通用卡尺校准记录表
合集下载
卡尺内校记录表
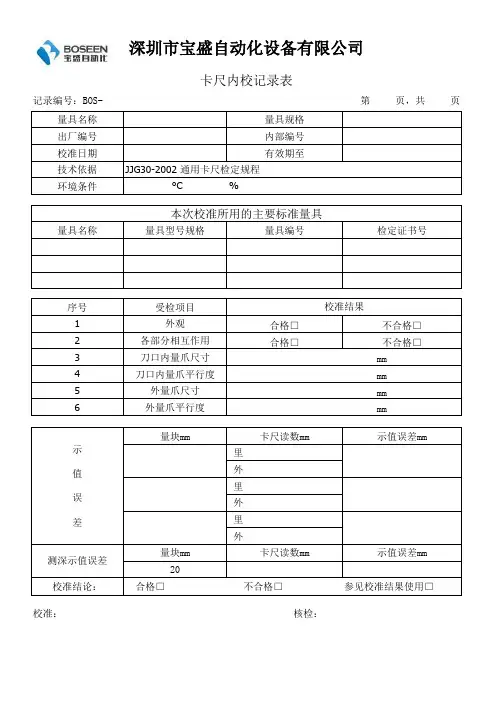
深圳市宝盛自动化设备有限公司
记录编号:BOS量具名称 出厂编号 校准日期 技术依据 环境条件
量具名称
卡尺内校记录表
量具规格
内部编号
有效期至
JJG30-2002 通用卡尺检定规程
°C
%
本次校准所用的主要标准量具
量具型号规格
量具编号
第 页,共 页 检定证书号源自序号 1 2 3 4 5 6
示 值 误 差
测深示值误差 校准结论: 校准:
受检项目 外观
各部分相互作用 刀口内量爪尺寸 刀口内量爪平行度
外量爪尺寸 外量爪平行度
合格□ 合格□
校准结果
不合格□ 不合格□ mm mm mm mm
量块mm
量块mm 20
合格□
卡尺读数mm 里 外 里 外 里 外
卡尺读数mm
不合格□
示值误差mm
示值误差mm 参见校准结果使用□
核检:
记录编号:BOS量具名称 出厂编号 校准日期 技术依据 环境条件
量具名称
卡尺内校记录表
量具规格
内部编号
有效期至
JJG30-2002 通用卡尺检定规程
°C
%
本次校准所用的主要标准量具
量具型号规格
量具编号
第 页,共 页 检定证书号源自序号 1 2 3 4 5 6
示 值 误 差
测深示值误差 校准结论: 校准:
受检项目 外观
各部分相互作用 刀口内量爪尺寸 刀口内量爪平行度
外量爪尺寸 外量爪平行度
合格□ 合格□
校准结果
不合格□ 不合格□ mm mm mm mm
量块mm
量块mm 20
合格□
卡尺读数mm 里 外 里 外 里 外
卡尺读数mm
不合格□
示值误差mm
示值误差mm 参见校准结果使用□
核检:
通用卡尺检定和校准原始记录
(㎜)
12
示
值
误
差
受检点尺寸
(㎜)
刀口外量爪读数(mm)
刀口内量爪读数(mm)
允差
(㎜)
外端
里端Hale Waihona Puke 中间外端里端
中间
20mm深度示值
(㎜)
数显卡尺细分误差
受检点
1mm
2mm
3mm
4mm
5mm
允差(㎜)
读数值
结论
主要设备名称
量块块组
主要设备编号
检定
核检
检定日期
年 月 日
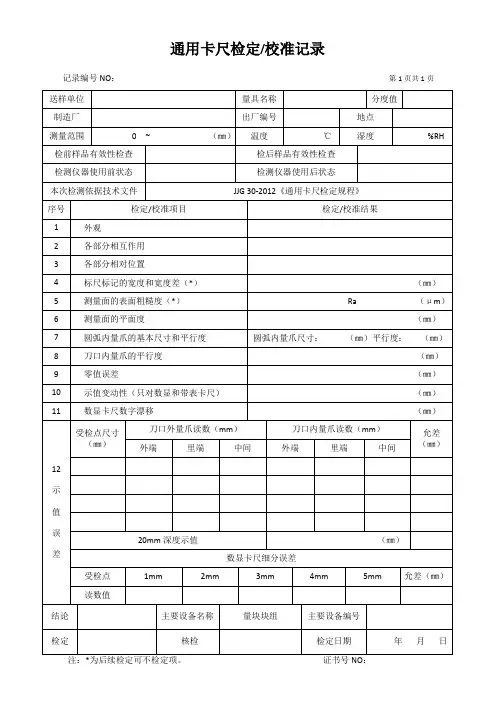
注:*为后续检定可不检定项。证书号NO:
各部分相互作用
3
各部分相对位置
4
标尺标记的宽度和宽度差(*)
(㎜)
5
测量面的表面粗糙度(*)
Ra (μm)
6
测量面的平面度
(㎜)
7
圆弧内量爪的基本尺寸和平行度
圆弧内量爪尺寸: (㎜)平行度: (㎜)
8
刀口内量爪的平行度
(㎜)
9
零值误差
(㎜)
10
示值变动性(只对数显和带表卡尺)
(㎜)
11
数显卡尺数字漂移
通用卡尺检定/校准记录
记录编号NO:第1页共1页
送样单位
量具名称
分度值
制造厂
出厂编号
地点
测量范围
0 ~ (㎜)
温度
℃
湿度
%RH
检前样品有效性检查
检后样品有效性检查
检测仪器使用前状态
检测仪器使用后状态
本次检测依据技术文件
JJG 30-2012《通用卡尺检定规程》
序号
检定/校准项目
12
示
值
误
差
受检点尺寸
(㎜)
刀口外量爪读数(mm)
刀口内量爪读数(mm)
允差
(㎜)
外端
