公差与配合-文档资料
公差与配合(DOC)

一、公差与配合的概念(一)零件的互换性在成批生产进行机器装配时,要求一批相配合的零件只要按零件图要求加工出来,不经任何选择或修配,任取一对装配起来,就能达到设计的工作性能要求,零件间的这种性质称为互换性。
零件具有互换性,可给机器装配、修理带来方便,也为机器的现代化大生产提供了可性。
(二)公差的有关术语零件在加工过程中,足球机床精度、刀具磨损、测量误差等的影响,不可能把零件的尺寸加工得绝对准确。
为了保证互换性,必须将零件尺寸的加工误差限制在一定范围内,为例,说明公差的有关术语(轴,类同)。
1、基本尺寸根据零件的强度和结构要求,设计时确定的尺寸。
其数值应优先用标准直径或标准长度。
2、实际尺寸通过测量所得到的尺寸。
3、极限尺寸允许尺寸变动的两个界限值。
它是以基本尺寸为基数来确定的。
两个界限值中较大的一个称为最大极限尺寸;较小的一个称为最小极限尺寸。
4、尺寸偏差(简称偏差)某一尺寸减去其基本尺寸所得的代数差。
尺寸偏差有:上偏差=最大极限尺寸—基本尺寸下偏差=最小极限尺寸—基本尺寸上、下偏差统称为极限偏差,上、下偏差可以是正值、负值或零。
国家标准规定:孔的上偏差代号为ES,孔的下偏差代号为EI;轴的上偏差代号为es,轴的下偏差代号为ei.5、尺寸公差(简称公差)允许尺寸的变动量。
尺寸公差=最大极限尺寸—最小极限尺寸=上偏差—下偏差因为最大极限尺寸总是大于最小极限尺寸,亦即上偏差总是大于下偏差,所以尺寸公差一定为正值。
如图1a所示的孔径:基本尺寸=Ø30最大极限尺寸=Ø30.010最小极限尺寸= Ø29.990上偏差ES=最大极限尺寸—基本尺寸=30.010-30=+0。
010下偏差EI=最小极限尺寸—基本尺寸=29.990-30=-0.010公差=最大极限尺寸—最小极限尺寸=3。
010-29.990=0.020=ES-EI=+0.010-(-0.010)=0。
020如果实际尺寸在Ø30.010与Ø29.990这间,即为合格。
公差与配合

第7章公差与配合本章要点:互换性的概念及作用;尺寸公差与孔轴配合以及配合的选用;形位公差及公差原则;螺纹、普通平键、直齿圆柱齿轮及滚动轴承的公差。
7.1 互换性与公差现代化生产是建立在先进技术、严格分工和广泛协作基础上的社会化生产,它要求各个部门及许多生产环节之间密切配合、协调一致。
要实现这种专业化协作生产,就必须采用互换性原则,而保证互换性生产的基础则是标准化。
7.1.1互换性和公差的概念零(部)件的互换性是指在制成的同一规格的零件(或部件)中,不需作任何挑选、调整和附加修配,就能装在机器上,而且达到规定的功能要求,这样的一批零件(或部件)就称为具有互换性的零(部)件。
零(部)件的互换性通常包括几何参数(如尺寸)、机械性能(如强度、硬度)以及理化性能(如化学成分)等方面的互换性,本节只讨论几何参数的互换性。
使相同规格的零(部)件的几何参数达到完全一致,是不可能的,也是不必要的。
实际上,合理地控制零件的误差不超出一定的范围,不仅能够保证装配后的使用要求,也可以使零件在制造时经济合理。
这个允许零件几何参数的变动量称为公差。
7.1.2互换性的种类根据零(部)件互换性程度的不同,可分为完全互换性和不完全互换性。
1.完全互换性当零件(或部件)在装配或更换时,事先不必经过挑选,装配时也无须进行附加修配,就能装配在机器上,并能满足预定的使用性能要求,这种互换性称为完全互换性。
2.不完全互换性不完全互换性也称为有限互换性,在零(部)件装配时允许有附加的选择或调整,这种互换性称为不完全互换性。
不完全互换性可以用分组装配法、调整法或其他方法来实现。
一般来说,对于厂际协作,采用完全互换性。
至于厂内生产的零(部)件的装配,可采用不完全互换性。
7.1.3互换性的作用在现代化机械制造业中,应用互换性原则有利于组织专业化协作,有利于使用现代化装备,有利于采用先进的生产方式,从而为达到优质、高效、低成本的生产提供条件。
互换性的作用主要表现在下述几个方面:1.在设计过程中,采用具有互换性的标准件,将简化设计工作量,缩短设计周期。
公差与配合课件ppt

轴
