谈圆柱凸轮的数控加工
圆柱凸轮数控加工的几个关键问题

54
机械传动
2003 年
性, 会给实际铣削加工带来困难, 主要原因有 # 当找不到直径与槽宽尺寸相等的标准刀具时, 就必须对刀具进行改制。 ∃ 当要加工的圆柱凸轮的槽宽尺寸较大时 , 很难 找到直径与槽宽相等的标准刀具, 即使有相应的刀具, 还要考虑机床主轴输出功率及主轴和工装夹具刚度的 限制 , 特别是机床主轴结构对刀具的限制。例如, 某数 控铣床最大只能使用 30mm 的立铣刀, 如果采用以上 所述的范成 法按凸轮 槽中心线 编程, 对于槽宽 大于 30mm 的圆柱凸轮则无法加工 , 必须寻求新的加工编程 方法。 % 为保证凸轮机构的运行平稳 , 圆柱凸轮的槽宽 尺寸公差一般要求较高 , 如某圆柱凸轮的槽宽要求为 22+
第 27 卷
第3期
圆柱凸轮数控加工的几个关键问题
55
4
圆柱凸轮数控加工进给速度的修正
作者在试制某型号的摆动从动件圆柱凸轮时, 首
较小, 设相邻两刀位点 PF 、 PB 在工件坐标系 ( 此时无 转动坐标 ) 中对应的坐标增量分别为 ∃ x、 ∃ y、 ∃ z , 由参 考文献[ 3] 可知, 加工程序中相邻两程序段转动坐标在 机床坐标系中的增量较小时, 相邻两刀位点 P F 、 PB 在 工件坐标系中的距离就可看作为刀具相对于工件的实 际位移 ∃ d, 即 ∃ d= (∃ x )2+ ( ∃ y ) 2+ ( ∃ z)2 ( 7) ∃ 加工远休 止段和近休止 段时, 此 时移动坐标 x、 y 保持不动( 即 ! x、 ! y 为零) , 只需要转动坐标 A 运 动, 由图 1 可知其回转半径为 R r = z 2 + y 2 , 令远休止 角( 或近休止 角 ) 为 ! A , 则加工 远休止 段 ( 或近 休止 段) 时 , 刀具相对于工件的实际位移 # ! AR r ( 8) 180 由式 ( 6) 、 式 ( 7) 或式 ( 8) 可得某一程序段实际的进 给速度 f 为 ∃ d= f= d ∃ d ∃ = F= D ! T ! ∃ d F (! x) + ( ! y ) 2+ ( ! A)2
谈圆柱凸轮的数控加工

Y Pe 一 伙 2一 ‘ N, ( T r)。
( 1)
将P。 点沿着槽腔中心线移动,即 可以求出该工序刀位轨迹在x0s平 面 内的展开曲线xs ; 按照加工工序,依 次改变每道工序中的槽宽度B ,即可 i 求出加工所需槽腔所有刀位轨迹的展
开 曲线。
图 圆柱凸轮槽的二维展开图 2
坐标,构造出以下坐标转换公式:
a. 二 尤
圆柱凸轮槽的底部在每一个截面上通常是等深的,一般选用平 底圆柱立铣刀加工。圆柱凸轮铣削加工前通常是一个实心的圆柱 体,要经过开槽、粗加工、半精加工、精加工等工序; 由于槽腔宽 度较大,因此,除开槽工序及粗加工工序的一部分刀位轨迹可以沿
槽腔的中心线生成之外,其余刀位轨迹则必须是沿槽腔中心线向
中图分卷号 : T川 2 交献标识码 : A 空ቤተ መጻሕፍቲ ባይዱ童编号 : 1671一7597 (2006) 0210040- 02
