游标卡尺内部校准规范
游标卡尺校准规范
游标卡尺校准规范使用的主要技术指标要求:单位(mm)尺寸范围分度值0.02 0.05 0.10示值误差0—300 ±0.04 ±0.08±0.101.外观及各部分相互作用1.1卡尺的表面应无锈蚀、碰伤或其它缺陷,刻线和数字应清晰均匀,不应有脱色现象。
对于数显卡尺数字显示应清晰,各按钮功能正常。
1.2尺框沿尺身移动应平稳,不应有阻滞现象,紧固螺钉的作用应可靠,深度尺不允许有窜动。
1.3移动尺框使两量爪测量面接触,对向光源观察两量爪测量面的间隙应不呈现白亮线。
游标零线与主尺零线、游标尾线与主尺相应刻线应该重合。
2.示值误差2.1对于数显卡尺应先进行零校正操作。
2.2对于尺寸范围在300 mm内的卡尺,受检点的分布应不少于均匀取3点。
2.3示值允许误差如下表:单位(mm)尺寸范围分度值0.02 0.05 0.10示值误差0—300 ±0.04 ±0.08±0.103.校准条件3.1环境湿度:20±5℃3.2相对湿度:≤80%4.标准器具:量块规格:(10~291.8)mm 12块机身编号:84310-115 技术等级:5等3级5.校准结果处理和校准周期:5.1 根据记录结果,误差值在误差范围内的为合格。
5.2 经校准合格的游标卡尺,发给校准证书,并在机身上加贴校准合格证标识;校准有部分超差,给准用证,并注明准用范围;不合格的贴上“禁止使用”标识。
5.3 正常使用的游标卡尺校准周期为一年。
注:本校准规程只适用于本公司内部计量校准工作。
游标卡尺等量轨仪器校准标准
第一部分卡尺第一章游标卡尺一、外校项目与工具二、内校项目.第二章带表卡尺第一节带表卡尺检定规程(JJG400-85)本规程适用于新制造、使用中和修理后的分度值为0.01、0.02和0.05mm、测量上限制到300mm的带表卡尺的检定。
一、概述带表卡尺外形如图1所示。
卡尺两测量爪相对移动后分隔的距离,在尺身上指示毫米示值的整数部分,在指示表上指示毫米示值的小数部分。
带表卡尺主要用于测量零件的外尺寸和内尺寸。
二、技术要求1.外观1.1带表卡尺的表面不应有锈迹﹑碰伤﹑镀层脱落及其它影响外观质量的缺陷。
尺身及表盘刻线应清晰﹑无目力可见的断线。
1.2指示表的表蒙应透明﹐没有明显的气泡和失真现象。
指针方向与表盘刻线方向应一致﹐指针末端与任意刻线相重合时应无目力可见的偏斜﹐相重合的长度应为表盘短刻线全长的(30~80)%﹐指针末端上表面与表盘之间的距离应不大于0.9mm。
指针末端宽度应在0.10~0.20mm范围内。
1.3带表卡尺上应有制造厂名(或商标)﹐出厂编号和分度值等标记。
1.4修理后和使用中的带表卡尺﹐应无影响使用准确度的外观缺陷。
2.各部分相互作用带表卡尺的尺框相对于尺身不应有明显的晃动﹐尺框沿尺身移动应平稳﹐不应有阻滞和松动现象﹐其移动力及移动力的变化量应不大于表1的规定。
指示表的表盘转动应平稳﹐指针安装应牢固可靠﹐深度尺不应有窜动﹐紧固螺钉的作用应可靠。
表15.外测量的平面度与两测量面合并后的间隙应不大于表3的规定。
6.刀口形内测量爪尺寸偏差和平行度应不大于表4的规定。
带表卡尺处于零位时﹐尺框基准端面与尺身零刻线右边缘应相切﹐压线不大于0.05mm﹐离线不大于0.15mm。
指示表针应位于正上方﹐对尺身导向面的垂直度应不大于2格。
8.示值变动性不大于表5的规定表5 (mm)9.示值误差位于不大于表6的规定。
