电镀锌及电流效率测定
电镀锌化学实验报告

实验名称:电镀锌化学实验实验日期:2023年4月10日实验地点:化学实验室实验人员:张三、李四一、实验目的1. 了解电镀锌的基本原理和工艺流程。
2. 掌握电镀锌的操作步骤和方法。
3. 学习电镀锌过程中可能出现的故障及解决方法。
4. 通过实验,验证电镀锌的效果。
二、实验原理电镀锌是一种利用电解质溶液在电极间施加电流,使金属离子在阴极上还原沉积形成金属镀层的工艺。
在电镀锌过程中,锌离子在阴极上得到电子还原为锌原子,沉积在工件表面,形成锌镀层。
三、实验器材1. 电镀槽:1个2. 阴极棒:1根3. 阳极棒:1根4. 电源:1台5. 滤纸:1包6. 锌盐:适量7. 氯化钠:适量8. 氢氧化钠:适量9. 酒精:适量10. 秒表:1个1. 准备电镀液:按照配方,将适量的锌盐、氯化钠和氢氧化钠溶解于去离子水中,搅拌均匀。
2. 将阴极棒和阳极棒分别放入电镀槽中,保持一定距离。
3. 将工件放入电镀槽中,确保工件与阴极棒接触良好。
4. 开启电源,调节电流至1A。
5. 记录电镀时间,每隔5分钟取下工件观察镀层情况。
6. 电镀完成后,关闭电源,取出工件,用滤纸擦去表面的附着物。
7. 对比实验前后工件的外观和性能。
五、实验现象1. 电镀过程中,工件表面逐渐形成均匀的锌镀层。
2. 阳极棒表面有锌沉积,形成锌镀层。
3. 电镀液颜色逐渐变深。
六、实验结果与分析1. 实验结果表明,电镀锌过程顺利,工件表面形成了均匀、致密的锌镀层。
2. 镀层厚度与电镀时间成正比,电镀时间越长,镀层越厚。
3. 镀层表面光亮,无气泡、无裂纹、无脱落现象。
七、讨论与改进1. 实验过程中,电流过大可能导致镀层过厚,电流过小则镀层过薄。
在实际生产中,应根据工件尺寸和镀层要求调整电流。
2. 电镀液成分和浓度对镀层质量有很大影响。
在实验过程中,应严格控制电镀液成分和浓度,以确保镀层质量。
3. 为了提高镀层附着力,可对工件进行预处理,如喷砂、酸洗等。
4. 电镀过程中,应避免工件与电极直接接触,以免损坏电极。
电镀锌_镍合金工艺探讨(1)
2000 年 5 月 电 镀 与 精 饰 第 22 卷第 3 期( 总 132 期) · 15 ·
第一汽车集团公司大众公司参照德国大众公司 的技术标准, 对轿车部分耐蚀零件提出了电镀锌-镍 合金的要求, 同时按照德国及大众公司的技术标准, 对锌-镍合金电镀液提出了应为弱酸性溶液及锌-镍 合金镀层含镍量在 10% ~15% 等系列技术要求。但 国内目前无符合其技术标准要求的成熟工艺, 因此 我们对锌-镍合金工艺又进行了选择和研究。
电镀锌-镍合金溶液的 pH 值控制比镀镍液更 为重要。硼酸作为缓冲剂, 主要在阴极表面附近起缓 冲作用, 保证合金镀层的成分均匀和稳定。 2. 2. 4 络合剂
络合剂与锌离子或镍离子形成络离子, 提高阴 极极化, 使镀层结晶细致、平整光滑。 2. 2. 5 添加剂
起光亮作用, 并能提高镀液的分散能力, 同时使 电流密度对镀层镍含量的影响变小。 2. 2. 6 十二烷基硫酸钠
J K = 3 A / dm2; pH= 4. 8; = 34℃ 图 1 ( cZn2+ / cNi2+ ) 对镀层中镍含量 的影响
· 16 · M ay 2000 Plat ing and Finishing V ol. 22 N o . 3
3. 2 阴极电流密度对镀层中镍含量的影响 试验结果见图 2。 从图 2 可见, 电流密度在 0~15 A / dm 2 范围内