里端Hale Waihona Puke 中间外端里端
中间
20mm深度示值
(㎜)
数显卡尺细分误差
受检点
1mm
2mm
3mm
4mm
5mm
允差(㎜)
读数值
结论
主要设备名称
量块块组
主要设备编号
检定
核检
检定日期
年 月 日
注:*为后续检定可不检定项。证书号NO:
各部分相互作用
3
各部分相对位置
4
标尺标记的宽度和宽度差(*)
(㎜)
5
测量面的表面粗糙度(*)
Ra (μm)
6
测量面的平面度
(㎜)
7
圆弧内量爪的基本尺寸和平行度
圆弧内量爪尺寸: (㎜)平行度: (㎜)
8
刀口内量爪的平行度
(㎜)
9
零值误差
(㎜)
10
示值变动性(只对数显和带表卡尺)
(㎜)
11
数显卡尺数字漂移
通用卡尺检定/校准记录
记录编号NO:第1页共1页
送样单位
量具名称
分度值
制造厂
出厂编号
地点
测量范围
0 ~ (㎜)
温度
℃
湿度
%RH
检前样品有效性检查
检后样品有效性检查
检测仪器使用前状态
检测仪器使用后状态
本次检测依据技术文件
JJG 30-2012《通用卡尺检定规程》
序号
检定/校准项目
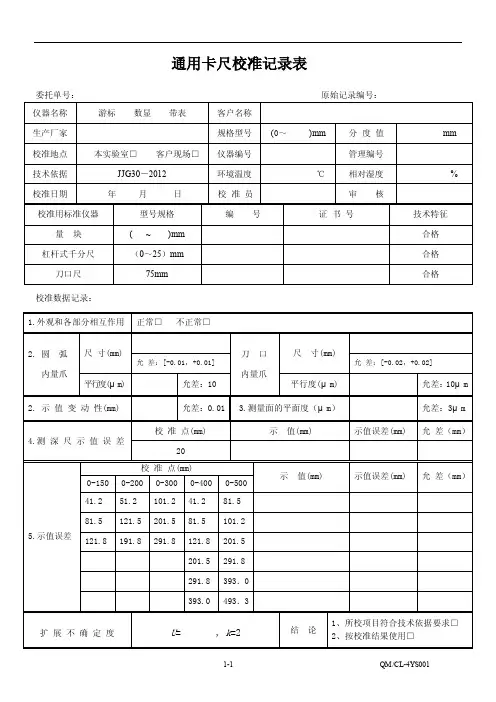
通用卡尺校准记录表
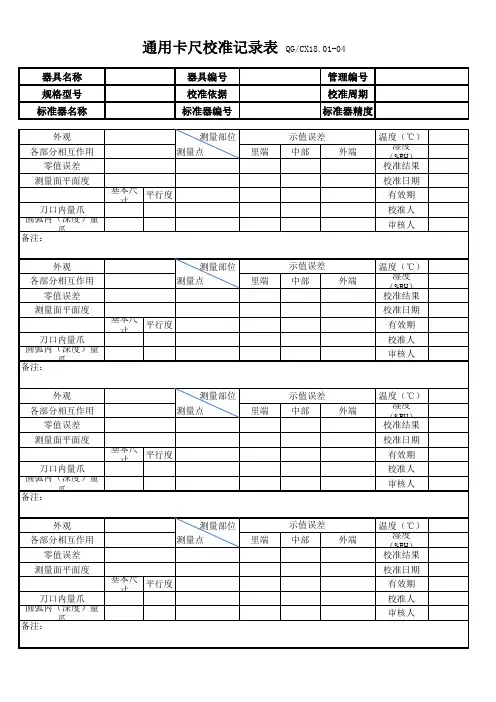
通用卡尺校准记录表
器具名称 规格型号 标准器名称
外观 各部分相互作用 零值误差 测量面平面度 基本尺寸 平行度 刀口内量爪 圆弧内(深度)量爪 备注: 外观 各部分相互作用 零值误差 测量面平面度 基本尺寸 平行度 刀口内量爪 圆弧内(深度)量爪 备注: 外观 各部分相互作用 零值误差 测量面平面度 基本尺寸 平行度 刀口内量爪 圆弧内(深度)量爪 备注: 外观 各部分相互作用 零值误差 测量面平面度 基本尺寸 平行度 刀口内量爪 圆弧内(深度)量爪 备注: 测量部位 测量点 里端 测量部位 测量点 里端 测量部位 测量点 里端
ห้องสมุดไป่ตู้
温度(℃) 湿度(%RH) 校准结果 校准日期 有效期 校准人 审核人
示值误差 中部 外端
温度(℃) 湿度(%RH) 校准结果 校准日期 有效期 校准人 审核人
QG/CX18.01-04
器具编号 校准依据 标准器编号
测量部位 测量点 里端
管理编号 校准周期 标准器精度
示值误差 中部 外端 温度(℃) 湿度(%RH) 校准结果 校准日期 有效期 校准人 审核人
示值误差 中部 外端
温度(℃) 湿度(%RH) 校准结果 校准日期 有效期 校准人 审核人
示值误差 中部 外端
器具名称 规格型号 标准器名称
外观 各部分相互作用 零值误差 测量面平面度 基本尺寸 平行度 刀口内量爪 圆弧内(深度)量爪 备注: 外观 各部分相互作用 零值误差 测量面平面度 基本尺寸 平行度 刀口内量爪 圆弧内(深度)量爪 备注: 外观 各部分相互作用 零值误差 测量面平面度 基本尺寸 平行度 刀口内量爪 圆弧内(深度)量爪 备注: 外观 各部分相互作用 零值误差 测量面平面度 基本尺寸 平行度 刀口内量爪 圆弧内(深度)量爪 备注: 测量部位 测量点 里端 测量部位 测量点 里端 测量部位 测量点 里端
ห้องสมุดไป่ตู้
温度(℃) 湿度(%RH) 校准结果 校准日期 有效期 校准人 审核人