表6 (mm)三、检定条件及检定项目10.带表卡尺的检定项目及检定工具列表于表7.表7注﹕表中“+”表示应检定﹔“-”表示可不检定。
游标卡尺校准规程
游标卡尺校准规程
1. 校验范围:游标卡尺150mm、200mm、300mm
2. 使用标准件:块规
3. 校验环境:温度20±5°,湿度: 60%±20%
4. 校验步骤:
4.1 校验前:
(1)以目测检验,外部不得有弯曲变形。
(2)检验游尺与本尺全程滑动时,是否顺畅。
(3)归零后,以目视观察内外侧之测量面是否密合。
(4)检查深度测定杆之磨损状态。
(5)做好游标卡尺之积屑清洁、上油保养等工作。
4.2 校验中:
(1)选择适当之块规尺寸,检验游标尺。
各校正件须作五种不同尺寸校验,分别为25%、50%、75%、量程,每点校正两次取其平均值。
(2)块规取用时,要戴棉手套,并小心不可掉落地上。
(3)量则时注意施力大小,并保持卡尺量测面与块规量面之垂直。
(4)将量测读数值,减去块规值,即为误差值。
4.3 校验后:
(1)游标卡尺遇有外观不良或须调整时,转校验单位判定是否暂时停
使用,并安排送校。
(2)量脚磨耗过巨,如以补正值尚不能得正确尺寸读数值时,应予以暂停使用,并送修。
如无法修护应予以报废处理。
(3)所有校验数据及结果须填入“计量器具校验报告”。
(4)校验完毕,于游标卡尺后方贴标签,并将结果登录至“计量器具履历”上。
(5)块规使用完毕,须用专用纸擦拭干净,并喷上专用油,放回固定位置。
5表单
5.1计量器具履历表
编制审核批准。
游标卡尺内校规范
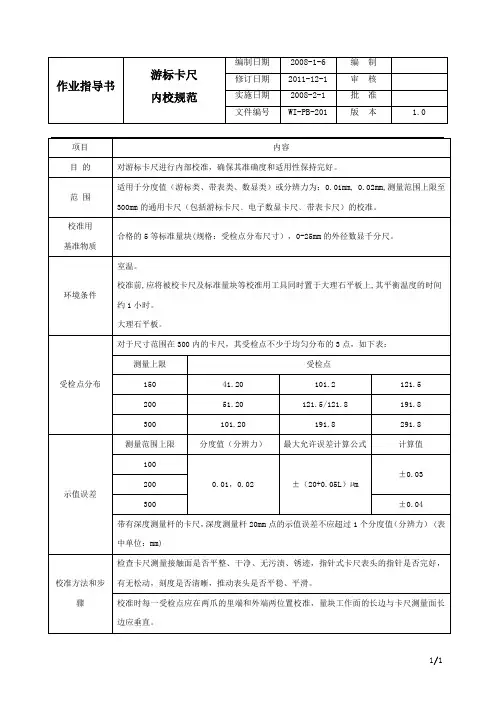
室温。
校准前,应将被校卡尺及标准量块等校准用工具同时置于大理石平板上,其平衡温度的时间约1小时。
大理石平板。
受检点分布
对于尺寸范围在300内的卡尺,其受检点不少于均匀分布的3点,如下表:
测量上限
受检点
150
41.20
101.2
121.5
200
51.20
121.5/121.8
191.8
300
101.20
刀口外示值误差的校准方法同上,校准时,量块处于刀口外量爪的中间位置。
对于带有深度测量杆的卡尺,深度测量杆校准时用两块20mm量块放置于大理石平板上,使尺身测量面与量块接触,伸出测量杆测量面与大理石平板接触,然后读数。
卡尺内测量爪校准,将10mm的量块卡在外径测量爪测量面锁紧尺框,然后用千分尺测量卡尺内径测量爪。
零值误差的校准
移动尺框,使卡尺量爪两外测量面接触,目视观察。
校准测量误差应符合规定要求。
校准周期:见“计量器具校准、检定周期表”。
记录测量结果。
相关记录
«计量器具校准/检定记录»——仪器、仪表
191.8
291.8
示值误差
测量范围上限
分度值(分辨力)
最大允许误差计算公式
计算值
100
0.01,0.02
±(20+0.05L)µm
±0.03
200
300
±0.04
带有深度测量杆的卡尺,深度测量杆20mm点的示值误差不应超过1个分度值(分辨力)(表中单位:mm)
校准方法和步骤
检查卡尺测量接触面是否平整、干净、无污渍、锈迹,指针式卡尺表头的指针是否完好,有无松动,刻度是否清晰,推动表头是否平稳、平滑。
游标卡尺校验规范
游标卡尺校验规范1. 目的确保卡尺校验的规范性及合理性。
2. 范围(0~150)mm、(0~200)mm、(0~20)cm、(0~30)cm3. 权责实验室为仪器校验的执行单位。