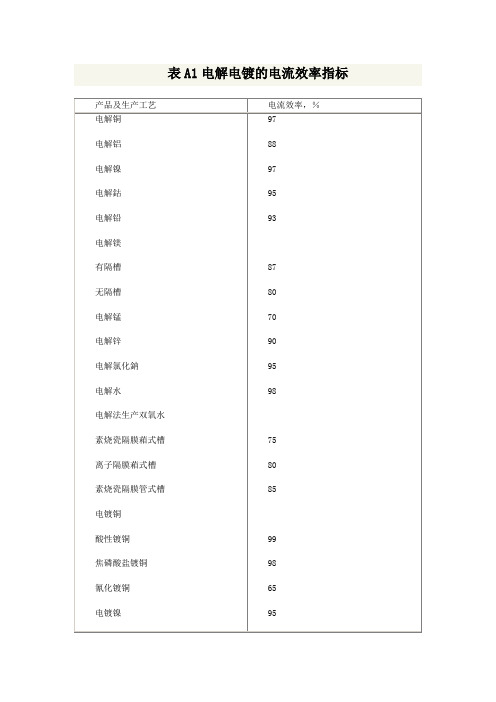
电解电镀的电流效率指标
电解铜
酸性镀铜
碱性镀铜
电镀镍
电Hale Waihona Puke 鉻电镀锌酸性镀锌碱性镀锌
0.3
4.3
4.1
0.5
2.0
5.0
3.0
6.8
5.5
5.0
3.2
3.1
3.3
5.6
4.8
5.0
2.3
3.0
4.0
5.0
7.0
3.0
5.0
98
75
80
85
99
98
65
95
14
95
75
表A2电解电镀的平均电压指标
产品及生产工艺
平均槽电压,V
电解铜
电解鋁
自焙阳极槽
预焙阳极槽
电解铅
电解镍
电解鈷
微型塑料隔膜槽
帆布隔膜槽
电解镁
有隔槽
无隔槽
电解锰
电解锌
电解氯化鈉
离子交换膜槽
金属阳极槽
电解法生产双氧水
素烧瓷隔膜葙式槽
离子隔膜葙式槽
素烧瓷隔膜管式槽
电解水
表A1电解电镀的电流效率指标
产品及生产工艺
电流效率,%
电解铜
电解铝
电解镍
电解鈷
电解铅
电解镁
有隔槽
无隔槽
电解锰
电解锌
电解氯化鈉
电解水
电解法生产双氧水
素烧瓷隔膜葙式槽
离子隔膜葙式槽
素烧瓷隔膜管式槽
电镀铜
酸性镀铜
焦磷酸盐镀铜
氰化镀铜
电镀镍
电镀鉻
电镀锌
酸性镀锌
碱性镀锌
97
88
97
电镀电流效率计算公式(一)

电镀电流效率计算公式(一)电镀电流效率计算公式下面列举了一些与电镀电流效率计算相关的公式,并且提供了例子来解释说明。
1. 电流效率(Current Efficiency, CE)计算公式电流效率衡量了电镀过程中得到的期望产品与实际电镀的金属的比例。
公式如下:CE = (W_exp / W_act) * 100%其中, CE - 电流效率; W_exp - 期望电镀的金属的质量(单位:克,g); W_act - 实际电镀的金属的质量(单位:克,g)。
示例假设期望电镀的金属质量为150克,实际电镀的金属质量为135克,则电流效率的计算如下:CE = (150 / 135) * 100% = %因此,电流效率为%。
2. 分析电流效率(Analyzed Current Efficiency, ACE)计算公式分析电流效率用于评估电镀过程中各组分之间的分离程度。
公式如下:ACE = (W_exp_component / W_exp) * CE其中, ACE - 分析电流效率; W_exp_component - 期望电镀组分的质量(单位:克,g); W_exp - 期望电镀的金属的质量(单位:克,g); CE - 电流效率。
示例假设期望电镀的金属质量为150克,其中组分A的质量为50克,实际电镀的金属质量为135克,电流效率为%,则分析电流效率的计算如下:ACE = (50 / 150) * % = %因此,分析电流效率为%。
3. 净电流效率(Net Current Efficiency, NCE)计算公式净电流效率是考虑了副反应对电流效率的影响后的结果,用于评估电镀过程中纯度的提高程度。
公式如下:NCE = (W_exp_pure / W_act) * 100%其中, NCE - 净电流效率; W_exp_pure - 期望电镀纯金属的质量(单位:克,g); W_act - 实际电镀的金属的质量(单位:克,g)。
电镀液的电流效率及其测定方法

文章编号:1001-3849(2008)05-0027-03电镀液的电流效率及其测定方法¹覃奇贤,刘淑兰(天津大学化工学院,天津300072)摘要:电流效率特别是阴极电流效率是电镀液的重要性能之一。