示值误差 中部 外端
温度(℃) 湿度(%RH) 校准结果 校准日期 有效期 校准人 审核人
QG/CX18.01-04
器具编号 校准依据 标准器编号
测量部位 测量点 里端
管理编号 校准周期 标准器精度
示值误差 中部 外端 温度(℃) 湿度(%RH) 校准结果 校准日期 有效期 校准人 审核人
示值误差 中部 外端
温度(℃) 湿度(%RH) 校准结果 校准日期 有效期 校准人 审核人
示值误差 中部 外端
游标卡尺校验表
xxxxx有限公司
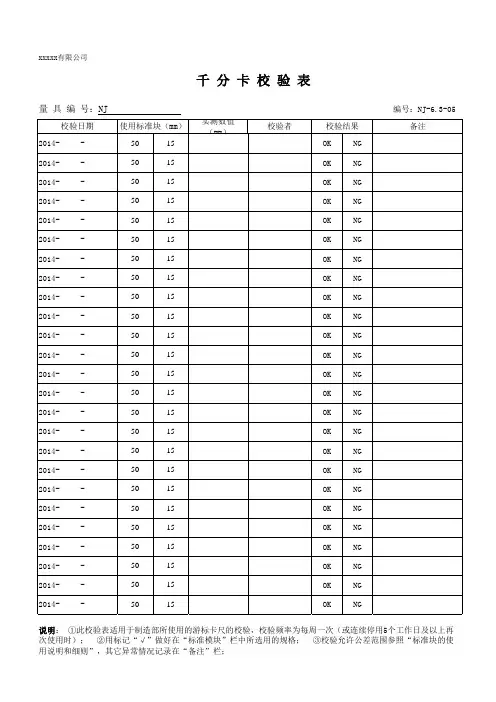
千 分Байду номын сангаас卡 校 验 表
量 具 编 号:NJ
校验日期 2014201420142014201420142014201420142014201420142014201420142014201420142014201420142014201420142014使用标准块(mm) 实测数值(mm) 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 校验者 校验结果 OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG
编号:NJ-6.3-05
备注
说明: ①此校验表适用于制造部所使用的游标卡尺的校验,校验频率为每周一次(或连续停用5个工作日及以上再 次使用时); ②用标记“√”做好在“标准模块”栏中所选用的规格; ③校验允许公差范围参照“标准块的使 用说明和细则”,其它异常情况记录在“备注”栏;
千 分Байду номын сангаас卡 校 验 表
量 具 编 号:NJ
校验日期 2014201420142014201420142014201420142014201420142014201420142014201420142014201420142014201420142014使用标准块(mm) 实测数值(mm) 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 校验者 校验结果 OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG
编号:NJ-6.3-05
备注
说明: ①此校验表适用于制造部所使用的游标卡尺的校验,校验频率为每周一次(或连续停用5个工作日及以上再 次使用时); ②用标记“√”做好在“标准模块”栏中所选用的规格; ③校验允许公差范围参照“标准块的使 用说明和细则”,其它异常情况记录在“备注”栏;
通用卡尺检定原始记录
通用卡尺校准记录表
委托单号: 仪器名称
游标
数显
带表
生产厂家
校准地点
本实验室□ 客户现场□
技术依据
JJG30Hale Waihona Puke 2012校准日期年月
日
校准用标准仪器
型号规格
量块
( ~ )mm
杠杆式千分尺
(0~25)mm
刀口尺
75mm
客户名称 规格型号 (0~ 仪器编号 环境温度 校 准员
编号
校准数据记录:
1.外观和各部分相互作用 正常□ 不正常□
允差:0.01 3.测量面的平面度(μ m)
允差:3μ m
