值器具测量示值平均示值误差允收标准:±0.02㎜第一次第二次第三次下限上限0.00 0.000.000.000.000.00-0.02 0.02 100.0 100.01 100.01 100.01 100.01 0.01 99.98 100.02 120.0 120.02 120.02120.02120.020.02 119.98 120.02校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称游标卡尺器具型号、规格0~150㎜器具编号GYB-003 器具启用日期2012.06.08 校准日期2012.12.09 下次校准日期2013.06.09校准方法:依据 HD-WI7-11-1-04校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号游标卡尺0-200㎜0812045224 L63-20112198校准记录 (单位:㎜ ) 外观:无缺陷,刻度清晰被测点标准示值器具测量示值平均示值误差允收标准:±0.02㎜第一次第二次第三次下限上限0.00 0.000.000.000.000.00-0.02 0.02 100.0 100.01 100.01 100.01 100.01 0.01 99.98 100.02 150.0 150.02 150.02150.02150.020.02 149.98 150.02校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称游标卡尺器具型号、规格0~150㎜器具编号GYB-004 器具启用日期2012.06.08 校准日期2012.12.09 下次校准日期2013.06.09校准方法:依据 HD-WI7-11-1-04校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号游标卡尺0-200㎜0812045224 L63-20112198校准记录 (单位:㎜ ) 外观:无缺陷,刻度清晰被测点标准示值器具测量示值平均示值误差允收标准:±0.02㎜第一次第二次第三次下限上限0.00 0.000.000.000.000.00-0.02 0.02 100.0 100.01 100.01 100.01 100.01 0.01 99.98 100.02 130.0 130.02 130.02130.02130.020.02 129.98 130.02校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称游标卡尺器具型号、规格0~150㎜器具编号GYB-005 器具启用日期2012.06.08 校准日期2012.12.09 下次校准日期2013.06.09校准方法:依据 HD-WI7-11-1-04校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号游标卡尺0-200㎜0812045224 L63-20112198校准记录 (单位:㎜ ) 外观:无缺陷,刻度清晰被测点标准示值器具测量示值平均示值误差允收标准:±0.02㎜第一次第二次第三次下限上限0.00 0.000.000.000.000.00-0.02 0.02 100.0 100.01 100.01 100.01 100.01 0.01 99.98 100.02 150.0 150.02 150.02150.02150.020.02 149.98 150.02校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称游标卡尺器具型号、规格0~150㎜器具编号GYB-006 器具启用日期2012.06.08 校准日期2012.12.09 下次校准日期2013.06.09校准方法:依据HD-WI7-11-1-04校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号游标卡尺0-200㎜0812045224 L63-20112198校准记录 (单位:㎜ ) 外观:无缺陷,刻度清晰被测点标准示值器具测量示值平均示值误差允收标准:±0.02㎜第一次第二次第三次下限上限0.00 0.000.000.000.000.00-0.02 0.02 100.0 100.01 100.01 100.01 100.01 0.01 99.98 100.02 150.0 150.02 150.02150.02150.020.02 149.98 150.02校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称游标卡尺器具型号、规格0~150㎜器具编号GYB-007 器具启用日期2012.06.08 校准日期2012.12.09 下次校准日期2013.06.09校准方法:依据 HD-WI7-11-1-04校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号游标卡尺0-200㎜0812045224 L63-20112198校准记录 (单位:㎜ ) 外观:无缺陷,刻度清晰被测点标准示值器具测量示值平均示值误差允收标准:±0.02㎜第一次第二次第三次下限上限0.00 0.000.000.000.000.00-0.02 0.02 100.0 100.01 100.01 100.01 100.01 0.01 99.98 100.02 150.0 150.02 150.02150.02150.020.02 149.98 150.02校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称游标卡尺器具型号、规格0~150㎜器具编号GYB-008 器具启用日期2012.06.08 校准日期2012.12.09 下次校准日期2012.12.09校准方法:依据 HD-WI7-11-1-04校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号游标卡尺0-200㎜0812045224 L63-20112198校准记录 (单位:㎜ ) 