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
ES 基本尺寸
A
B
孔
EI
+0-
C CD D
E EF F FGG H J K M N JS
P
R
S
T UV XYZ ZA
ZBZC
zc
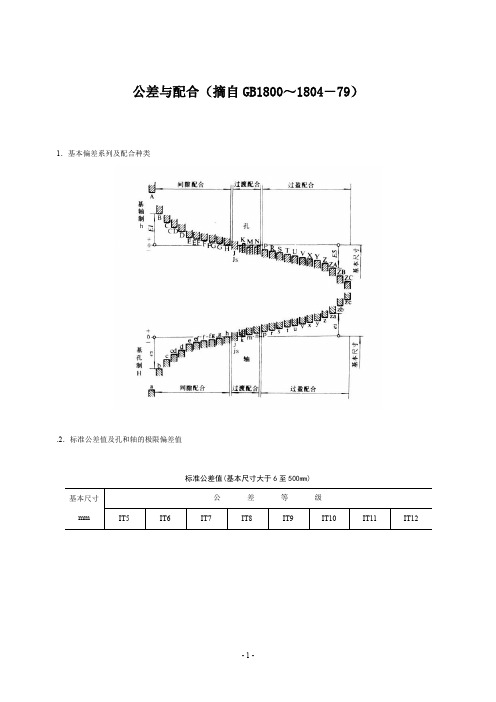
1 、配合
配合就是基本尺寸相同的、相互结合的孔与轴公差带之间的相配 关系。
基孔制:基孔制是基本偏差固定不变的孔公差带,与不同基本偏差 的轴公差带形成各种配合的一种制度。
基孔制的孔为基准孔,它的下偏差为零。基准孔的代号为“H”。
0基
本 尺 寸
ES
H
EI=0
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
3. 公差等级的选用
选用的原则如下:
(1)选用优先公差带和优先配合 (2) 对于基本尺寸≤500mm的轴孔配合,当标准公差 ≤IT8时,国家标准推荐孔比轴低一级相配合;但当标 准公差>IT8级或基本尺寸>500mm的配合,推荐采 用同级孔、轴配合。 (3) 选择公差等级,既要满足设计要求,又要考虑加工 的可能性与经济性。
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
一.有关“尺寸” 的术语及定义
1、基本尺寸 基本尺寸是由设计者经过计算或按经验确定后,再按标
准选取的标注在设计图上的尺寸。 2、实际尺寸
公差与配合标准表123全解
公差等级表GB/T1804-2000 线形尺寸的极限偏差数值公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000~4000精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2粗糙c ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4最粗v ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 ±8(GB/T1804-2000)倒圆半径和倒角高度尺寸的极限偏差数值公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30精密f ±0.2 ±0.5 ±1 ±2中等m粗糙c ±0.4 ±1 ±2 ±4最粗v注:倒圆半径和倒角高度的含义参见GB/T6403.4(GB/1804-2000)角度尺寸的极限偏差数值公差等级长度分段~10 >10~50 >50~120 >120~400 >400精密f ±1° ±30′ ±20′ ±10′ ±5′中等m粗糙c ±1°30′ ±1° ±30′ ±15′ ±10′最粗v ±3° ±2° ±1° ±30′ ±20′(GB/T1184-1996)直线度和平面度的未注公差值公差等级基本长度范围≤10 >10~30 >30~100 >100~300 >300~1000 >1000~3000H 0.02 0.05 0.1 0.2 0.3 0.4K 0.05 0.1 0.2 0.4 0.6 0.8L 0.1 0.2 0.4 0.8 1.2 1.6(GB/T1184-1996)垂直度未注公差值公差等级基本长度范围≤100 >100~300 >300~1000 >1000~3000H 0.2 0.3 0.4 0.5K 0.4 0.6 0.8 1L 0.6 1 1.5 2(GB/T1184-1996)对称度未注公差值公差等级基本长度范围≤100 >100~300 >300~1000 >1000~3000H 0.5公差与配合(摘自GB1800~1804-79)1.基本偏差系列及配合种类.2.标准公差值及孔和轴的极限偏差值孔的极限差值(基本尺寸由大于10至315mm)μm轴的极限偏差(基本尺寸由于大于10至315mm)注:标注▼者为优先公差等级,应优先选用。
(完整word版)公差与配合表
公差与配合(摘自GB1800~1804-79)1.基本偏差系列及配合种类
.2.标准公差值及孔和轴的极限偏差值