4.测 深 尺 示 值 误 差
校 准 点(mm) 20
校 准 点(mm) 0-150 0-200 0-300 0-400 0-500
41.2 51.2 101.2 41.2 81.5
示 值(mm) 示 值(mm)
示值误差(mm) 允 差(mm) 示值误差(mm) 允 差(mm)
原始记录编号:
)mm
分 度值
管理编号
℃
相对湿度
审核
证 书号
mm
%
技术特征 合格 合格 合格
2. 圆 弧 内量爪
尺 寸(mm)
允 差:[-0.01,+0.01]
平行度(μ m)
允差:10
刀口 内量爪
尺 寸(mm) 平行度(μ m)
允 差:[-0.02,+0.02]
允差:10μ m
2. 示 值 变 动 性(mm)
5.示值误差
81.5 121.8
121.5 191.8
201.5 291.8
81.5 121.8
委托单号: 仪器名称
游标
数显
带表
生产厂家
校准地点
本实验室□ 客户现场□
技术依据
JJG30Hale Waihona Puke 2012校准日期年月
日
校准用标准仪器
型号规格
量块
( ~ )mm
杠杆式千分尺
(0~25)mm
刀口尺
75mm
客户名称 规格型号 (0~ 仪器编号 环境温度 校 准员
编号
校准数据记录:
1.外观和各部分相互作用 正常□ 不正常□
允差:0.01 3.测量面的平面度(μ m)
允差:3μ m
4.测 深 尺 示 值 误 差
校 准 点(mm) 20
校 准 点(mm) 0-150 0-200 0-300 0-400 0-500
41.2 51.2 101.2 41.2 81.5
示 值(mm) 示 值(mm)
示值误差(mm) 允 差(mm) 示值误差(mm) 允 差(mm)
原始记录编号:
)mm
分 度值
管理编号
℃
相对湿度
审核
证 书号
mm
%
技术特征 合格 合格 合格
2. 圆 弧 内量爪
尺 寸(mm)
允 差:[-0.01,+0.01]
平行度(μ m)
允差:10
刀口 内量爪
尺 寸(mm) 平行度(μ m)
允 差:[-0.02,+0.02]
允差:10μ m
2. 示 值 变 动 性(mm)
5.示值误差
81.5 121.8
121.5 191.8
201.5 291.8
81.5 121.8
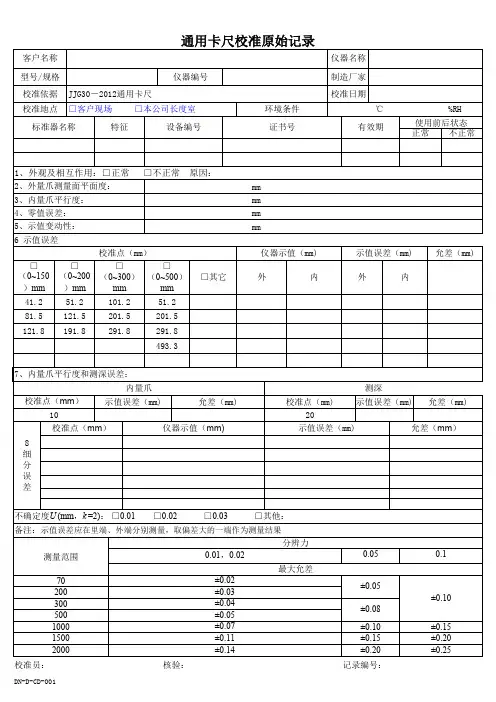
通用卡尺校准原始记录表
4、零值误差:
5、示值变动性:
6 示值误差
□ (0~150
)mm
□ (0~200
)mm
校准点(mm)
□
□
(0~300) (0~500)
mm
mm
□其它
41.2 51.2
101.2
51.2
81.5 121.5 201.5
201.5
121.8 191.8 291.8
291.8
493.3
mm mm mm mm
±0.05
±0.08 ±0.10 ±0.15 ±0.20 记录编号:
0.1
±0.10
±0.15 ±0.20 ±0.25
通用卡尺校准原始记录
客户名称
型号/规格
仪器编号
校准依据 JJG30-2012通用卡尺 校准地点 □客户现场 □本公司长度室
环境条件
标准器名称
特征
设备编号
证书号
仪器名称 制造厂家 校准日期
℃ 有效期
%RH 使用前后状态 正常 不正常
