通用卡尺检定记录表(0-150mm)(Z编)
通用卡尺检定和校准原始记录
12
示
值
误
差
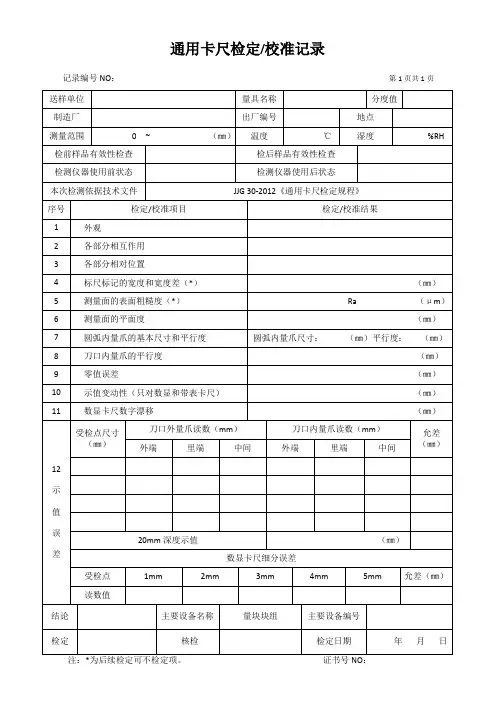
受检点尺寸
(㎜)
刀口外量爪读数(mm)
刀口内量爪读数(mm)
允差
(㎜)
外端
里端Hale Waihona Puke 中间外端里端
中间
20mm深度示值
(㎜)
数显卡尺细分误差
受检点
1mm
2mm
3mm
4mm
5mm
允差(㎜)
读数值
结论
主要设备名称
量块块组
主要设备编号
检定
核检
检定日期
年 月 日
注:*为后续检定可不检定项。证书号NO:
各部分相互作用
3
各部分相对位置
4
标尺标记的宽度和宽度差(*)
(㎜)
5
测量面的表面粗糙度(*)
Ra (μm)
6
测量面的平面度
(㎜)
7
圆弧内量爪的基本尺寸和平行度
圆弧内量爪尺寸: (㎜)平行度: (㎜)
8
刀口内量爪的平行度
(㎜)
9
零值误差
(㎜)
10
示值变动性(只对数显和带表卡尺)
(㎜)
11
数显卡尺数字漂移
通用卡尺检定/校准记录
记录编号NO:第1页共1页
送样单位
量具名称
分度值
制造厂
出厂编号
地点
测量范围
0 ~ (㎜)
温度
℃
湿度
%RH
检前样品有效性检查
检后样品有效性检查
检测仪器使用前状态
检测仪器使用后状态
本次检测依据技术文件
JJG 30-2012《通用卡尺检定规程》
序号
检定/校准项目
卡尺仪器校验记录表
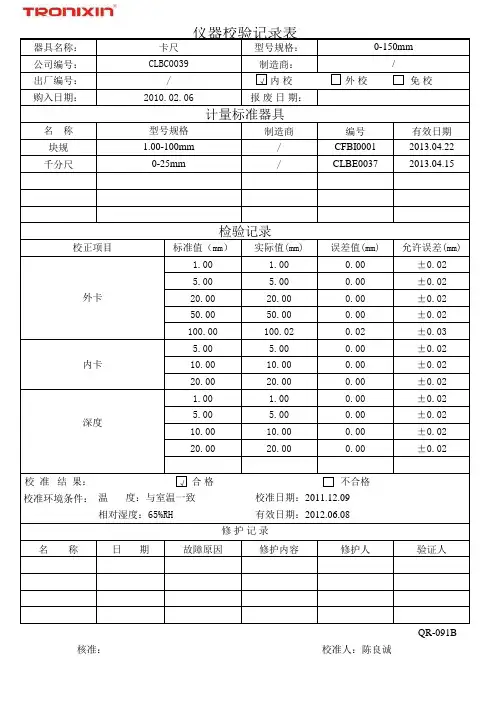
20.00
50.00
50.00
100.00
100.02
5.00
5.00
10.00
10.00
20.00
20.00
1.00
1.00
5.00
5.00
10.00
10.00
20.00
20.00
误差值(mm) 0.00 0.00 0.00 0.00 0.02 0.00 0.00 0.00 0.00 0.00 0.00 0.00
名称日期故障原因修护内容修护人验证人仪器校验记录表卡尺0150mm计量标准器具内校外校免校外卡内卡型号规格深度100100mm025mm20100206clbc0039核准
器具名称: 公司编号: 出厂编号: 购入日期:
名称 块规 千分尺
仪器校验记录表
卡尺
型号规格:
CLBC0039
制造商:
/
√ 内校
2010.02.06
允许误差(mm) ±0.02 ±0.02 ±0.02 ±0.02 ±0.03 ±0.02 ±0.02 ±0.02 ±0.02 ±0.02 ±0.02 ±0.02
校 准 结 果:
√ 合格
不合格
校准环境条件: 温 度:与室温一致
校准日期:2011.12.09
相对湿度:65%RH
有效日期:2012.06.08
修护记录
名称
日期
故障原因
修护内容
Hale Waihona Puke 修护人验证人核准:
校准人:陈良诚
QR-091B
报 废 日 期:
计量标准器具
型号规格
制造商
1.00-100mm
/
0-25mm
通用卡尺检定原始记录