标准公差值(基本尺寸大于6至500mm)
孔的极限差值(基本尺寸由大于10至315mm)μm
轴的极限偏差(基本尺寸由于大于10至315mm)
注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)
形位公差符号
圆度和圆柱度公差 μm
主参数d (D)图例
直线度和平面度公差 μm
主参数L 图例
平行度、垂直度和倾斜度公差 μm 主参数L 、d (D)图例
同轴度、对称度、圆跳动和全跳动公差确良 μm
主参数d(D)、B 、L 图例
表面粗糙度
表面粗糙度R a值的应用范围
注:1. 粗糙度代号I为第一种过渡方式。
它是取新国标中相应最靠近的下一档的第1系列值,如原光洁度(旧国标)为▽5,R a的最大允许值取6.3。
因此,在不影响原表面粗糙要求的情况下,取该值有利于加工。
2. 粗糙度代号Ⅱ为第2种过渡方式。
它是取新国标中相应最靠近的上一档的第1系列值,如原光洁度为▽5,
R a的最大允许值取3.2。
因此,取该值提高了原表面粗糙度的要求和加工的成本。
机械零件公差配合资料

4.圆柱度公差
实际被测要素对理想圆柱的允许变动量,其公差带 是半径差为公差值t的两同轴圆柱面之间的区域。
圆柱度公差带
5.线轮廓度公差
实际被测要素对理想轮廓线的允许变动量,其公 差带是距离为公差值t,对理想轮廓线对称分布的两 等距曲线之间的区域。
线轮廓度公差带
6.面轮廓度公差
实际被测要素对理想轮廓面的允许变动量,其 公差带是距离为公差值t,对理想轮廓面对称分布的 两等距曲面之间的区域,理想轮廓面由理论正确尺 寸标出。
1. 国家标准规定的公差与配合
尺寸≤500mm孔的(方框内的)一般常用和(圆圈内的)优先公差
1. 国家标准规定的公差与配合
基孔制优先配合公差带
基轴制优先配合公差带
2. 公差与配合的选用
选择公差与配合的原则:
是在保证机械产品基本性能的前提下,充分考虑制造的 可行性,并应使制造成本最低。
选择公差与配合的主要内容有: 1)确定基准制;
对刚性较差的零件(如细长轴)和结构特殊的要 素(如大跨距的孔或轴的同轴度公差),在保证零件 功能的前提下,考虑到制造较困难,应适当降低1-2 级形位公差值。
(五)形位公差在图样上的表示方法
一、被测要素的标注方法
被测要素的形位公差采用框格的形式标注; 该框格具有带箭头的指引线。 从框格的左边起,
= 上偏差-下偏差
(3)零线
零线是在公差带图中,确定偏差的一条基准直线,也叫 零偏差线。
2. 有关“公差、偏差及误差”的术语和定
义
(4)公差带
上偏差
在公差带图中,由代表上、下
偏差两条直线所限定的一个区域
称为公差带。
基
在国家标准中,公差带包括:
公差与配合标准表

公差与配合(摘自GB1800~1804-79)
1.基本偏差系列及配合种类
.2.标准公差值及孔和轴的极限偏差值
孔的极限差值(基本尺寸由大于10至315mm)μm
轴的极限偏差(基本尺寸由于大于10至315mm)
注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)
形位公差符号
圆度和圆柱度公差μm
主参数d(D)图例
直线度和平面度公差μm 主参数L图例
平行度、垂直度和倾斜度公差μm
主参数L、d (D)图例
同轴度、对称度、圆跳动和全跳动公差确良 μm
主参数d(D)、B 、L 图例
表面粗糙度
表面粗糙度R a 值的应用范围
注:1. 粗糙度代号I为第一种过渡方式。
它是取新国标中相应最靠近的下一档的第1系列值,如原光洁度(旧国标)为▽5,R a的最大允许值取6.3。
因此,在不影响原表面粗糙要求的情况下,取该值有利于加工。
2. 粗糙度代号Ⅱ为第2种过渡方式。
它是取新国标中相应最靠近的上一档的第1系列值,如原光洁度为▽5,R a
的最大允许值取3.2。
因此,取该值提高了原表面粗糙度的要求和加工的成本。
公差与配合

公差与配合一、公差与配合的基本概念1、了解两个术语:1)标准公差:用来确定公差带大小的任一公差,数值可以根据公差等级和基本尺寸,在标准公差数值表上查得。