1、外观及相互作用:□正常 □不正常 原因:
2、外量爪测量面平面度:
3、内量爪平行度:
仪器示值(mm)
外
内
示值误差(mm)
外
内
允差(mm)
7、内量爪平行度和测深误差:
内量爪
校准点(mm) 示值误差(mm)
允差(mm)
10
校准点(mm)
仪器示值(mm)
8 细 分 误 差
测深
校准点(mm) 示值误差(mm) 允差(mm)
20
示值误差(mm)
允差(mm)
不确定度U (mm,k =2): □0.01 □0.02
游 标 卡 尺 校 准 记 录 表
固定量爪
活动量爪
5
外量爪两测量面的间隙3(μm)
6
刀口内量爪平行度0.01(mm)
平行度
里端
外端
最小尺寸
11
示
值
误
差
受检点尺寸(mm)
卡尺读数偏差(mm)
松开状态
紧固状态
刀口外量爪
里端
外端
里端
外端
松开
紧固
外
量
爪
深度尺20 mm
备注:
校准证书号:复核:校准:
游标卡尺校准记录表
委托单位:
制造厂:
依据:JJG30-2012
测量范围:
分辨力:
卡尺编号:
温度:℃
委托日期:
校准日期:
表单编号:
相对湿度:%
本次校准所用的主要标准器具:
序号
校准项目
校准结果
1
外观
2
各部分相互作用
外量爪错位(mm)
3
外量爪表面粗糙度0.2(μm)
内量爪表面粗糙度0.4(μm)
4
外量爪测量面的平面度0.03(mm)
活动量爪
5
外量爪两测量面的间隙3(μm)
6
刀口内量爪平行度0.01(mm)
平行度
里端
外端
最小尺寸
11
示
值
误
差
受检点尺寸(mm)
卡尺读数偏差(mm)
松开状态
紧固状态
刀口外量爪
里端
外端
里端
外端
松开
紧固
外
量
爪
深度尺20 mm
备注:
校准证书号:复核:校准:
游标卡尺校准记录表
委托单位:
制造厂:
依据:JJG30-2012
测量范围:
分辨力:
卡尺编号:
温度:℃
委托日期:
校准日期:
表单编号:
相对湿度:%
本次校准所用的主要标准器具:
序号
校准项目
校准结果
1
外观
2
各部分相互作用
外量爪错位(mm)
3
外量爪表面粗糙度0.2(μm)
内量爪表面粗糙度0.4(μm)
4
外量爪测量面的平面度0.03(mm)
通用卡尺检定记录表(0-200mm)(Z编)
受检点尺寸/mm 示值误差/mm 检定结论
1mm
2mm
3mm
4mm
说明:1、检定项目符合规程要求,可用“√”或“合格”表示;2、根据检定规程,本次检定按后续检定的项目和要求进行检定; 3、零值误差、示值误差的检定在螺钉紧固和松开两种状态下,取测量误差值大者。 第 1 页,。 带表卡尺示值变动性。
10 数显卡尺数字漂移,在1小时内不大于1个分辨力。 受检点尺寸/mm
⒒ 示 值 误 差
刀口内量爪/mm 刀口外量爪/mm 外量爪/mm 松 允差/mm 紧 里端 中间 外端 里端 中间 外端 里端 外端 里外端差 取 51.20 ±0.02 值 121.50 ±0.03 大 191.80 ±0.03 的 示值误差(取刀口中间值及外量爪里外端值之最大值)/mm 20mm深度示值误差/mm 数显卡尺细分误差/mm ±0.02 5mm 细分误差/mm 核验员 允差/mm ±0.02 检定员
通用卡尺检定记录表(0-200mm)