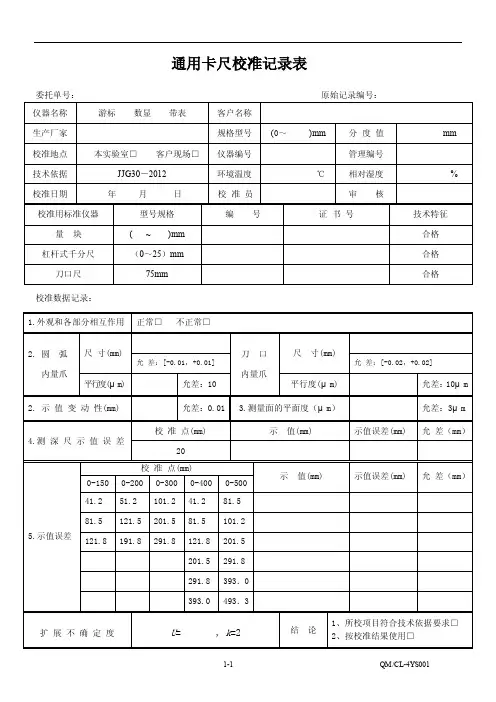
委托单号: 仪器名称
游标
数显
带表
生产厂家
校准地点
本实验室□ 客户现场□
技术依据
JJG30Hale Waihona Puke 2012校准日期年月
日
校准用标准仪器
型号规格
量块
( ~ )mm
杠杆式千分尺
(0~25)mm
刀口尺
75mm
客户名称 规格型号 (0~ 仪器编号 环境温度 校 准员
编号
校准数据记录:
1.外观和各部分相互作用 正常□ 不正常□
允差:0.01 3.测量面的平面度(μ m)
允差:3μ m
4.测 深 尺 示 值 误 差
校 准 点(mm) 20
校 准 点(mm) 0-150 0-200 0-300 0-400 0-500
41.2 51.2 101.2 41.2 81.5
示 值(mm) 示 值(mm)
示值误差(mm) 允 差(mm) 示值误差(mm) 允 差(mm)
原始记录编号:
)mm
分 度值
管理编号
℃
相对湿度
审核
证 书号
mm
%
技术特征 合格 合格 合格
2. 圆 弧 内量爪
尺 寸(mm)
允 差:[-0.01,+0.01]
平行度(μ m)
允差:10
刀口 内量爪
尺 寸(mm) 平行度(μ m)
允 差:[-0.02,+0.02]
允差:10μ m
2. 示 值 变 动 性(mm)
5.示值误差
81.5 121.8
121.5 191.8
201.5 291.8
81.5 121.8
游 标 卡 尺 校 准 记 录 表
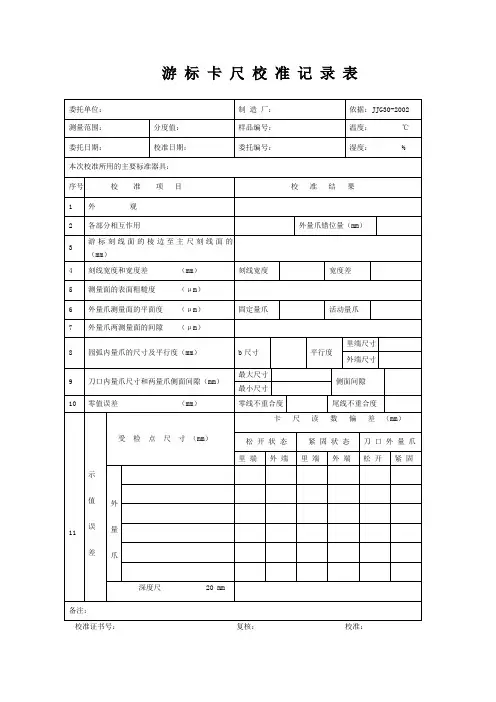
宽度差
5
测量面的表面粗糙度 (μm)
6
外量爪测量面的平面度 (μm)
固定量爪
活动量爪
7
外量爪两测量面的间隙 (μm)
8
园弧内量爪的尺寸及平行度(mm)
b尺寸
平行度
里端尺寸
外端尺寸
9
刀口内量爪尺寸和两量爪侧面间隙(mm)
最大尺寸
侧面间隙
最小尺寸
10
零值误差 (mm)
零线不重合度
尾线不重合度
11
游标卡尺校准记录表
委托单位:
制 造 厂:
依据:JJG30-2002
测量范围:
分度值:
样品编号:
温度: ℃
委托日期:
校准日期:
委托编号:
湿度: %
本次校准所用的主要标准器具:
序号
校 准 项 目
校 准 结 果
1
外 观
2
各部分相互作用
外量爪错位量(mm)
3
游标刻线面的棱边至主尺刻线面的距离 (mm)
4
刻线宽度和宽度差 (mm)
示
值
误
差
受 检 点 尺 寸 (mm)
卡 尺 读 数 偏 差 (mm)
松 开 状பைடு நூலகம்态
紧 固 状 态
刀 口 外 量 爪
里 端
外 端
里 端
外 端
松 开
紧 固
外
量
爪
深度尺 20 mm
备注:
校准证书号:复核:校准:
游标卡尺校准记录表制造厂校准证书号复核校准委托单位依据jjg302002测量范围分度值样品编号温度委托日期校准日期委托编号湿度本次校准所用的主要标准器具序号校准项目校准结果1外观2各部分相互作用外量爪错位量mm3游标刻线面的棱边至主尺刻线面的距离mm4刻线宽度和宽度差mm刻线宽度宽度差5测量面的表面粗糙度m外量爪测量面的平面度m外量爪两测量面的间隙m6固定量爪活动量爪78园弧内量爪的尺寸及平行度mmb尺寸平行度里端尺寸外端尺寸9刀口内量爪尺寸和两量爪侧面间隙mm最大尺寸侧面间隙最小尺寸10零值误差mm零线不重合度尾线不重合度11示值误差受检点尺寸mm卡尺读数偏差mm松开状态紧固状态刀口外量爪里端外端里端外端松开紧固外量爪深度尺20mm备注
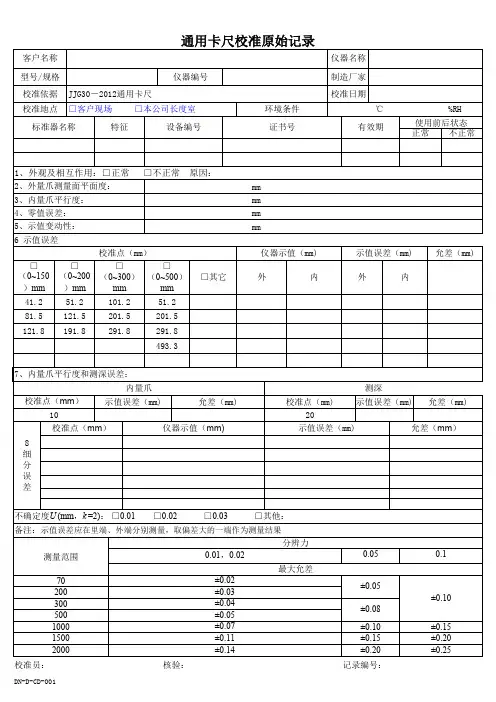
通用卡尺校准原始记录表
4、零值误差:
5、示值变动性:
6 示值误差
□ (0~150
)mm
□ (0~200
)mm
校准点(mm)
□
□
(0~300) (0~500)
mm
mm
□其它
41.2 51.2
101.2
51.2
81.5 121.5 201.5
201.5
121.8 191.8 291.8
291.8
493.3
mm mm mm mm
±0.05
±0.08 ±0.10 ±0.15 ±0.20 记录编号:
0.1
±0.10
±0.15 ±0.20 ±0.25
通用卡尺校准原始记录
客户名称
型号/规格
仪器编号
校准依据 JJG30-2012通用卡尺 校准地点 □客户现场 □本公司长度室
环境条件
标准器名称
特征
设备编号
证书号
仪器名称 制造厂家 校准日期
℃ 有效期
%RH 使用前后状态 正常 不正常
1、外观及相互作用:□正常 □不正常 原因:
2、外量爪测量面平面度:
3、内量爪平行度:
仪器示值(mm)
外
内
示值误差(mm)
外
内
允差(mm)
7、内量爪平行度和测深误差:
内量爪
校准点(mm) 示值误差(mm)
允差(mm)
10
校准点(mm)
仪器示值(mm)
8 细 分 误 差
测深
校准点(mm) 示值误差(mm) 允差(mm)
20
示值误差(mm)
允差(mm)
不确定度U (mm,k =2): □0.01 □0.02
通用卡尺点检记录表
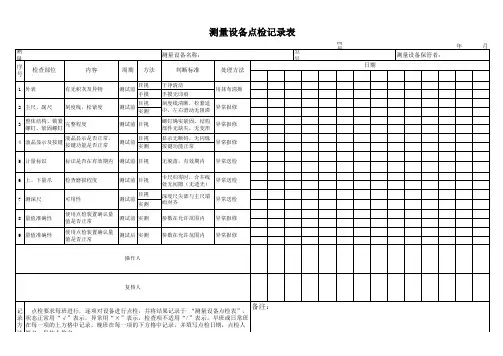
录 状态正常用“√”表示,异常用“×”表示,检查项不适用“/”表示。早班或日常班 方 在每一项的上方格中记录,晚班在每一项的下方格中记录。并填写点检日期,点检人 法 签名,复核人签名
测 量
年
月
测量设备保管者:
日期
记 点检要求每班进行,逐项对设备进行点检,并将结果记录于 “测量设备点检表”, 录 状态正常用“√”表示,异常用“×”表示,检查项不适用“/”表示。早班或日常班 方 在每一项的上方格中记录,晚班在每一项的下方格中记录。并填写点检日期,点检人 法 签名,复核人签名
螺钉确实紧固、结构 部件无缺失,无变形
异常报修
4
液晶显示及按键
液晶显示是否正常, 按键功能是否正常
目视 测试前
实测
显示无断码,无闪烁 异常报修
按键功能正常
5 计量标识
标识是否在有效期内 测试前 目视 无脱落,有效期内 异常送检
6 上、下量爪 7 测深尺 8 量值准确性 9 量值准确性