(公差没有正负,不能是零)2)公差等级:确定尺寸精确程度的等级,共分20级,IT01—IT18高^公差等级低IT01、IT0、IT1、IT2.............IT18小-标准公差值>大2、确定公差带的两个基本要素:1)、大小要素:由标准公差确定2)、位置要素:由基本偏差确定基本偏差:用来确定公差带相对于零线位置的上偏差或下偏差,一般为靠近零线的那个偏差。
基本偏差的作用是确定了公差带相对于零线的位置,由于公差带的位置不同就可得到不同的配合,以满足各种配合性质的需要。
新国标就将这些确定公差带位置的基本偏差进行标准化,构成了一个基本偏差系列(共28种)孑L/轴基本偏差代号D.cdD.dE.eEF.efF.fFG.fgG.gH.hJ.jJS.jsK.kM.mN.nP.pR.rS.sT.tU. uV.vX.xY.yZ.zZA.zaZB.zbZC.zc孔的公差带代号I例:。
20H7“t公差等级代号(大小要素)孔的基本偏差代号(位置要素尸3配合:孔的尺寸减轴的尺寸的代数差1)间隙配合(X都为正值)孔的公差带在轴的公差带之上。
配合公差二I最大间隙-最小间隙IA.aH.h属间隙配合2)过盈配合:(Y都为负值)孔的公差带在轴的公差带之下。
配合公差二I最小过盈-最大过盈IP.pZC.zc属过盈配合3)过渡配合:孔的公差带与轴的公差带相互交叠。
配合公差=1 最大间隙-最大过盈IJ.jK.kM.mN.n属过渡配合例题O50+0.025、0的孔与。
50+0.018,+0.002的轴配合,求最大间隙,最大过盈和配合公差Xmax二孔的最大一轴的最小=50.025-50.002=0.023mmYmax二孔的最小一轴的最大=50-50.018=-0.018mm配合公差二I最大间隙-最大过盈I=I0.023-(-0.018)I=0.0414最大实体状态MMC孔或轴具有的材料量为最多时的状态。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
孔的公差带 与轴的公差 带相互交叠
图例: 孔 轴
12
3) 配合的基准制
① 基孔制
基本偏差为一定的孔的公差带, 与不同基本 偏差的轴的公差带形成各种不同配合的制度。
基准孔 公差带图:
间隙配合 过渡配合 过盈配合
0 -+
0
基孔制中孔为基准孔,用代号H表示,其下偏差为零13。
优点:数值直观,便于用万能量具检测。 用途:试制单件及小批生产用此法较多。
19
30
30H8(+00.033 ) 30f7(--00..004210)
3)公差带代号与极限偏差值同时标注
优点:有明确配合精度又有公差数值。 用途:适用于生产规模不确定的情况。
20
3.公差与配合的标注示例及查表
基孔制过盈配合 基轴制间隙配合
借用尺寸线作为分数线 用斜线作分数线 标注上、下偏差值
借用尺寸线作为分数线
17
20H8 20f7
⒉零件图上极限的标注
1) 标注公差带代号
优点: 配合精度明确,标注简单,便于与 装配图对照。
缺点:数值不直观。 用途:适用于量规检测的尺寸和大量生产。18
-0.020 -0.041
20+00.032
2)标注极限偏差
公差恒为 正
公 差= 0.004-(-0.004) = 0.008
5
公差带图:
上偏差 + 0-
公差带 +0#43;0.024
+0.008 -0.006
0
-0.022
50 基本尺寸
例: 50±0.008
50
+0.024 +0.008
50
-0.006 -0.022
作用:直观地表示出了公差的大小及公差 带相对于零线的位置。
孔的公差带 在轴的公差 带之上
图例: 孔 轴
10
② 过盈配合 具有过盈(包括最小过盈等于零)的配合。
最大极限尺寸 最小极限尺寸
最大过盈 最小过盈 最小极限尺寸 最大极限尺寸 最大过盈 最小过盈
孔的公差带在轴 的公差带之下
图例: 孔 轴
11
③ 过渡配合 可能具有间隙或过盈的配合。
最大极限尺寸 最小极限尺寸
孔
G
H
JS J
K
基准孔
M
N
P
R
S
U T
基准轴
m n p rs t
轴
ef
f
fg g
h
js k j
u
基孔制:aj ————nh通通常常形形成成过间渡隙配配合合
p—— zc 通常形成过盈配15合