4. 参考文献JJG 30-2012 《通用卡尺》5. 校验条件5.1 环境条件5.1.1 温度:(15~25)℃湿度:(30%~85%)RH5.1.2 负载条件:将被检卡尺及量块等检定用设备置于平板或木桌上,其平衡温度时间见下表的5.2 校验标准件块规(10-291.8mm)6. 校验方法6.1 外观卡尺上必须有制造厂名或商标、分度值和出厂编号。
6.2 各部分相互作用尺框沿尺身移动应手感平稳,不应有阻滞或松动现象;数字显示应清晰、完整,无黑斑和闪跳现象;各按钮功能稳定、工作可靠。
6.3 各部分相对位置卡尺两外量爪合并时,应无目力可见的间隙。
6.4 示值变动性在相同条件下,移动尺框,使数显卡尺或带表卡尺量爪两外量测面接触;对于数显深度卡尺,将基准面与平板劫持,移动尺身,使测量面与平板接触,重复测量5次并读数,示值变动性以最大或最小读数的差距确定。
6.5 漂移目力观察。
在测量范围内的任意位置紧固尺框,在1h内每隔15min观察一次,记录实测值,取最大漂移的绝对值作为测量结果。
6.6 示值误差测量点的分布:不少于均匀分布3点,(0~150)mm的卡尺,其测量点为10.00mm,41.20mm,81.50mm,121.50mm;(0~200)mm的卡尺,其测量点为10.00mm,41.20mm,81.50mm,121.50mm,181.5mm;(0~30)cm的卡尺,其测量点为10.00mm,41.20mm,81.50mm,121.50mm,181.5mm;对每一测量点均应在量爪的里端和外端两个位置分别测量。
7. 校验项目项目游标卡尺数显卡尺外观+ +各部分相互作用+ +示值变动性+ +漂移- +示值误差+ +注:“+”为需要检验项目,“-”为不需要校验项目。
游标卡尺内校规范
核准: 審核:
制作: 戴琼 單位: 品管課
版次:1.0 總 2 頁第 2 頁
修訂日期: 年 月 日
名
文件編號 WIRQ037
游標卡尺校正规范
稱 制定日期 2003.04.01
移動尺框,使兩量爪測量面至手感接觸,兩量爪測量面之間不得有明顯的間隙,這一校正應分別在尺框緊 固和松開的兩種狀態下進行。 4.4 零值誤差 零值誤差以零刻度線和尾刻線不重和度表示,零刻線不重和應在±0.005mm范圍內,尾刻線不重和應在± 0.01mm范圍內。 移動尺框,使兩量爪測量面至手感接觸,分別在尺框緊固和松開兩種情況下觀察游標零刻線和尾刻線尺身 相應刻線的重和情況,用放大鏡觀察。 4.5 示值誤差 用3等Ⅱ級量塊比較校正外量爪的示值誤差,對于測量范圍在300mm以下(含300mm)的卡尺,至少在主尺和游 標的3個點上進行校正,示值誤應在±0.02mm內,對于測量范圍在300mm以上500mm下(含500mm)的卡尺, 進行校正時主尺不少于6點,游標不少于3點,示值誤差應在±0.04mm內,其校正點參照「計量器具校正 標准」(文號WIRQ044)辦理。 5.校正結果的處理和校正周期 5.1 凡經校正符合本規程要求的卡尺,貼綠色合格標簽,在分台帳上記錄必要的數據;不符合本規程要求的,將 進行修理,修理后重新校正,再不合格的將其報廢,並在計量器具履歷卡上注明、總台帳上銷帳,取下卡尺 上可利用之零件,其他的用鐵錘砸毀報廢。 5.2 校正周期: 四個月一次。
游标卡尺校准规程
1、目的通过对游标卡尺进行校准,执行量值传递工作,保证产品质量。
