通用卡尺检定和校准原始记录
卡尺内校记录表
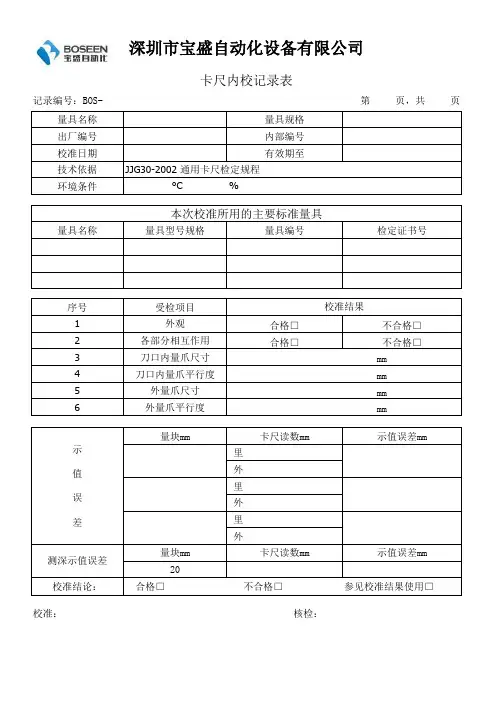
记录编号:BOS量具名称 出厂编号 校准日期 技术依据 环境条件
量具名称
卡尺内校记录表
量具规格
内部编号
有效期至
JJG30-2002 通用卡尺检定规程
°C
%
本次校准所用的主要标准量具
量具型号规格
量具编号
第 页,共 页 检定证书号源自序号 1 2 3 4 5 6
示 值 误 差
测深示值误差 校准结论: 校准:
受检项目 外观
各部分相互作用 刀口内量爪尺寸 刀口内量爪平行度
外量爪尺寸 外量爪平行度
合格□ 合格□
校准结果
不合格□ 不合格□ mm mm mm mm
量块mm
量块mm 20
合格□
卡尺读数mm 里 外 里 外 里 外
卡尺读数mm
不合格□
示值误差mm
示值误差mm 参见校准结果使用□
核检:
通用卡尺检定原始记录
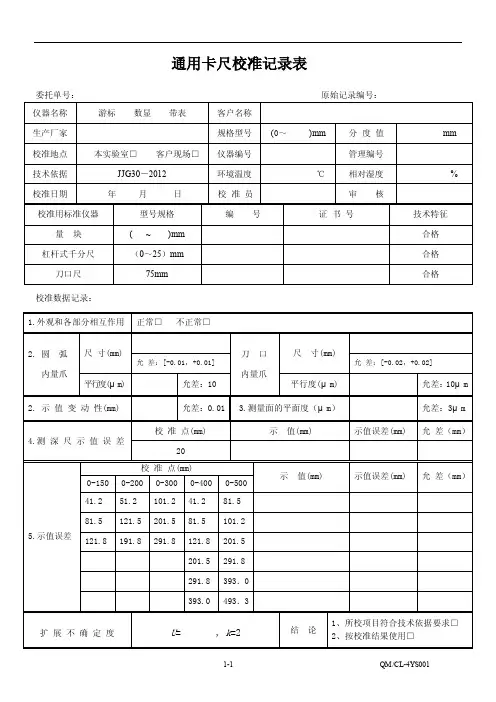
委托单号: 仪器名称
游标
数显
带表
生产厂家
校准地点
本实验室□ 客户现场□
技术依据
JJG30Hale Waihona Puke 2012校准日期年月
日
校准用标准仪器
型号规格
量块
( ~ )mm
杠杆式千分尺
(0~25)mm
刀口尺
75mm
客户名称 规格型号 (0~ 仪器编号 环境温度 校 准员
编号
校准数据记录:
1.外观和各部分相互作用 正常□ 不正常□
允差:0.01 3.测量面的平面度(μ m)
允差:3μ m
4.测 深 尺 示 值 误 差
校 准 点(mm) 20
校 准 点(mm) 0-150 0-200 0-300 0-400 0-500
41.2 51.2 101.2 41.2 81.5
示 值(mm) 示 值(mm)
示值误差(mm) 允 差(mm) 示值误差(mm) 允 差(mm)
原始记录编号:
)mm
分 度值
管理编号
℃
相对湿度
审核
证 书号
mm
%
技术特征 合格 合格 合格
2. 圆 弧 内量爪
尺 寸(mm)
允 差:[-0.01,+0.01]
平行度(μ m)
允差:10
刀口 内量爪
尺 寸(mm) 平行度(μ m)
允 差:[-0.02,+0.02]
允差:10μ m
2. 示 值 变 动 性(mm)
5.示值误差
81.5 121.8
121.5 191.8
201.5 291.8
81.5 121.8
通用卡尺校准原始记录表
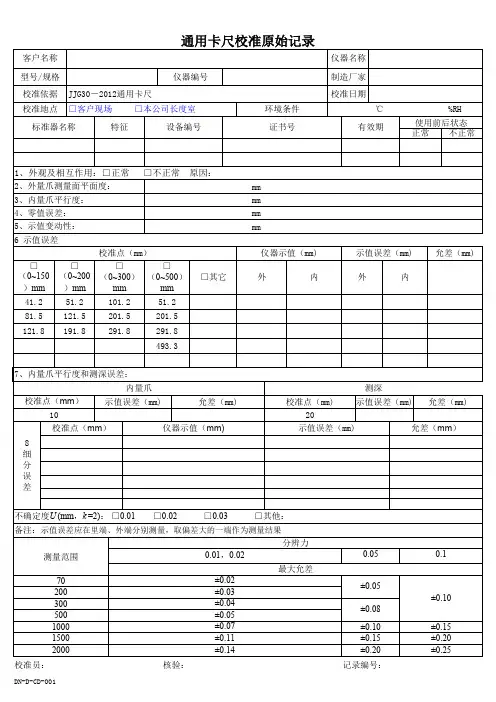
4、零值误差:
5、示值变动性:
6 示值误差
□ (0~150
)mm
□ (0~200
)mm
校准点(mm)
□
□
(0~300) (0~500)
mm
mm
□其它
41.2 51.2
101.2
51.2
81.5 121.5 201.5
201.5
121.8 191.8 291.8
291.8
493.3
mm mm mm mm
±0.05
±0.08 ±0.10 ±0.15 ±0.20 记录编号:
0.1
±0.10
±0.15 ±0.20 ±0.25
通用卡尺校准原始记录
客户名称
型号/规格
仪器编号
校准依据 JJG30-2012通用卡尺 校准地点 □客户现场 □本公司长度室