检查磨损程度
测试前 目视
测量设备点检记录表
测 量
测量设备名称:
型 号
序 号
检查部位
内容
周期 方法
游标卡尺检定记录
游标卡尺检定记录2游标卡尺检定记录2一、检定目的本次检定的目的是确保游标卡尺的准确性和可靠性,确保其能够正常使用并给出准确的测量结果。
通过对游标卡尺的各项性能进行检测和评估,可以及时发现和解决潜在的问题,避免因测量不准确而带来的误差和损失。
二、检定范围本次检定的对象是一把型号为0-150mm的游标卡尺。
该卡尺广泛应用于机械制造、汽车维修、电子测量等领域,具有较高的测量精度和可靠性。
在检定过程中,将对游标卡尺的外观、精度、功能等方面进行全面检测。
三、检定方法及依据本次检定采用标准器比对法,即利用已知准确值的测量标准器(如高等级的游标卡尺或量块)与被检游标卡尺进行比对,从而确定被检游标卡尺的误差值。
检定依据为国家标准《JJG30-2017 游标卡尺检定规程》。
四、检定过程1.外观检查:首先对游标卡尺的外观进行检查,包括观察卡尺的刻度是否清晰、零位是否准确、各部件是否有磨损或损坏等。
2.功能测试:检查游标卡尺的功能是否正常,如测量爪的开合是否灵活、紧固螺钉是否紧固可靠、微动装置是否灵活等。
3.精度检测:选择一组标准量块进行比对,分别检测卡尺的测量误差。
检测时,按照国家标准的要求,分别在三个不同的位置进行测量,并计算平均值。
通过比对,可以得出游标卡尺的精度误差。
4.重复性测试:重复性测试是评估游标卡尺性能的重要指标之一。
在同一条件下,对同一标准量块进行多次测量,并计算测量结果的偏差。
通过比较偏差的大小,可以判断游标卡尺的重复性好坏。
5.数据记录与分析:对检测过程中的各项数据进行记录和分析,包括外观检查结果、功能测试情况、精度误差值、重复性测试结果等。
通过对数据的分析,可以得出游标卡尺的整体性能评估结果。
五、检定结果与分析经过上述步骤的检测和评估,得出以下结论:1.外观检查结果表明,该游标卡尺的外观良好,刻度清晰、零位准确、各部件无明显的磨损或损坏。
2.功能测试结果表明,游标卡尺的功能正常,测量爪开合灵活、紧固螺钉紧固可靠、微动装置灵活。
通用卡尺检定记录表(0-200mm)(Z编)
受检点尺寸/mm 示值误差/mm 检定结论
1mm
2mm
3mm
4mm
说明:1、检定项目符合规程要求,可用“√”或“合格”表示;2、根据检定规程,本次检定按后续检定的项目和要求进行检定; 3、零值误差、示值误差的检定在螺钉紧固和松开两种状态下,取测量误差值大者。 第 1 页,。 带表卡尺示值变动性。
10 数显卡尺数字漂移,在1小时内不大于1个分辨力。 受检点尺寸/mm
⒒ 示 值 误 差
刀口内量爪/mm 刀口外量爪/mm 外量爪/mm 松 允差/mm 紧 里端 中间 外端 里端 中间 外端 里端 外端 里外端差 取 51.20 ±0.02 值 121.50 ±0.03 大 191.80 ±0.03 的 示值误差(取刀口中间值及外量爪里外端值之最大值)/mm 20mm深度示值误差/mm 数显卡尺细分误差/mm ±0.02 5mm 细分误差/mm 核验员 允差/mm ±0.02 检定员