2、适用范围适用于厂内0-1000㎜范围、分度值为0.02㎜的游标卡尺的校准指导。
3、环境要求:室内温度要求控制在20±5℃,湿度控制在60±15 RH%。
4、校准方法/步骤:4-1、外观:4-1-1、要求:卡尺表面应无锈蚀、碰伤或其它缺陷,刻线和数字应清晰、均匀,不应有脱色现象,带表及数显卡尺表蒙不得有划伤及缺损;卡尺上应标有分度值、制造厂名、工厂标志及出厂编号,使用中及修理后的游标卡尺允许有不影响使用准确度的外观缺陷。
4-1-2、方法:目视4-2、各部份相互作用:4-2-1、要求:尺框沿尺身移动应平稳,不应有阻滞现象,尺身沿尺框配合应无明显晃动,深度尺不允许有窜动。
4-2-2、方法:手感4-3、零值误差:4-3-1、要求:以零刻线和尾刻线的重合度表示,零刻线重合度不超过0.005㎜,尾刻线重合度不超过0.010㎜,带表及数显卡尺零刻线离线不大于0.10mm,压线不大于0.05mm。
4-3-2、方法:移动尺框使两测量面接触,分别在尺框紧固和松开情况下用目力观察。
4-4、圆弧内量爪的尺寸误差:4-4-1、要求:圆弧内量爪基本尺寸,新制造的为10㎜或20㎜整数,使用中或修理后的基本尺寸允许为0.1㎜整数,保证使用的情况下可为卡尺分度值的整数倍,并在校准记录上注明,圆弧内量爪尺寸偏差不超过±0.01㎜4-4-2、方法:合并两量爪,以外径千分尺沿卡尺内量爪在平行于尺身方向检定。
4-5、刀口内量爪尺寸误差4-5-1、要求:受检尺寸为10㎜时的偏差,应不超过+0.02/-0.01㎜4-5-2、方法:将一块为10㎜的量块长边夹持在两外测量面之间,紧固螺钉,用外径千分尺沿刀口内量爪在平行于尺身方向测量。
4-6、深度尺尺寸误差4-6-1、要求:受检尺寸为20㎜时的偏差,应不超过±0.02㎜4-6-2、方法:将2块为20㎜的量块置于一级平板上,使尺身端面与量块接触。
游标卡尺内校标准
标准书名称
游标卡尺内校标准
编号
SAK-158
页次
1/2
一、适用范围:
适用于本公司检测用之游标卡尺。
二、管理权责:工程部。
三、作业程序:
3-1依《量检具校验一览表》上所使用的外校合格、且在有效期内的量块、平板,并找出《量检具设备校验履历表》及要求使用单位提供受检之设备。
3-2备妥清洁用布、治工具内校记录表。
分度值
标尺标记宽度
标尺标记宽度差
0.02
0.08~0.12
0.02
0.05
0.08~0.15
0.03
0.10
0.08~0.20
0.05
3-5零值误差,尺身和尺框测量面位于同一平面时,游标零刻线和尾刻线与尺身相应刻线的不重合度(即零值误差)应不大于下表的规定:
分度值
零刻线不重合度
尾刻线不重合度
0.02
±0.005
±0.01
0.05
±0.005
±0.02
0.1
±0.010
±0.03
(mm)
3-6示值误差检测,用标准量块(6等或以上)在平板上进行检测,检定时,量块应分别置于离尺身近端和远端两个位置上进行,检定是在尺框紧固与松开两种状态下进行的。各点示值误差以该点读数值与量块尺寸之差确定,检定结果不应大于下表的规定:
3-11依3-9做出标示后,归位并记录于《量检具设备校验履历表》内。
3-12校验合格后,游标卡尺校验周期为一年。
四、附表:
4-1仪器设备内校记录表
101.3
201.6
291.9
>300
一般检测分布均匀的六点
(mm)
3-7依检验结果进行判定后呈部门主管核准。
内校校准规范