环境条件
标准器名称
特征
设备编号
证书号
仪器名称 制造厂家 校准日期
℃ 有效期
%RH 使用前后状态 正常 不正常
1、外观及相互作用:□正常 □不正常 原因:
2、外量爪测量面平面度:
3、内量爪平行度:
仪器示值(mm)
外
内
示值误差(mm)
外
内
允差(mm)
7、内量爪平行度和测深误差:
内量爪
校准点(mm) 示值误差(mm)
允差(mm)
10
校准点(mm)
仪器示值(mm)
8 细 分 误 差
测深
校准点(mm) 示值误差(mm) 允差(mm)
20
示值误差(mm)
允差(mm)
不确定度U (mm,k =2): □0.01 □0.02
高度卡尺检定原始记录
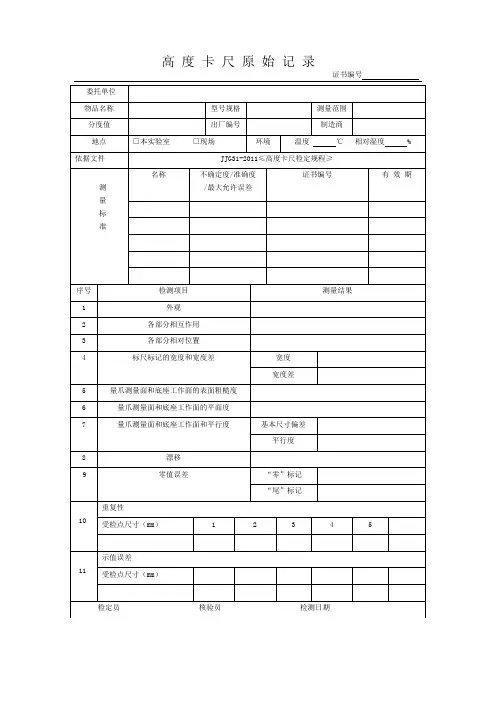
6
量爪测量面和底座工作面的平面度
7
量爪测量面和底座工作面和平行度
基本尺寸偏差
平行度
8
漂移
9
零值误差
“零”标记
“尾”标记
10
重复性
受检点尺寸(mm)
1
2
3
4
5
11
示值误差
受检点尺寸(mm)
检定员 核验员 检测日期
委托单位
物品名称
型号规格
测量范围
分度值
出厂编号
制造商
地点
□本实验室 □现场
环境
温度℃ 相对湿度%
依据文件
JJG31-2011≤高度卡尺检定规程≥
测
量
标
准
名称
不确定度/准确度 /最大允许误差
证书编号
有 效 期
பைடு நூலகம்序号
检测项目
测量结果
1
外观
2
各部分相互作用
3
各部分相对位置
4
标尺标记的宽度和宽度差
宽度
宽度差
5
通用卡尺校准规范
通用卡尺校准规范1.范围本校准规范适用于本公司分度值(游标类和表类)或分辨力(数显类)为0.01,0.02,0.05,测量范围上限到2000mm通用卡尺的校准。
本校准规范规定了通用卡尺的校准条件、校准项目、校准要求、校准方法和校准结果的处理、复校的时间间隔。
2.引用文献和规程:GB/T1214.1~1214.4-1996游标卡尺类卡尺JJG30-2012通用卡尺检定规程3.概述通用卡尺按其主要结构形式,分别为游标卡尺、电子数显卡尺、带表卡尺、深度游标卡尺。
4.校准条件和校准项目4.1校准条件:4.1.1校准室内温度(20±5)℃;湿度不超过80%RH;4.1.2校准前,将被校卡尺及量块等校准用设备同时置于平板上,其平衡温度时间为2小时。
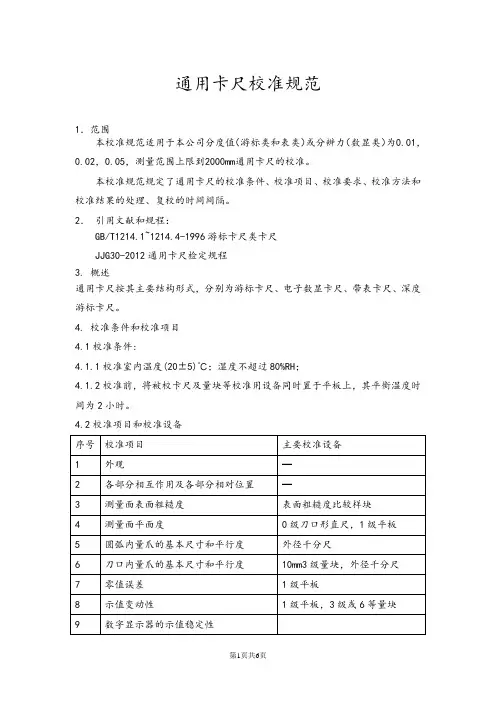
4.2校准项目和校准设备5.1外观5.1.1要求:卡尺表面应镀层均匀、标尺标记应清晰,表蒙透明清洁。
不应有锈蚀、碰伤、毛刺、镀层脱落及明显划痕,无目力可见的断线或粗细不匀等以及影响外观质量的其他缺陷。
卡尺上必须有制造厂名或商标、CMC标志、分度值和出厂编号。
使用中和修理后的卡尺,允许有不影响使用准确度的外观缺陷。
5.1.2校准方法:目力观察。
5.2各部分相互作用及各部分相对位置:5.2.1要求::尺框沿尺身移动应手感平稳,不应有阻滞或松动现象。
数字显示应清晰、完整,无黑斑和闪跳现象。
各按钮功能稳定、工作可靠;紧固螺钉和微动装置的作用应可靠;主尺尺身应有足够的长度裕量,以保证在测量范围上限时尺框及微动装置在尺身之内。