三、公差与配合在图样上的标注
⒈ 在装配图上的标注
标注形式为: 基本尺寸—孔轴—的的—基 基—本 本—偏 偏—差 差—代 代—号 号—、 、—公公—差差—等等—级级
第五章 公差配合与技术测量
1
尺寸公差与配合 一、互换性
基本概念: 同一批零件,不经挑选和辅助加工,
任取一个就可顺利地装到机器上去,并满 足机器的性能要求。 保证零件具有互换性的措施: 由设计者确定合理的配合要求和尺寸公差大小。
2
二、公差与配合的概念
⒈ 基本概念
基本尺寸: 设计时确定的尺寸。 实际尺寸: 经测量获得的某一孔、轴的尺寸。 极限尺寸: 一个孔或轴允许的尺寸的两个界
② 基轴制
基本偏差为一定的轴的公差带,与不同基本 偏差的孔的公差带形成各种不同配合的制度。
基准轴 过盈配合 公差带图:
0 -+
过渡配合
间隙配合
0
基轴制中轴为基准轴,用代号h表示,其上偏差为零。
14
A —— H 通常形成间隙配合 基轴制: J —— N 通常形成过渡配合
EF F FG
P —— ZC 通常形成过盈配合
7
基本偏差系列
A
B
+
0-
CCD D E EF F FG
孔 零线 0 G
H
JS J
K
M
N
P
RS
T
UV
X Y Z ZA ZB
ZC
基本尺寸
基本尺寸
zc
0
+
-
m n p r s t u v x y z zazb 零线
c cd d
e
ef
f
fg
g
h
js j
k
轴
0
b
a
作用:确定了孔和轴的公差带位置。
8
⒋ 配合
—
5
m(中等 ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 级)
4
⒉ 尺寸偏差和尺寸公差
上偏差 = 最大极限尺寸-基本尺寸 代号: 孔为ES 轴为es
下偏差 = 最小极限尺寸-基本尺寸 代号: 孔为EI 轴为ei
尺寸公差(简称公差): 允许实际尺寸的变动量。
公差 = 最大极限尺寸-最小极限尺寸
= 上偏差-下偏差 例: 450.004
偏差可 正可负
上偏差 = 45.004-45 = +0.004 下偏差 = 44.996-45 = -0.004
6
⒊标准公差和基本偏差
1)标准公差 用以确定公差带的大小,国家标准共规定了20 个等级。 即:IT01、IT02、 IT1-IT18 标准公差的数值由基本尺寸和公差等级确定。
标准公差
基本偏差
0
+
—
0 基本偏差
标准公差
基本尺寸
2)基本偏差 用以确定公差带相对于零线的位置。 一般为靠近零线的那个偏差。
1) 配合的概念
配合: 基本尺寸相同的相互结合的孔和
轴的公差带之间的关系。 间隙或过盈:
δ=孔的实际尺寸-轴的实际尺寸 δ≥0 间隙 δ≤0 过盈
9
最大极限尺寸 最小极限尺寸
最大间隙 最小间隙 最小极限尺寸 最大极限尺寸 最大间隙 最小间隙
2) 配合的种类
① 间隙配合 具有间隙(包括最小间隙等于零)的配合。
21
4.一般公差(GB/T 1804—2000)
线性尺寸的极限偏差数值
mm
公
尺 寸 分段
差
等 级
0.5~ > >6~ > > 3 3~6 30 30~ 120~
120 400
>
>
>
400~ 1000~ 2000~
1000 2000 4000
f(精密级)±0.05 ±0.0 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5
采用基孔(轴)制时,分子
(母)为基准孔(轴)代号
轴
H(h)及公差等级。 箱体轴套
例如:
30 N6 基轴制间隙配合
h5
20
H7 f5
基孔制过渡配合
30Nh56
20
H7 f5
16
其他标注形式
20
H8 f7
20 H8/f7
20+00.031
20
-0.022 -0.042
+0.031
20
0 -0.022
-0.042
限值。 最大极限尺寸: 孔或轴允许尺寸的最大值。 最小极限尺寸: 孔或轴允许尺寸的最小值。
零件合格的条件: 最大极限尺寸≥实际尺寸≥最小极限尺寸
3
例:一个孔的直径为400.005 基本尺寸: 40 最大极限尺寸: 40.005 最小极限尺寸: 39.995 零件合格的条件: 40.005≥实际尺寸≥ 39.995