外观:无缺陷,刻度清晰被测点标准示值器具测量示值平均示值误差允收标准:±0.02㎜第一次第二次第三次下限上限0.00 0.000.000.000.000.00-0.02 0.02 100.0 100.01 100.01 100.01 100.01 0.01 99.98 100.02 150.0 150.02 150.02150.02150.020.02 149.98 150.02校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称游标卡尺器具型号、规格0~150㎜器具编号GYB-009 器具启用日期2012.06.08 校准日期2012.12.09 下次校准日期2012.12.09校准方法:依据 HD-WI7-11-1-04校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号游标卡尺0-200㎜0812045224 L63-20112198校准记录 (单位:㎜ ) 外观:无缺陷,刻度清晰被测点标准示值器具测量示值平均示值误差允收标准:±0.02㎜第一次第二次第三次下限上限0.00 0.000.000.000.000.00-0.02 0.02 100.0 100.01 100.01 100.01 100.01 0.01 99.98 100.02 150.0 150.02 150.02150.02150.020.02 149.98 150.02校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称磅秤器具型号、规格TGT-100 器具编号MBC-001 器具启用日期2012.06.08 校准日期2012.06.08 下次校准日期2012.12.09 校准方法:依据 HD-WI7-11-1-08校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号电子天平WT3002NY 0810389 201101020校准记录 (单位:g ) 外观:无缺陷,数字清晰,反应灵敏被测点标准示值器具测量示值平均示值误差允收标准: ±50g 第一次第二次第三次下限上限0.0 0.00.00.00.00-50g 50g1000 1030 1030 1030 1030 30 950g 1050g 5000 5030 5030 5030 5030 30 4950g 5050g 8000 8040 8040 8040 8040 40 7950g 8050g校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称磅秤器具型号、规格TGT-100 器具编号MBC-002 器具启用日期2012.06.08 校准日期2012.06.08 下次校准日期2012.12.09 校准方法:依据 HD-WI7-11-1-08校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号电子天平WT3002NY 0810389 201101020校准记录 (单位:g ) 外观:无缺陷,数字清晰,反应灵敏被测点标准示值器具测量示值平均示值误差允收标准: ±50g 第一次第二次第三次下限上限0.0 0.00.00.00.00-50g 50g1000 1030 1030 1030 1030 30 950g 1050g 5000 5030 5030 5030 5030 30 4950g 5050g 8000 8040 8040 8040 8040 40 7950g 8050g校准结论□√合格□不合格□需修理□报废检测器具内校记录表器具名称磅秤器具型号、规格TGT-100 器具编号MBC-003 器具启用日期2012.06.08 校准日期2012.06.08 下次校准日期2012.12.09 校准方法:依据 HD-WI7-11-1-08校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号电子天平WT3002NY 0810389 201101020校准记录 (单位:g ) 外观:无缺陷,数字清晰,反应灵敏被测点标准示值器具测量示值平均示值误差允收标准: ±50g 第一次第二次第三次下限上限0.0 0.00.00.00.00-50g 50g1000 1030 1030 1030 1030 30 950g 1050g 5000 5030 5030 5030 5030 30 4950g 5050g 8000 8040 8040 8040 8040 40 7950g 8050g校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称磅秤器具型号、规格TGT-100 器具编号MBC-004 器具启用日期2012.06.08 校准日期2012.06.08 下次校准日期2012.12.09 校准方法:依据 HD-WI7-11-1-08校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号电子天平WT3002NY 0810389 201101020校准记录 (单位:g ) 外观:无缺陷,数字清晰,反应灵敏被测点标准示值器具测量示值平均示值误差允收标准: ±50g 第一次第二次第三次下限上限0.0 0.00.00.00.00-50g 50g1000 1030 1030 1030 1030 30 950g 1050g 5000 5030 5030 5030 5030 30 4950g 5050g 8000 8040 8040 8040 8040 40 7950g 8050g校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称磅秤器具型号、规格TGT-100 器具编号MBC-005 器具启用日期2012.06.08 校准日期2012.06.08 下次校准日期2012.12.09 校准方法:依据 HD-WI7-11-1-08校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号电子天平WT3002NY 0810389 201101020校准记录 (单位:g ) 外观:无缺陷,数字清晰,反应灵敏被测点标准示值器具测量示值平均示值误差允收标准: ±50g 第一次第二次第三次下限上限0.0 0.00.00.00.00-50g 50g1000 1030 1030 1030 1030 30 950g 1050g 5000 5030 5030 5030 5030 30 4950g 5050g 8000 8040 8040 8040 8040 40 7950g 8050g校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称靠尺器具型号、规格2m器具编号GKC-001 器具启用日期2012.06.08 校准日期2012.06.08 下次校准日期2012.12.09校准方法:依据 HD-WI7-11-1-12校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号水平尺300㎜∕L31-2011188校准记录 (单位:㎜ ) 外观:无缺陷被测点标准示值器具测量示值平均示值误差允收标准: ±1.0 第一次第二次第三次下限上限a 0.6 0.60.60.60.6/ /b 0.60.60.60.60.6/ /c 0.60.60.60.60.6/ /校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称靠尺器具型号、规格2m器具编号GKC-002 器具启用日期2012.06.08 校准日期2012.06.08 下次校准日期2012.12.09校准方法:依据 HD-WI7-11-1-12校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号水平尺300㎜∕L31-2011188校准记录 (单位:㎜ ) 外观:无缺陷被测点标准示值器具测量示值平均示值误差允收标准: ±1.0 第一次第二次第三次下限上限a 0.6 0.60.60.60.6/ /b 0.60.60.60.60.6/ /c 0.60.60.60.60.6/ /校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称靠尺器具型号、规格2m器具编号GKC-003 器具启用日期2012.06.08 校准日期2012.06.08 下次校准日期2012.12.09校准方法:依据 HD-WI7-11-1-12校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号水平尺300㎜∕L31-2011188校准记录 (单位:㎜ ) 外观:无缺陷被测点标准示值器具测量示值平均示值误差允收标准: ±1.0 第一次第二次第三次下限上限a 0.6 0.60.60.60.6/ /b 0.60.60.60.60.6/ /c 0.60.60.60.60.6/ /校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称靠尺器具型号、规格2m器具编号GKC-004 器具启用日期2012.06.08 校准日期2012.06.08 下次校准日期2012.12.09校准方法:依据 HD-WI7-11-1-12校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号水平尺300㎜∕L31-2011188校准记录 (单位:㎜ ) 外观:无缺陷被测点标准示值器具测量示值平均示值误差允收标准: ±1.0 第一次第二次第三次下限上限a 0.6 0.60.60.60.6/ /b 0.60.60.60.60.6/ /c 0.60.60.60.60.6/ /校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称靠尺器具型号、规格2m器具编号GKC-005 器具启用日期2012.06.08 校准日期2012.06.08 下次校准日期2012.12.09校准方法:依据 HD-WI7-11-1-12校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号水平尺300㎜∕L31-2011188校准记录 (单位:㎜ ) 外观:无缺陷被测点标准示值器具测量示值平均示值误差允收标准: ±1.0 第一次第二次第三次下限上限a 0.6 0.60.60.60.6/ /b 0.60.60.60.60.6/ /c 0.60.60.60.60.6/ /校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称温控仪器具型号、规格0℃-200℃器具编号MWK-001 器具启用日期2012.06.08 校准日期2012.06.08 下次校准日期2012.12.09校准方法:依据 LD-WI7-11-1-17校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号温控仪SMS-5 TT01004 2008-8411230校准记录 (单位:0℃ ) 外观:无缺陷,反应灵敏被测点标准示值器具测量示值平均示值误差允收标准: 1%第一次第二次第三次下限上限0.0 0.00.00.00.00.0-5℃5+0.0℃50 48 48 48 48 2 45℃5+50℃100 98 98 98 98 2 95℃5+100℃150 152 152 152 152 2 145℃5+150℃校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称温控仪器具型号、规格0℃-200℃器具编号MWK-002 器具启用日期2012.06.08 校准日期2012.06.08 下次校准日期2012.12.09校准方法:依据 LD-WI7-11-1-17校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号温控仪SMS-5 TT01004 2008-8411230校准记录 (单位:0℃ ) 外观:无缺陷,反应灵敏被测点标准示值器具测量示值平均示值误差允收标准: 1%第一次第二次第三次下限上限0.0 0.00.00.00.00.0-5℃5+0.0℃50 