游标尺刻线与主标尺刻线应平行,无目力可见的倾斜;游标尺标记表面棱边至主标尺标记表面的距离应不大于0.30mm;圆标尺的指针尖端应盖住短标记长度的30%~80%。
指针末端与标尺标记表面之间的间隙应不大于表6的规定。
卡尺两外量爪合并时,应无目力可见的间隙。
表6指针末端与标尺标记表面之间的间隙5.2.2校准方法:目力观察和手动试验。
5.3测量面的表面粗糙度5.3.1要求:应不超过表1规定表1测量面表面粗糙度5.3.2校准方法:用表面粗糙度比较样板进行比较校准。
检定校准计量测试部门原始记录
检定校准计量测试部门原始记录校准计量测试部门原始记录检定1.引言在校准计量测试部门进行校准测试过程中,为了保证测试结果的准确性和可靠性,需要进行原始记录的检定。
本次检定主要目的是确认原始记录的完整性、可读性和准确性,以及记录的合规性和符合标准规范的要求。
2.检定流程(1)确认原始记录的完整性。
检定员首先需要检查原始记录的完整性,包括检查所有必要的数据和信息是否都完整记录下来,是否有遗漏或者错误。
确认原始记录中包括了测试的日期、时间、地点、所使用的设备和仪器、测试对象的特征参数等相关信息。
(2)检查原始记录的可读性。
检定员需要确保原始记录的文字清晰明了,字迹工整,使用的符号和单位规范一致,避免使用模糊不清的手写或者缩写词语,保证他人能够理解并复现测试过程。
(3)验证原始记录的准确性。
检定员需要核对原始记录中的数据和结果,并与测试过程中所使用的仪器和设备进行比对,确保记录的数据准确无误。
对于涉及到多次测试的情况,检定员需进行数据的平均值计算,确保结果的准确性。
(4)判断记录的合规性。
检定员需要对原始记录进行评估,确认记录的合规性。
合规性包括记录是否符合ISO9001质量管理体系要求,是否遵守所适用的标准和规范,是否按照校准程序和操作规程进行记录,以及是否符合相关法律法规的要求等。
(5)分析记录的符合性。
检定员需要分析记录的符合性,即确认记录的内容是否能够满足校准测试的目的和要求。
检定员需要根据校准测试的目标和标准规范,检查记录的内容是否完整、详细,并且包含了测试流程、测量结果、不确定度等必要信息。
3.检定结果(1)完整性检定结果。
经过确认,原始记录中的数据和信息完整,没有遗漏或者错误记录。
(2)可读性检定结果。
原始记录的文字清晰明了,字迹工整,使用的符号和单位规范一致,易于阅读和理解。
(3)准确性检定结果。
经过核对,原始记录中的数据准确无误,并与测试仪器和设备的结果一致。
(4)合规性检定结果。
原始记录符合ISO9001质量管理体系要求,遵守适用的标准和规范,并按照校准程序和操作规程进行记录,符合相关法律法规的要求。
千分尺原始记录
标准值(μm)
示值(μm)
示值误差(μm)
允差(μm)
允许误差
外径0级1级
0~100±2±4
100~150 -----±5
150~200 -----±6
200~300 -----±7
结论:□ 所校项目符合技术要求 □ 参照校准结果使用
测量结果的扩展不确定度:
(k=2)
(依据: JJG1059.I-2012《测量不确定度评定与表示》)
计量特性
一、外观检查:□ 符合要求 □ 缺陷 ( )
项次
校准项目
数据结果
技术指标参数
1
外观