圆柱凸轮槽一般是按一定规律环绕在圆柱面上的等宽槽。对圆 柱凸轮槽的数控铣削加工必须满足以下要求: (1) 圆柱凸轮槽的工 作面即两个侧面的法截面线必须严格平行; (2) 圆柱凸轮槽在工作 段必须等宽。这是保证滚子在圆柱凸轮槽中平稳运动的必要条件。 当圆柱凸轮槽宽度不大时,可以找到相应直径的立铣刀沿槽腔中心 线进行加工,比较容易加工出符合上述要求的圆柱凸轮槽。 据现有 资料介绍,目 前圆柱凸轮的铣削加工都是用这种办法来实现。由于 这种方法有太多的局限性,给实际铣削加工带来许多困难。例如一 旦找不到与槽宽尺寸相等的标准刀具时,就必须对刀具进行改制。 对于槽宽尺寸较大的圆柱凸轮槽,很难找到直径与槽宽相等的 标准刀具。即使有相应的刀具,还要考虑机床主轴输出功率及主轴 和工装夹具刚度的限制,特别是机床主轴结构对刀具的限制。例如 数控机床主轴头为7 : 24的40号内锥,配用JT40的工具系统,则最大 只能使用 f 20m 的立铣刀 ( 不论直柄还是锥柄) 。这对于槽宽为 i m 38m 的圆柱凸轮 ( 就是本文所叙述的加工凸轮) 来说是无法加工 m 的,必须寻求新的加工方法。 下面根据实践经验和分析研究,介绍一种用直径小于凸轮槽宽 的立铣刀对圆柱凸轮槽进行数控加工的方法,称之为宽槽圆柱凸轮 的数控加工。 一、加工工艺 圆柱凸轮槽是环绕在圆柱面上的等宽槽,其加工时沿圆周表面 铣削的范围往往大于360,适于用带有数控回转台的立式数控铣床进 行加工。根据圆柱凸轮的实际结构,选用带键的心轴作凸轮加工时 径向和周向定位基准,以心轴的台肩作轴向定位基准,并用心轴前 端部的螺纹通过螺母压紧圆柱凸轮。 圆柱凸轮的轴向和径向尺寸一般较 大,为了克服由于悬臂加工时切削力 所造成的心轴变形和加工过程中产生 的振颤,使用一个支承于尾座上的、 与数控转台的回转轴线同轴的顶尖顶
圆柱凸轮加工工艺及数控编程

摘要机械产品正沿着两个方向发展:一是大型化、自动化、精密化、高速化和成套化,二是小型化、多功能、结构简单、使用可靠和成本低廉。
在此发展进程中,各种各样的自动机械占有令人瞩目的重要地位。
以凸轮机构为核心,已发展出成千上万种高效、小型、简易、精密、价廉的自动机械,遍布各行各业。
本文针对圆柱凸轮的特点,并结合五轴高速铣削加工技术,对圆柱凸轮的造型,加工工艺,CAM编程以及后置处理均进行了探讨研究,来提高圆柱凸轮加工质量。
关键词:圆柱凸轮;五轴数控加工;高速铣削加工技术AbstractMechanical products along two directions: one is the large-scale, precision, automation, high speed and complete, two is miniaturization, multifunction, simple structure, reliable use and low cost. In the course of development, the important position of various automatic machinery occupies a great. In cam mechanism as the core, has developed the automatic mechanical thousands of high efficiency, small, simple, precise and cheap, in all walks of life.Based