XX(科技)有限公司卡尺校准规范文件编编号:发布日期:实施日期:1、目的对内部的卡尺校准,确保准确度和实用性保持完好。
2、规范性引用文件本规范引用下列文件:JJG 30-2012 通用卡尺检定规程。
3、范围本规范适用于公司内部分度值或分辨力为:0.01mm,0.02mm,0.05mm;测量范围:0~500mm,各种规格游标卡尺、带表卡尺、数显卡尺的首次校准、使用中校准和后续校准,其它类型卡尺也可参照执行。
4、校准标准外校合格的标准量块5、环境条件5.1 校准室内温度(20±5)℃,恒温时间不少于2h.5.2 校准室内湿度不超过80%RH5.3校准前,应将被校卡尺及量块等校准用设备同时置于平大理石平台上或木桌上,其平衡温度时间见表-1的规定。
表-1 平衡温度时间6、技术要求6.1零值误差通用卡尺量爪两测量面相接触(深度通用卡尺的主标尺基准面和测量面在同一平面)时,由表上的“零”标记和“尾”标记与主标尺相应标记应相互重合。
其重合度应符合表-2的规定。
带表卡尺部超过不超过分度值的1/2,数显卡尺不超过0.01mm.6.3示值误差应符合表-3的规定,带深度测量杆的卡尺,深度测量杆在20mm点的示值误差应不超过1个分度值。
表-3 通用卡尺的示值误差5、校准方法5.1零值误差;5.1.1 移动通用卡尺的尺框,使通用卡尺的量爪两外侧面接触,分别在尺框紧固和松开的情况下,用目力观察“零”标记和“尾’标记与主标尺相应标记的重合度。
必要时用工具显微镜校准。
5.1.2 对于深度通用卡尺,将尺框基准面与尺身测量面同时与大理石平台接触。
5.2示值变动性5.2.1在相同条件下,移动尺框,是电子数显卡尺或带表卡尺两外测量面接触,重复测量10次读数。
示值变动性以最大与最小读数的差值确定。
5.3示值误差5.3.1川3级或5等量块校准 5.3.2受校点的分布:对于测量范围在300mm 内的卡尺,不少于均匀分布3点,如测量范围为(0~150mm )的卡尺,其受教点为30mm;60mm;90mm;如测量范围为(0~300mm )的卡尺,其受校点为 101.30mm ;102.60mm ;291.90mm ;对于测量范围大于300mm 的卡尺,不少于均匀分布6点,如测量范围为(0~500mm )的卡尺,其受校点为 80mm ;161.30mm ;240mm ;321.60mm ;400mm ;491.90mm.根据实际使用情况可以适当增加受校点位。
游标卡尺内部校准规程
游标卡尺内部校准规程1、范围本规范适用于分度值为0.02mm测量范围至300mm游标卡尺的校准。
2、引用文献本规范引用下列文献:JJF 1001-1998《通用计量术语及定义》JJF 1059-1999《测量不确定度评定与表示》GB/T 1214.1~1214.4-1996《游标卡尺类卡尺》JJF 30-2002《通用卡尺检定规程》使用本规范时,应注意使用上述引用文献的现行有效版本。
3、概述游标卡尺(以下简称卡尺),主要用于测量工件的外尺寸和内尺寸。
4、计量特性4.1标尺标记的宽度和宽度差游标卡尺的主标尺和游标尺的标记宽度应为(0.08~0.18)mm,宽度差不应大于0.02mm。
4.2测量面的表面粗糙度外量爪测量面的表面粗糙度不大于Ra0.2μm,内量爪测量面表面粗糙度应不大于Ra0.4μm,深度测量杆和测量面的表面粗糙度应不大于Ra0.8μm.。
4.3测量面的平面度外量爪测量面的平面度应不大于0.003mm。