通用卡尺检定记录表(0-200mm)
记录号: 送检单位 型号规格 检定依据 检定类型 地点 序号 1 2 外观 各部分相互作用 游标尺刻线与主标尺刻线平行,无目力可见的倾斜。 3 各 位部 置分 相 对 游标尺标记表面陵边与主标尺标记表面距离。 圆标尺的指针尖端应盖住短标记长度的30%-80%,指针末端与标尺标记 表面之间的间隙应不大于规定值。 卡尺两外量爪合并时,无目力可见的间隙。 外量爪测量面的平面度。 深度卡尺的尺框与尺身同一平面度。 圆弧内量爪基本尺寸偏差。 圆弧内量爪两测量面的平行度。 "零"标记与主尺相应标记的重合度(松紧取大值) 后续检定 温度 检定日期 ℃ (20±5)℃ 检定项目 湿度 %RH 编号 计量器具名称 制造厂 检定主要计量标准器 证书号 <80%RH 平衡时间 允差 无 无 无 ≤0.30mm ≤0.7mm 无 ≤0.003mm ≤0.005mm ±0.01mm ≤0.01mm ≤0.01mm ±0.005mm >2h 检定结果
通用卡尺校准原始记录表
示值 示值误差 (mm)
41.2
51.2 101.2 101.2
七、示值 误差 (允差
稳=H H1
见表6) (mm)
81.5 121.8 51.2 121.5
101.2 201.5 291.8 393
201.5 291.8 400 500
201.5 291.8 400 600
191.8 493.3 600
800
稳=H H1
101.2
1000
201.5
291.8
八、细分误 差误差(允 差见表6)
(mm) (数显卡尺
才有此项 目)
校准点(mm) 1 2 3 4 5
示值(mm)
示值误差(mm)
F-YSJL-CD-001
第1页 共1页
通用卡尺校准原始记录表
CNAS: (0~1000)mm
委托单位名称:鼎合远传技术(北京)股份有限公司
原始记录编号:GC2009601
仪器名称 □游标 □带表 □数显 卡尺 规格型号
(0~
)mm
生产商
出厂编号
地点
温度
ห้องสมุดไป่ตู้
℃
管理编号
校准日期
相对湿度
%
技术依据
JJG30-2012
校准员
审核员
测量结果扩展不确定度
□300mm及以内: U=0.01mm □300mm以上: U=0.02mm □ U= mm
结论
所校项目符合技术要求□ 参照校准结果使用 □
校准用主要计量标准器具
型号规格
编号
量块
(10~291.8)mm
68665□ 74449□
量块
(0.5~100)mm
游标卡尺校准记录表格
1200
游标卡尺校准记录表
量具编号: 量具名称游标卡尺
校准项目 示值误差(mm) 里 外 游标卡尺校验结果 序号 1 2 3 4 校准项目 测量面的平面度 内量爪的平行度 内量爪的基本尺寸 示值误差 结果 位置 50 100 125 150
规格
精度
检定日期:
受检点 200
校准人: 校准周期
400
600