□ 符合要求 □有缺陷( )
2
各部分相互作用
□ 符合要求 □不符合要求( )
3
两工作面的平面度
μm
零级外径0.6μm,1级外径1μm,壁厚1.2μm,板厚1μm
4
两工作面平行度
μm
外径0级1级
0~25 1 2
示值误差
注:限制使用范围(项目)及条件:
校准人:核பைடு நூலகம்人:
深圳市展旺连接器有限公司证书编号:
千分尺原始记录
器具名称:出厂编号:
规格/型号:分度值:
制造商:
校准日期:年月日
校准地点 □ 本公司实验室 校准周期: □ 一年 □ 两年 □ 半年
校准依据的文件:JJG30-2012《通用卡尺检定规程》:
校准所使用的只要计量标准:
仪器名称/型号
编号
证书编号/有效期至
通用卡尺点检记录表
录 状态正常用“√”表示,异常用“×”表示,检查项不适用“/”表示。早班或日常班 方 在每一项的上方格中记录,晚班在每一项的下方格中记录。并填写点检日期,点检人 法 签名,复核人签名
测 量
年
月
测量设备保管者:
日期
记 点检要求每班进行,逐项对设备进行点检,并将结果记录于 “测量设备点检表”, 录 状态正常用“√”表示,异常用“×”表示,检查项不适用“/”表示。早班或日常班 方 在每一项的上方格中记录,晚班在每一项的下方格中记录。并填写点检日期,点检人 法 签名,复核人签名
螺钉确实紧固、结构 部件无缺失,无变形
异常报修
4
液晶显示及按键
液晶显示是否正常, 按键功能是否正常
目视 测试前
实测
显示无断码,无闪烁 异常报修
按键功能正常
5 计量标识
标识是否在有效期内 测试前 目视 无脱落,有效期内 异常送检
6 上、下量爪 7 测深尺 8 量值准确性 9 量值准确性
检查磨损程度
测试前 目视
测量设备点检记录表
测 量
测量设备名称:
型 号
序 号
检查部位
内容
周期 方法
检定、校准计量测试部门原始记录模板
×××校准原始记录
委托单位名Байду номын сангаас:地址:
仪器名称
证书编号
制造厂
型号/规格
出厂编号
标准装置(器)名称
计量标准(器)证书号:
有效期至
测量范围
不确定度/(或准确度等级)/或最大允许误差
校准依据
温度
℃
湿度
%RH
校准日期
年月日
建议有效期至
年月日
校准:核验:批准:
以下为校准内容及结果
×××检定原始记录
送检单位:地址:
仪器名称
证书编号
制造厂
型号/规格
出厂编号
标准装置名称
计量标准证书号:
有效期至
测量范围
不确定度/(或准确度等级)/或最大允许误差
检定依据
温度
℃
湿度
%RH
检定日期
年月日
有效期至
年月日
结论
检定员:核验员:
以下为检定内容及结果
计量标准状态:检定前正常不正常;检定后正常不正常
计量标准状态:校准前正常不正常;校准后正常不正常
被检仪器状态:校准前正常不正常;校准后正常不正常
备注:2.如果开展校准的项目没有计量标准证书,则填写主标准器的信息。
3.如果有客户要求提供测量结果的不确定度,可在校准内容后给出。
4.以上内容可做成表格形式也可不用,只要内容齐全即可。
通用卡尺检定记录表(0-200mm)(Z编)
受检点尺寸/mm 示值误差/mm 检定结论
1mm
2mm
3mm
4mm