on the characteristics of globoid indexing cam, and the combination of processing technology of five axis high-speed milling, the cam shape, processing technology, CAM programming and post processing were conducted a study, to improve the processing quality of the globoidal cam.Keywords: globoidal cam; five axis NC machining; high-speed milling technology目录摘要 (1)ABSTRACT (2)目录 (1)图表目录............................................................................................................................ 错误!未定义书签。
圆柱分度凸轮的曲线设计与数控加工解析
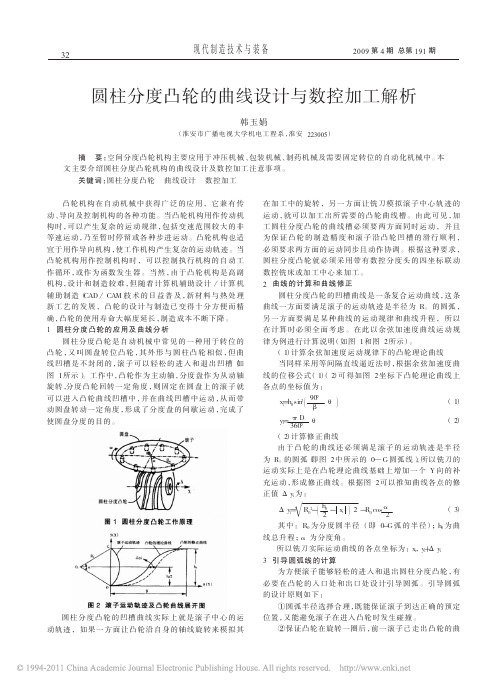
为保证凸轮的制造精度和滚子沿凸轮凹槽的滑行顺利,
必 须 要 求 两 方 面 的 运 动 同 步 且 动 作 协 调 。根 据 这 种 要 求 ,
圆柱分度凸轮就必须采用带有数控分度头的四坐标联动
数控铣床或加工中心来加工。
2 曲线的计算和曲线修正
圆 柱 分 度 凸 轮 的 凹 槽 曲 线 是 一 条 复 合 运 动 曲 线 ,这 条
圆柱分度凸轮是自动机械中常见的一种用于转位的 凸 轮 ,又 叫 圆 盘 转 位 凸 轮 ,其 外 形 与 圆 柱 凸 轮 相 似 ,但 曲 线 凹 槽 是 不 封 闭 的 ,滚 子 可 以 轻 松 的 进 入 和 退 出 凹 槽 ( 如 图 1 所示)。工作中,凸轮作为主动轴,分度盘作为从动轴 旋 转 , 分 度 凸 轮 回 转 一 定 角 度 ,则 固 定 在 圆 盘 上 的 滚 子 就 可以进入凸轮曲线凹 槽 中 ,并 在 曲 线 凹 槽 中 运 动 ,从 而 带 动圆盘转动一 定角度,形 成 了 分 度 盘 的 间 歇 运 动 ,完 成 了 使圆盘分度的目的。
3 引导圆弧线的计算
为 方 便 滚 子 能 够 轻 松 的 进 入 和 退 出 圆 柱 分 度 凸 轮 ,有
必要在凸轮的入口处和出口处设计引导圆弧。引导圆弧
的设计原则如下:
① 圆 弧 半 径 选 择 合 理 ,既 能 保 证 滚 子 到 达 正 确 的 预 定
位置,又能避免滚子在进入凸轮时发生碰撞 。
消 除 反 向 间 隙 。当 数 控 分 度 头 带 动 凸 轮 再 沿 反 向 旋 转 加 工
时 ,同 样 也 加 入 一 段 消 除 反 向 间 隙 的 额 外 行 程 即 可 。
(5)刀具的半径补偿:在数控机床上加工圆柱形凸轮时,
基于CAXA软件的圆柱凸轮数控加工研究
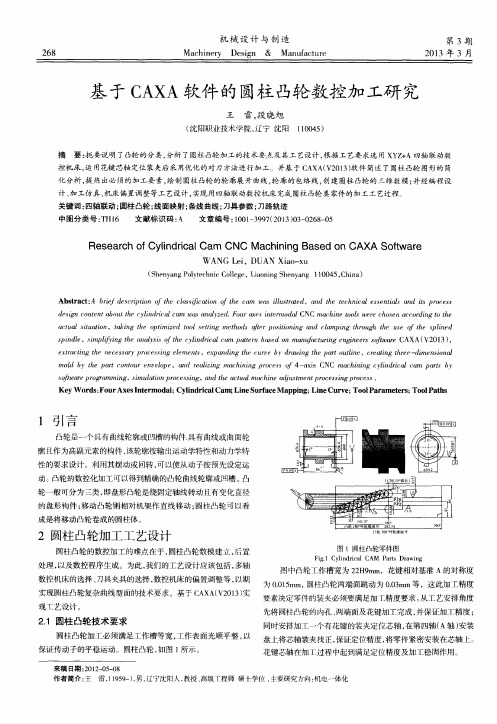