游标卡尺校准记录表
量具编号: 量具名称游标卡尺
校准项目 示值误差(mm) 里 外 游标卡尺校验结果 序号 1 2 3 4 校准项目 测量面的平面度 内量爪的平行度 内量爪的基本尺寸 示值误差 结果 位置 50 100 125 150
规格
精度
检定日期:
受检点 2ห้องสมุดไป่ตู้0
校准人: 校准周期
400
600
1000
1000
1200
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
10 数显卡尺数字漂移,在1小时内不大于1个分辨力。 受检点尺寸/mm
⒒ 示 值 误 差
刀口内量爪/mm 刀口外量爪/mm 外量爪/mm 松 允差/mm 紧 里端 中间 外端 里端 中间 外端 里端 外端 里外端差 取 41.20 ±0.02 值 81.50 ±0.03 大 121.80 ±0.03 的 示值误差(取刀口中间值及外量爪里外端值之最大值)/mm 20mm深度示值误差/mm 数显卡尺细分误差/mm ±0.02 5mm 细分误差/mm 核验员 允差/mm ±0.02 检定员
通用卡尺检定记录表(0-150mm)
记录号: 送检单位 型号规格 检定依据 检定类型 地点 序号 1 2 外观 各部分相互作用 游标尺刻线与主标尺刻线平行,无目力可见的倾斜。 3 各 位部 置分 相 对 游标尺标记表面陵边与主标尺标记表面距离。 圆标尺的指针尖端应盖住短标记长度的30%-80%,指针末端与标尺标记 表面之间的间隙应不大于规定值。 卡尺两外量爪合并时,无目力可见的间隙。 外量爪测量面的平面度。 深度卡尺的尺框与尺身同一平面度。 圆弧内量爪基本尺寸偏差。 圆弧内量爪两测量面的平行度。 "零"标记与主尺相应标记的重合度(松紧取大值) "尾"标记与主尺相应标记的重合度(松紧取大值) 后续检定 温度 检定日期 ℃ (20±5)℃ 检定项目 湿度 %RH (0-150)mm/0.02mm 编号 计量器具名称 制造厂 检定主要计量标准器 证书号 <80%RH 平衡时间 允差 无 无 无 ≤0.30mm ≤0.7mm 无 ≤0.003mm ≤0.005mm ±0.01mm ≤0.01mm ≤0.01mm ±0.005mm ±0.010mm >2h 检定结果 游标卡尺
4 5 6
测量面平面度 圆弧内量爪
刀口内量爪的平行度。 零 值 误 差 游标卡尺
7
8 9
圆标尺指针应位于12点钟方位,偏离不大于1分度. 无 带表卡尺 毫米读数部位相对主标志“零”标记位置,离线不大于标记 无 宽度,压线不大于1/2标记宽度。 数显卡尺示值变动性。 ≤0.01mm 带表卡尺示值变动性。 ≤0.5分度 无
受检点尺寸/mm 示值误差/mm 检定结论
1mm
2mm
3mm
4mm
说明:1、检定项目符合规程要求,可用“√”或“合格”表示;2、根据检定规程,本次检定按后续检定的项目和要求进行检定; 3、零值误差、示值误差的检定在螺钉紧固和松开两种状态下,取测量误差值大者。 第 1 页,பைடு நூலகம் 1 页