说明:1、检定项目符合规程要求,可用“√”或“合格”表示;2、根据检定规程,本次检定按后续检定的项目和要求进行检定; 3、零值误差、示值误差的检定在螺钉紧固和松开两种状态下,取测量误差值大者。 第 1 页,。 带表卡尺示值变动性。
10 数显卡尺数字漂移,在1小时内不大于1个分辨力。 受检点尺寸/mm
⒒ 示 值 误 差
刀口内量爪/mm 刀口外量爪/mm 外量爪/mm 松 允差/mm 紧 里端 中间 外端 里端 中间 外端 里端 外端 里外端差 取 51.20 ±0.02 值 121.50 ±0.03 大 191.80 ±0.03 的 示值误差(取刀口中间值及外量爪里外端值之最大值)/mm 20mm深度示值误差/mm 数显卡尺细分误差/mm ±0.02 5mm 细分误差/mm 核验员 允差/mm ±0.02 检定员
通用卡尺检定记录表(0-200mm)
记录号: 送检单位 型号规格 检定依据 检定类型 地点 序号 1 2 外观 各部分相互作用 游标尺刻线与主标尺刻线平行,无目力可见的倾斜。 3 各 位部 置分 相 对 游标尺标记表面陵边与主标尺标记表面距离。 圆标尺的指针尖端应盖住短标记长度的30%-80%,指针末端与标尺标记 表面之间的间隙应不大于规定值。 卡尺两外量爪合并时,无目力可见的间隙。 外量爪测量面的平面度。 深度卡尺的尺框与尺身同一平面度。 圆弧内量爪基本尺寸偏差。 圆弧内量爪两测量面的平行度。 "零"标记与主尺相应标记的重合度(松紧取大值) 后续检定 温度 检定日期 ℃ (20±5)℃ 检定项目 湿度 %RH 编号 计量器具名称 制造厂 检定主要计量标准器 证书号 <80%RH 平衡时间 允差 无 无 无 ≤0.30mm ≤0.7mm 无 ≤0.003mm ≤0.005mm ±0.01mm ≤0.01mm ≤0.01mm ±0.005mm >2h 检定结果
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
12
示
值
误
差
受检点尺寸
(㎜)
刀口外量爪读数(mm)
刀口内量爪读数(mm)
允差
(㎜)
外端
里端Hale Waihona Puke 中间外端里端
中间
20mm深度示值
(㎜)
数显卡尺细分误差
受检点
1mm
2mm
3mm
4mm
5mm
允差(㎜)
读数值
结论
主要设备名称
量块块组
主要设备编号
检定
核检
检定日期
年 月 日
注:*为后续检定可不检定项。证书号NO:
各部分相互作用
3
各部分相对位置
4
标尺标记的宽度和宽度差(*)
(㎜)
5
测量面的表面粗糙度(*)
Ra (μm)
6
测量面的平面度
(㎜)
7
圆弧内量爪的基本尺寸和平行度
圆弧内量爪尺寸: (㎜)平行度: (㎜)
8
刀口内量爪的平行度
(㎜)
9
零值误差
(㎜)
10
示值变动性(只对数显和带表卡尺)
(㎜)
11
数显卡尺数字漂移
通用卡尺检定/校准记录
记录编号NO:第1页共1页
送样单位
量具名称
分度值
制造厂
出厂编号
地点
测量范围
0 ~ (㎜)
温度
℃
湿度
%RH
检前样品有效性检查
检后样品有效性检查
检测仪器使用前状态
检测仪器使用后状态
本次检测依据技术文件
JJG 30-2012《通用卡尺检定规程》
序号
检定/校准项目
检定/校准结果
1
外观
2