记录号: 送检单位 型号规格 检定依据 检定类型 地点 序号 1 2 外观 各部分相互作用 游标尺刻线与主标尺刻线平行,无目力可见的倾斜。 3 各 位部 置分 相 对 游标尺标记表面陵边与主标尺标记表面距离。 圆标尺的指针尖端应盖住短标记长度的30%-80%,指针末端与标尺标记 表面之间的间隙应不大于规定值。 卡尺两外量爪合并时,无目力可见的间隙。 外量爪测量面的平面度。 深度卡尺的尺框与尺身同一平面度。 圆弧内量爪基本尺寸偏差。 圆弧内量爪两测量面的平行度。 "零"标记与主尺相应标记的重合度(松紧取大值) 后续检定 温度 检定日期 ℃ (20±5)℃ 检定项目 湿度 %RH 编号 计量器具名称 制造厂 检定主要计量标准器 证书号 <80%RH 平衡时间 允差 无 无 无 ≤0.30mm ≤0.7mm 无 ≤0.003mm ≤0.005mm ±0.01mm ≤0.01mm ≤0.01mm ±0.005mm >2h 检定结果
通用卡尺校准原始记录表
示值 示值误差 (mm)
41.2
51.2 101.2 101.2
七、示值 误差 (允差
稳=H H1
见表6) (mm)
81.5 121.8 51.2 121.5
101.2 201.5 291.8 393
201.5 291.8 400 500
201.5 291.8 400 600
191.8 493.3 600
800
稳=H H1
101.2
1000
201.5
291.8
八、细分误 差误差(允 差见表6)
(mm) (数显卡尺
才有此项 目)
校准点(mm) 1 2 3 4 5
示值(mm)
示值误差(mm)
F-YSJL-CD-001
第1页 共1页
通用卡尺校准原始记录表
CNAS: (0~1000)mm
委托单位名称:鼎合远传技术(北京)股份有限公司
原始记录编号:GC2009601
仪器名称 □游标 □带表 □数显 卡尺 规格型号
(0~
)mm
生产商
出厂编号
地点
温度
ห้องสมุดไป่ตู้
℃
管理编号
校准日期
相对湿度
%
技术依据
JJG30-2012
校准员
审核员
测量结果扩展不确定度
□300mm及以内: U=0.01mm □300mm以上: U=0.02mm □ U= mm
结论
所校项目符合技术要求□ 参照校准结果使用 □
校准用主要计量标准器具
型号规格
编号
量块
(10~291.8)mm
68665□ 74449□
量块
(0.5~100)mm
游标卡尺校准记录表格
1200
游标卡尺校准记录表
量具编号: 量具名称游标卡尺
校准项目 示值误差(mm) 里 外 游标卡尺校验结果 序号 1 2 3 4 校准项目 测量面的平面度 内量爪的平行度 内量爪的基本尺寸 示值误差 结果 位置 50 100 125 150
规格
精度
检定日期:
受检点 200
校准人: 校准周期
400
600
游标卡尺校准记录表
量具编号: 量具名称游标卡尺
校准项目 示值误差(mm) 里 外 游标卡尺校验结果 序号 1 2 3 4 校准项目 测量面的平面度 内量爪的平行度 内量爪的基本尺寸 示值误差 结果 位置 50 100 125 150
规格
精度
检定日期:
受检点 2ห้องสมุดไป่ตู้0
校准人: 校准周期
400
600
1000
1000
1200