化分析 , 提炼 出必须的加工要素 , 绘制圆柱 凸轮 的轮廓展 开曲线 , 轮廓的 包络线 , 创建 圆柱凸轮 的三维数模 ; 并经编程设 计、 加 工仿真、 机床偏 置调整等工艺设计, 实现用四轴联 动数控机床完成 圆柱 凸轮 类零件 的加工工艺过程 关键词 : 四轴联动 ; 圆柱 凸轮; 线面映射 ; 条线曲线 ; 刀具参数 ; 刀路轨迹
W A NG Le i .DUAN Xi a o — X H
( S h e n y a n g P o l y t e c h n i c C o l l e g e ,L i a o n i n g S h e n y a n g 1 1 0 0 4 5 , C h i n a )
A b s t r a c t : A b r i e {d e s c r i p t i o n t h e c l c L  ̄ s i i f e a t i o n o f t h e C ( b q  ̄ n s i l l u s t r a t e d a n d t h e t e c h n i c l a e s s e n t i a l s a n d i t s p r o c e s s
s o f t w r a e p r o g r a m mi n g , s i m u l  ̄ a i o n p r o c e s s i n g , a n d t h e a c t u a l m a c h i n e c a t j u s t m e n t p r o c e s s i n g p r o c e s s .
机械制造与自动化专业《145-圆柱凸轮零件四轴数控加工》

圆柱凸轮零件四轴数控加工一、导入相关知识:圆柱凸轮零件四轴数控加工二、知识目标1了解并掌握四轴联动概念;2掌握圆柱凸轮零件四轴数控加工方法;3熟悉数控机床使用时考前须知三、教学重点难点圆柱凸轮零件四轴数控加工四、圆柱凸轮概述〔导入语〕:圆柱凸轮是一个在圆柱面上开有曲线凹槽或在圆柱端面上作出曲线轮廓的构件,它可以看做是将移动凸轮卷成圆柱体演化而成的。
五、圆柱凸轮零件的四轴数控加工1、准备工作1、穿戴好劳保用品2、分析图纸3、工量具准备2、圆柱凸轮的数控加工方法〔1〕使用工业设计软件UG/ProE,建立模型〔2〕圆柱凸轮零件的加工工艺圆柱凸轮铣削加工前通常是一个实心的圆柱体,要经过开槽、粗加工、半精加工、精加工等工序〔3〕使用UG软件自动生成加工程序〔4〕程序输入〔5〕对刀〔6〕建立工件坐标系计算是在圆柱面的展开平面内进行的,为了求出加工圆柱凸轮槽腔的刀位轨迹,必须将平面内的展开曲线转换到圆柱面上。
假设转动轴为绕轴的A轴,Pi为刀位轨迹上的一个刀位点,它在二维平面展开曲线上的坐标为〔,s〕,在四坐标机床上的坐标为〔,y,,a〕.由于圆柱凸轮糟腔通常是等深的,因此,坐标在设置为所需要加工的深度值之后,在加工中是不变的;〔7〕UG软件模拟演示〔8〕操作面板仿真演示〔9〕修正参数〔10〕启动程序,执行切削作业六、考前须知1、机床编程操作人员必须全面了解机床性能,自觉阅读遵守机床的各种操作说明。
确保机床无故障工作2、机床在通电状态时,操作者千万不要翻开和接触机床上示有闪电符号的、装有强电装置的部位,以防被电击伤。
3、床严禁超负载工作,要依据刀具的类型和直径选择合理的切削参数。