4.4圆弧内量角的基本尺寸和平行度合并两量爪。
圆弧内量爪基本尺寸应为10±0.01mm。
使用中及修理后的基本尺寸允许为0.1mm的整倍数,保证使用的情况下可为卡尺分度值的整倍数,并在校准证书内页上注明,平行度应不大于0.01mm。
4.5刀口内量爪的尺寸和平行度刀口内量爪尺寸偏差应为+0.02/+0.005,平行度应不大于0.01mm。
4.6零值误差游标卡尺量爪两测量面相接触时,游标上的“零”标记和“尾”标记与住标尺响应标记应相互重合。
其重合度,“零”标记应不大于±0.005mm,“尾”标记重合度应不大于±0.01mm。
4.7示值误差游标卡尺的示值误差:测量范围0~150mm;允许误差±0.02mm;测量范围>150~200mm;允许误差±0.03mm;测量范围200~300mm;允许误差±0.04mm,带深度测量杆的卡尺,深度测量杆在20mm点的示值误差应不超过1个分度值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
附件2:游标卡尺内部校准规范 V01
1 目的
对游标卡尺进行内部校准,确保其准确度和适用性保持完好。
2 范围
适用于普通游标卡尺、带表游标卡尺及数显游标卡尺的内部核准。
3 校验基准
外校合格的二级量块,校准参考依据JJG30-2012通用卡尺检定规程。
4 环境条件
温度(20±5)℃,湿度45%~75%RH。
5 校验步骤
5.1 检查卡尺测量接触面是否平整、干净、无污渍、锈迹,带表卡尺表头的指针是否完好,有无松动,刻度是否清晰,推动表头是否平稳、平滑。
5.2 调校零位,或使指针对准零点,目测内外径测量面是否完全密合,检查带电子显示器卡尺的显示器是否清晰可见,是否需更换电池。
5.3 将外校合格的量块放在平台上对卡尺进行校验,比较,长度为200—500mm的卡尺,分别取卡尺量程的20%、50%、90%作为捡点。
选择20mm深外校合格标准量块,对卡尺深度尺进行校准(深度允许误差±0.02mm)将其平均值记录在《仪器内部校验报告》内。
允许误差范围根据不同卡尺的精度以及量测范围分如下:
测量范围上限
分度值(分辨力)
10分度(0.1)20分度(0.05)50分度(0.02)
示值最大允许误差
150cm
±0.1mm ±0.05mm ±0.02mm
300cm
±0.08mm ±0.04mm
500cm ±0.05mm
5.4 选取10mm的量块用游标卡尺进行测量量块的尺寸,同时用外校合格的外径千分尺量测游标卡尺内量脚,将千分尺读数、游标卡尺读数与量块真值作比对,误差值要在允许误差范围内。
5.5 测内径接触面磨损程度:取两块量块(构成测量的基准面)夹紧一块量块成“H”型,然后移动表头,使卡尺上面的测量端张开后靠紧两基准面进行读数,每块测量三次,取平均值。
测量值与标准值误差根据不同卡尺的精度分为±0.01mm、±0.02mm,将其平均值记录在《仪器内部校验报告》中。
5.6 可根据不同量程的卡尺选用不同的基准量块或组合量块进行校准。
5.7 历次测量值与标准值之差,均在允许误差范围内,判校准合格。
6 校准结果处置
校准合格的游标卡尺,粘贴内校合格标签,注明有效期;检测不合格的游标卡尺不准下发现场使用并贴禁用标签隔离,判定后,进入维修流程。
7 校准周期
校验周期为1年。
8.相关记录
LYJ-Q-QCD-010-01 《仪器内部校验报告》。