本文介绍了法拉弟定律、电化当量及电流效率的基本概念;电流效率的测定方法;电量计的种类以及电流效率在选择最佳电镀工艺、确定阴极和阳极面积比等方面的应用。
关键词:法拉弟定律;电化当量;电流效率;电量计中图分类号:TQ153文献标识码:BCurrent Efficiencies of Electroplating Bath andMeasurement Method ThereofQIN Q-i x ian,LIU Shu-lan引言研制一种新的电镀工艺并将其应用于生产时,除了给出电镀液的组成及工艺条件外,还需要测定镀层性能及镀液性能,镀液性能如电导率、电流效率、分散能力和深镀能力等,其中阴极电流效率的数值能反映劳动生产率的高低以及电能的消耗情况。
这里应该特别强调的是,不能将电流效率与电镀生产效率相混淆,电流效率是电镀液的性能,它与设备等情况无关。
以下就电镀液电流效率测定的理论依据、电流效率的测定方法包括电量计的使用、测量步骤及计算等做些简单的介绍。
最后介绍一下电流效率的测定在电镀生产中的重要性。
1法拉弟定律111法拉弟定律的导出当外电流通过电镀槽时,自外电路流入阴极的电子将全部参加阴极反应,同时在阳极与电镀液界面又将发生失电子的氧化反应,将与阴极消耗的相同数量的电子输送到外线路,即电流通过阴极与电镀液界面以及阳极与电镀液界面时,发生了电子的消耗和产生的问题,也就是说电流通过电极与溶液界面时发生了得失电子的电化学反应,通过大量实验总结出:参加电化学反应的反应物及形成产物的质量与电极上通过的电量间,存在一定的关系,可以用法拉弟定律来描述。
大量实践证明,当电流通过镀槽时,电极上形成产物的量(或反应物的消耗量)与通过的电流和通电时间成正比,以下式表示m=k I t(1)因为Q=I t所以m=k Q(2)式中:m为电极上形成产物的质量,g;I为电极上通过的电流,A;t为通电时间,h;Q为电极上通过的电量,C或A#h;k为常数,g/h或g/C。
镀锌量检测方法

镀锌量检测方法
以下是 8 条关于镀锌量检测方法的内容:
1. 嘿,你知道吗?有一种超简单的镀锌量检测方法,就是通过测厚仪来测量呀!就像你想知道自己的身高,拿尺子量一量一样简单。
比如说,你拿着测厚仪对着镀锌的物品一测,立马就能知道镀锌层的厚度啦,这不是很神奇吗?
2. 哇塞,还有 chemical test 化学测试法呢!你就想想化学实验的奇妙,这就跟那一样!比如把试剂滴在镀锌表面,通过颜色变化或者其他反应,就能大致判断出镀锌量多少啦,是不是很有意思?
3. 嘿呀,还有重量法也可以检测镀锌量哟!就好比你要称一块巧克力有多重,把镀锌的部分取下来称重,然后和没镀锌之前对比,就能算出镀锌量啦,是不是很直白易懂呀?
4. 呀,有一种叫库仑法的也很厉害哦!就像你在努力寻找宝藏一样,通过这种方法能精确找到镀锌量呢。
比如在一个特定的装置里进行测试,就能得出准确的数据,厉害吧?
5. 哇哦,金相显微镜法也能行呢!这就好像拿着放大镜观察小昆虫一样仔细,通过显微镜观察镀锌的组织结构,能推测出镀锌量哦,太神奇了吧?
6. 嘿,还有阳极溶解库仑法呀!就跟解决一个难题似的,通过特殊的电解过程来检测镀锌量。
比如说在专门的仪器里进行操作,眼看着数据出来,是不是超有成就感?
7. 哎呀,X 射线荧光法也可以哦!这不就像有一双透视眼,能直接看到镀锌层里面。
像对一个神秘物体探秘一样,用这种方法能快速知道镀锌量呢!