注意检查工件和刀具是否装夹正确、可靠;在刀具装夹完毕后应当采用手动方式进行试切4、机床运转过程中,不要去除切屑,要防止用手接触机床运动部件5、去除切屑时,要使用一定的工具,应当注意不要被切屑划破手脚。
6、要测量工件时,必须在机床停止状态下进行7、在打雷时,不要开机床。
柱面凸轮的三维设计及数控加工

柱面凸轮的三维设计及数控加工作者:杨延波来源:《CAD/CAM与制造业信息化》2013年第07期本文介绍柱面凸轮在数控加工中,使用Pro/ENGINEER、CAXA制造工程师以及VERICUT软件进行三维造型、NC程序生成和仿真校验的过程。
在实际加工之前,检查出多轴加工中的干涉及碰撞问题,并进行调整和修改,提高了多轴数控加工中NC程序的准确性和可靠性。
一、引言柱面凸轮的加工一般需要在4轴数控加工中心机床上进行,可保证数控加工的高效率和高质量。
手工编程已不能满足多轴加工编程的要求,须借助CAD/CAM软件进行三维造型和自动编程。
本文介绍柱面凸轮加工过程中的三维造型、NC编程和仿真校验过程,可提高多轴NC 程序的准确性和可靠性。
二、使用Pro/ENGINEER软件进行三维造型根据柱面凸轮零件图可知:需在圆柱面上加工1个0°~360°范围内的空间曲线槽,槽的宽度和深度均为16mm,凸轮行程为40mm,其他尺寸和参数如图1所示。
在Pro/ENGINEER软件中进行三维造型时,使用关系、图形基准特征和可变剖面扫描的方法进行柱面凸轮的三维造型设计。
1.创建柱面凸轮的基础实体使用拉伸或旋转命令创建柱面凸轮的基础实体,并创建键槽和倒角特征。
创建柱面凸轮的基础实体时,应确保Pro/ENGINEER实体模块中坐标系的Z轴与该基础实体的轴线方向一致,如图2所示。
2.创建公式曲线选择“插入”菜单→“基准模型”→“图形”命令,输入名称“gr1”,绘制二维曲线,该曲线为柱面凸轮的行程,如图3所示。
该图左下角为草绘界面中创建的坐标系。
3.创建基准平面和草绘曲线创建基准平面DTM1,并在该基准平面上创建草绘曲线,该曲线为Φ98mm的圆,如图2所示。
4.创建柱面凸轮的槽特征使用“可变剖面扫描”命令创建柱面凸轮的槽特征,选取上个步骤中创建的草绘曲线为轨迹,点击“草绘”按钮,绘制二维剖面,如图4所示。
选择“工具”→“关系”命令,输入关系式sd3=evalgraph““gr1”,trajpar*360”。
自动化机械中圆柱分度凸轮机构的曲线设计和数控加工
自动化机械中圆柱分度凸轮机构的曲线设计和数控加工摘要:近些年来,随着时代经济的飞速发展以及科技的进步,我国自动化机械行业发展进程不断加快。
自动化机械中,空间分度凸轮机构的应用过程中,如何做好曲线设计和数控加工始终是自动化机械行业领域研究的热点之一。
本文基于这一课题,首先分析了自动化机械中圆柱分度凸轮机构的曲线设计,其次分析了自动化机械中圆柱分度凸轮机构的数控加工技术。
关键词:自动化机械;圆度分度凸轮;曲线设计;数控加工自动化机械中凸轮机构有着越来越广泛的应用,这种凸轮机构不仅仅有着传动导向的基本功能,同时也有着对机构控制的重要功能,在当前的凸轮机构发展中,不仅仅将相对复杂的运动规律产生,同时也有着相对较大的变速范围,对于执行机构的自动工作循环有着一定的控制作用。