48 48 48 48 2 45℃5+50℃100 98 98 98 98 2 95℃5+100℃150 152 152 152 152 2 145℃5+150℃校准结论□√合格□不合格□需修理□报废检测器具内校记录表器具名称温控仪器具型号、规格0℃-200℃器具编号MWK-003 器具启用日期2012.06.08 校准日期2012.06.08 下次校准日期2012.12.09校准方法:依据 LD-WI7-11-1-17校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号温控仪SMS-5 TT01004 2008-8411230校准记录 (单位:0℃ ) 外观:无缺陷,反应灵敏被测点标准示值器具测量示值平均示值误差允收标准: 1%第一次第二次第三次下限上限0.0 0.00.00.00.00.0-5℃5+0.0℃50 48 48 48 48 2 45℃5+50℃100 98 98 98 98 2 95℃5+100℃150 152 152 152 152 2 145℃5+150℃校准结论□√合格□不合格□需修理□报废检测器具内校记录表器具名称温控仪器具型号、规格0℃-200℃器具编号MWK-004 器具启用日期2012.06.08 校准日期2012.06.08 下次校准日期2012.12.09校准方法:依据 LD-WI7-11-1-17校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号温控仪SMS-5 TT01004 2008-8411230校准记录 (单位:0℃ ) 外观:无缺陷,反应灵敏被测点标准示值器具测量示值平均示值误差允收标准: 1%第一次第二次第三次下限上限0.0 0.00.00.00.00.0-5℃5+0.0℃50 48 48 48 48 2 45℃5+50℃100 98 98 98 98 2 95℃5+100℃150 152 152 152 152 2 145℃5+150℃校准结论□√合格□不合格□需修理□报废检测器具内校记录表器具名称温控仪器具型号、规格0℃-200℃器具编号MWK-005 器具启用日期2012.06.08 校准日期2012.06.08 下次校准日期2012.12.09校准方法:依据 LD-WI7-11-1-17校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号温控仪SMS-5 TT01004 2008-8411230校准记录 (单位:0℃ ) 外观:无缺陷,反应灵敏被测点标准示值器具测量示值平均示值误差允收标准: 1%第一次第二次第三次下限上限0.0 0.00.00.00.00.0-5℃5+0.0℃50 48 48 48 48 2 45℃5+50℃100 98 98 98 98 2 95℃5+100℃150 152 152 152 152 2 145℃5+150℃校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称温控仪器具型号、规格0℃-200℃器具编号MWK-006 器具启用日期2012.06.08 校准日期2012.06.08 下次校准日期2012.12.09校准方法:依据 LD-WI7-11-1-17校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号温控仪SMS-5 TT01004 2008-8411230校准记录 (单位:0℃ ) 外观:无缺陷,反应灵敏被测点标准示值器具测量示值平均示值误差允收标准: 1%第一次第二次第三次下限上限0.0 0.00.00.00.00.0-5℃5+0.0℃50 48 48 48 48 2 45℃5+50℃100 98 98 98 98 2 95℃5+100℃150 152 152 152 152 2 145℃5+150℃校准结论□√合格□不合格□需修理□报废检测器具内校记录表器具名称温控仪器具型号、规格0℃-200℃器具编号WKY-007 器具启用日期2012.06.08 校准日期2012.06.08 下次校准日期2012.12.09校准方法:依据 HD-WI7-11-1-17校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号温控仪SMS-5 TT01004 2008-8411230校准记录 (单位:0℃ ) 外观:无缺陷,反应灵敏被测点标准示值器具测量示值平均示值误差允收标准: 1%第一次第二次第三次下限上限0.0 0.00.00.00.00.0-5℃5+0.0℃50 48 48 48 48 2 45℃5+50℃100 98 98 98 98 2 95℃5+100℃150 152 152 152 152 2 145℃5+150℃校准结论□√合格□不合格□需修理□报废。
通用卡尺检定记录
通用卡尺检定记录)NO.:送检部门分度值(mm)制造厂检定地点测量范围(mm)检定温度(℃)检定湿度(%)检定前样品有效性检查检定后样品有效性检查本次检定所依据规程JJG30-2002《通用卡尺》有效期年月日本次检定所用计量标准检定游标量具标准器组测量范围不确定度主要设备有效期序号检定项目检定结果1外观2各部分相互作用3各部分相互位置4标尺标记的宽度与宽度差(mm)5测量面的表面粗糙度Ra(μm)6测量面的平面度(μm)7圆弧内量爪的尺寸和平行度内爪尺寸(mm)平行度:(mm)8刀口内量爪的尺寸和平行度刀口尺寸10(mm)平行度:(mm)9零值误差(μm)10示值变动性(mm)11数字显示器的示值稳定性(mm)12示值误差受检点尺寸(mm)外端偏差(mm)里端偏差(mm)受检点误差(mm)受检点尺寸(mm)外端偏差(mm)里端偏差(mm)受检点误差(mm)125150卡尺41.20 500卡尺104.20 81.50200121.80281.5020深度(mm)350200卡尺51.20 421.80121.50500191.801000卡尺101.2020深度(mm)300300卡尺101.20501.50201.50650291.80801.8020深度(mm)1000结论检定/日期:核验/日期:描写形象具体。