8. 哇,最后说说哈希法吧!这就好像是一个特别的钥匙,能打开镀锌量检测的大门。
比如按照特定步骤操作,数据就乖乖出现啦。
所以说,这些检测方法是不是都超有趣呀?我觉得这些方法都各有特点,我们可以根据实际情况选择最合适的方法来准确检测镀锌量,这样才能保证产品质量哦!。
怎样测定电镀溶液的电流效率

怎样测定电镀溶液的电流效率?
镀液电流效率的测试通常是采用铜库仑计法。
铜库仑计实际上是一个镀铜电解槽。
它具有电流效率为100%而电极上的析出物又都能收集起来的特点,并且镀槽中没有漏电现象。
测试的精确度可达到0.1%~0.05%,完全可以满足电沉积工艺的要求。
铜库仑计的电解液组成如下:硫酸铜125g/L,硫酸25mL/L,乙醇50m L/L。
铜库仑计与被测电镀液的连接方法如下图所示。
测量前,将铜库仑计的阴极试片b和被测试电解液槽中的阴极试片a洗干净、烘干并准确称重。
按被测电解液的工艺要求通电一段时间后,取出试片a和b,洗净、烘干再准确称重。
然后按下式计算出阴极电流效率:
式中ηk——被测液阴极电流效率;
a——被测液镀槽中阴极试片的实际增重;
b——铜库仑计上阴极试片b的实际重量;
k——被测镀液中阴极上析出物质的电化当量,g/(A·h);1.186——铜的电化当量,g/(A·h)。
实验15_光亮镀锌及化学镀镍实验报告
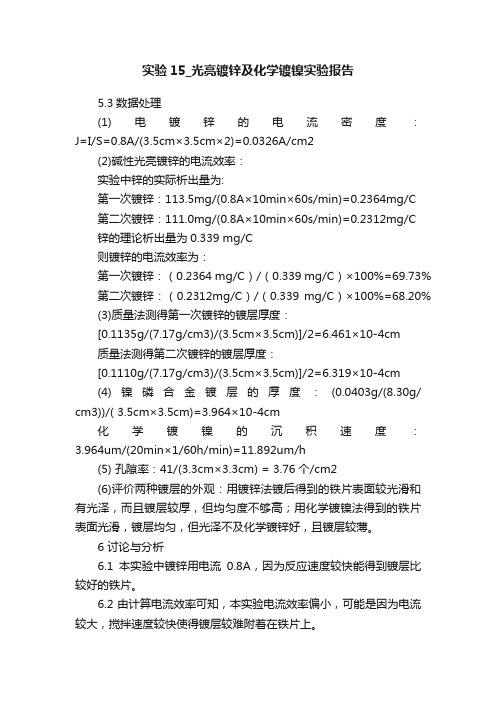
实验15_光亮镀锌及化学镀镍实验报告5.3数据处理(1)电镀锌的电流密度:J=I/S=0.8A/(3.5cm×3.5cm×2)=0.0326A/cm2(2)碱性光亮镀锌的电流效率:实验中锌的实际析出量为:第一次镀锌:113.5mg/(0.8A×10min×60s/min)=0.2364mg/C第二次镀锌:111.0mg/(0.8A×10min×60s/min)=0.2312mg/C锌的理论析出量为0.339 mg/C则镀锌的电流效率为:第一次镀锌:(0.2364 mg/C)/(0.339 mg/C)×100%=69.73%第二次镀锌:(0.2312mg/C)/(0.339 mg/C)×100%=68.20%(3)质量法测得第一次镀锌的镀层厚度:[0.1135g/(7.17g/cm3)/(3.5cm×3.5cm)]/2=6.461×10-4cm质量法测得第二次镀锌的镀层厚度:[0.1110g/(7.17g/cm3)/(3.5cm×3.5cm)]/2=6.319×10-4cm(4)镍磷合金镀层的厚度:(0.0403g/(8.30g/ cm3))/( 3.5cm×3.5cm)=3.964×10-4cm化学镀镍的沉积速度:3.964um/(20min×1/60h/min)=11.892um/h(5) 孔隙率:41/(3.3cm×3.3cm) = 3.76个/cm2(6)评价两种镀层的外观:用镀锌法镀后得到的铁片表面较光滑和有光泽,而且镀层较厚,但均匀度不够高;用化学镀镍法得到的铁片表面光滑,镀层均匀,但光泽不及化学镀锌好,且镀层较薄。
6 讨论与分析6.1本实验中镀锌用电流0.8A,因为反应速度较快能得到镀层比较好的铁片。