现如今,伴随着计算机辅助技术以及计算机技术的日益成熟,圆度分度凸轮机构的应用,为自动化机械带来了极大的便利,并降低了制造的成本。
1.自动化机械中圆柱分度凸轮机构的曲线设计圆度分度凸轮主要是自动化机械一种常见的转位凸轮,同时也是一种圆盘转位凸轮,有着不封闭的曲线凹槽。
工作的过程中,主动轴是凸轮,并借助于动轴进行旋转,形成一种分度盘的间歇运动,将圆盘分度的目的实现。
自动化机械圆度分度凸机构曲线设计的过程中,由于曲线运动往往有着一定的复合性,在将滚子运动轨迹满足的同时,也要将曲线运动规律以及曲线的升程满足。
首先就要对余弦加速度运动规律下的凸轮理论曲线进行计算,并对修正后的曲线以及引导圆弧线进行计算。
余弦加速度运动规律下的一种凸轮理论曲线计算的过程中,就要对间隔直线逼近法加以采用,将凸轮理论下曲线中的各个点的坐标计算出。
修正曲线计算的过程中,就要结合滚子的运动轨迹,自动化机械中的铣刀控制过程中,就要将Y向的补充运动及时的增加,将修正曲线逐步形成。
对于曲线各个点的修正值用表示,如下所示:分度圆的半径用表示,同时曲线总升程用表示,分度角用表示。
圆弧线计算的过程中,在对引导圆弧半径确定和相关的圆心坐标值确定的过程中,就要保证合理的选择圆弧线的半径,避免凸轮中滚子进入时出现相关的碰撞。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
f圪=po十(琏12一r,吼
l投;以。《琏堙一oK
t1,
将Po点沿着槽腔中心线移动,即 可以求出该工序刀能轨迹在XOS平面 肉静震开麴线xs;较赚麓工工彦,莰 次改变每道工序中的槽宽度Bi,即可
黼2圆柱凸轮稽耱二维震开隧
求出加工所需槽腔所有刀位轨迹的展 开曲线。
(二)凇凸轮槽中心线加工的坐标转换方法 以上计算是在圆柱面的展开平面内进行的,为了求出加工圆柱 熬轮穰整熬乃稼辕迹,努矮将平嚣肉戆袋牙鏊线转捺翔錾控嚣上。 假设转动轴为绕X轴的A轴,Pi为刀位轨迹上的…个刀位点,它 在二维平面展开曲线上的搬标为(x,s),在四坐标机床上的坐标为 (x,Y,z,a)。出于毽柱热轮槽腔通常熄等深的,飘此,z坐掭谯设 瓣为所需要期工的深度德之后,在加工中是不变的;对于其余三个 嫩标,构造出以下坐标转换公式:
圆柱凸轮稽一般是按一定规律环绕在圆柱面上的等宽槽。对圆 柱凸轮槽麓数控钱削热王必须渍是以下要求: (1)霆鞋凸轮檬瓣工 作面郾两个餐j面的法截褥线必须严格平彳亍; (2)阂柱凸轮稽在工作 段必须等宽。这是保证滚子在圆柱凸轮槽中平稳运动的必要条件。 当圆柱凸轮槽宽度不大肘,可以找到楣应直径的立铣刀沿槽黢中心 线遴霉燕王,晓较容曩麴工窭符会上述要求豹嚣较凸轮疆。攒凌有 资料介绍,目前圆柱凸轮的铣削加工都是用这种办法来实现。由于 这种方法有太多的局限性,给实际铣削加工带来许多困难。例如一 旦找不裂与接宽足寸麴等豹标准刀其时,藏必须对刃具进行改剿。
合.£述翡莰怒,热工逡来懿溺耱凸轮稽邑经浚有了上宽下窄的弼跌 槽现象,而是真正的上下等宽矩形槽。
参簿文懿: (1]中国机床工具工业协会,行业发展部.CIMT2001巡礼.世界制造技术与
装备市场,2001. [2]梁训王宣,周延佑.机床技术发展的耨动向.世界制遗技术与装备带
殇,2001. (3]中国机床工具工业协会,数控系统分农+CIMT2001巡礼,世界制造技爿乏
加工完毕后,为了检验是帮符合要求,用直径等于圆柱凸轮滚予的