6.2由计算电流效率可知,本实验电流效率偏小,可能是因为电流较大,搅拌速度较快使得镀层较难附着在铁片上。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电镀锌及阴极电流效率测定
一、实验目的:
掌握金属锌的电镀工艺及电流效率测定
二、实验原理:
电镀时通入电流,是要在作为阴极的工件上电沉积所需要的镀层组分,即希望主盐金属离子放电还原为金属原子,最终形成符合要求的电镀层。
故一般仅将主盐金属离子的还原反应视为主反应。
如镀锌是Zn2+ + 2e− → Zn。
对带n 个正电荷的金属离子Men+而言,一般还原反应的通式为:Men+ + ne− → Me。
事实上,金属离子并非均以简单离子的形式存在,因而实际反应要复杂些,如络离子的破络、多价金属离子的分步还原等。
因此电镀过程中有许多副反应(氢气的析出、水的电解、络合剂的电解等),而主反应是我们希望在阴极上发生的还原反应。
电沉积时,人们希望直流电源所提供至阴极的电子全部用来还原沉积镀层所需的金属组分,即全部用于主反应上。
但实际上,副反应的发生也会消耗电子,即电流的利用率往往达不到百分之百,这就存在一个电流利用效率的问题。
电流效率定义为:通过一定电量时阴极上实际沉积的金属质量与通过相同电量时理论上应沉积的金属质量之比;
不同价态的金属离子还原为金属原子理论上所需的电量或通过一定电量(常用安培·小时即A·h 表示)时理论上应沉积的单金属质量,被称为“电化学当量”(g/Ah),如:锌的电化学当量为1.22 g/Ah。
实际沉积的金属质量可用“增重法”称量得知:增重= 镀后试样质量− 镀前试样质量。
因此可以容易求出电镀过程中阴极电流效率。
三、实验工艺条件:
电镀锌目的是为了防止钢铁类物体被腐蚀,提高钢铁的耐蚀性及使用寿命,同时也使产品增加装饰性的外观,钢铁随着时间的增长会被风化,水或泥土腐蚀。
国内每年被腐蚀的钢铁差不多占整个钢铁量的十分之一,所以,为了保护钢铁或其零件的使用寿命,一般都采用电镀锌来将钢铁加工处理。
镀锌有酸性镀锌和碱性镀锌,本实验主要介绍氯化钾型酸性镀锌。
氯化钾镀液的特点:①是不含络合剂的单盐镀液,废水极易处理;②镀层的光亮性和整平性优于其他镀液体系;③电流效率高,沉积快;④氢过电位低的钢材如高碳钢、铸件、锻件等容易施镀。
四、实验设备:
电镀前处理槽(碱洗槽、酸洗槽等)、整流器、电镀阳极、烘箱、空气净化装置、废水回收装置等。
五、实验内容及步骤:
(1) 先将计算量的氯化钾、硼酸分别用热水溶解后加人槽内;
(2) 将计算量的氯化锌用少量水溶解后加入槽内;
(3) 搅拌静置2h~3h;
(4) 加入添加剂,然后加水至总体积,搅拌均匀,测定pH值并调整到工艺规范内。
(5) 对施镀基底进行碱洗、酸洗等前处理完毕后,称重并测量初始厚度。
(6) 不同电流密度(0.5,1,1.5,2 A/dm2)条件下电镀锌。
(7) 镀锌结束后,对样品烘干,称重,并测试厚度。
(8) 总结电镀密度在电镀锌过程中对镀层镀速和厚度的影响,并计算出镀锌
电流效率。
六、实验报告要求
1)写出实验目的、内容及步骤,设计表格记录实验过程中的数据。
2)要求测量镀层的厚度,并记录数据。
3)绘制不同电镀时间下,镀层厚度和镀速的变化图。
4)计算出镀锌的电流效率。
思考题:
1、电镀的过程中电流效率为什么不能达到100%?
2、电镀锌为什么需要钝化?。