梭具进行检验,却发现所加工的槽宽窄不等、有卡壳的现象。仔细
。!幽>I II I国
s)塌链盎辩箍南辩掘
醅刍i窖j2謦紫
图3圆柱凸轮槽加工示意图
溪察,原来热王密来兹攮黢的 法截面并不总是上下等宽的矩 形槽。而有时题上宽下窄的喇 峡獾。为了赛滚楚其中懿原 因,对公式(2)所表示的坐 标转换方法进行了深入的分析 和研究。
下西壤键实践经验秘分耩研究,分绍一种溺袁径小予凸轮稽宽 的立铣刀对圆柱凸轮槽进行数控加工的方法,称之为宽槽圆柱凸轮 的数控加工。
一、魏羞工艺
圆柱髓轮槽是环绕在圆柱面上的等宽槽,其加工时沿圆周表面 铣削的范围往往大于360,适于用带肖数控回转台的立式数控铣床进 行加工。根据圆柱凸轮的实酝结构,选用豢键的心辘褥凸轮煳工时 径向帮厨淘定位基准,以心轴的台璃作轴向定彼蒺准,荠孺·心轴蓠
端部的螺纹通过螺母压紧圆柱凸轮。 圆柱幽轮的轴向和径向尺寸一般较 大,为了克骚童予戆臂燕工怼甥潮力 所造成的心轴变形和加工过程中产生 的振颇,使用一个支承于尾座上的、 与数控转台静回转辘线同轴的埙尖顶 圈l菡柱黯轮稽瓣二维矮汗錾 住心辅中心藐律辘助支承。 圆柱凸轮槽的底部在每一个截丽上通常是等深的,一般选用平 底圆柱立铣刀加工。圆柱凸轮铣削加工前通常怒一个实心的圆柱 侮,要经避殍禧、翟翔王、半精热王、精鸯羹王等王旁;鑫予穰楚宽 度较大,因此,除开稽工序及褪加工工序的一部分刀位轨迹W以沿 槽腔的中心线生成之外,其余刀位轨迹则必须照沿槽腔中心线向
参考文献: [1]徐培福,傅学怡,肖从真蒋,复杂高朦建筑结构设计[嘲。北京:巾
莺建筑工洼窭舨季圭,2005;314~32。 [2]苏原,李黎,陈传尧等,结构计算模型与结构设计[J]。建筑科学,
2005,2i(1):70-74. [3]粱斌,孟凡深,陈帅等,高层建筑钢骨转换粱极限承载力分析[J】。
{霉豢辩技大学学掇:垂然秘学舨,2004,25(I):69—73.
(一)麟嚣鼗线羔s的求解 如图2所涿,其中Lo为圆柱凸轮撩附中心线.对于第i道工序, L1i和Lri分别为该工序将爱加工的槽腚的左、右两个侧表面展歼曲 线,此槽宽为Bi,加工刀具半径为r(湿然2r=Bi),加工此檬腔 意、砉霰||嚣戆刀位鞔运震弹蘧线尧CLli窝CLri,竣Po秀稽整孛一洛线 上的一个点,nO为槽腔中心线在Po点处的法矢,那么左、右刀俄轨 进展开曲线上对应点P1i和Pri的计算方法为:
藏瑟与辘线豹夹焦荛e,添柱凸轮辘豹半径为R,刀辘矢量VlVl与
VoVo的角度误瀑为:
A a=(B/2一r)Sin 0/R
(3)
由公式(3)可知,璺0=0,也辈凸轮槽孛心线与圆柱辘线礁
巍嚣季,角瘦谈麓为零,鞠横腔是上下等宽的矩形口;当e=90,也
即凸轮槽中心线与圆柱轴线平行时,角度误差达到最大,此时槽腔
主攀Ⅵ渊-豁:
谈圆柱凸轮的数控加工
李军 <天津现代职业技术学院天津300220)
【摘要]针对传统铣削方法加工圆柱热轮所产生的一嫂问题,提出了一羊中针对槽宽大于刀具直径的圆柱凸轮槽的数控铣削加工方法。通过分析研究,建立了~ 辩正确懿堡据转换模型,势依魏燕工窭簿台簧求戆宽攮瓣栏篷辁。
[关键词】数控加工坐标转换匮柱髓轮 中图分擞号:THl2文献标识码:A 文章编号:1571--7597(2008)0210040--02
万方数据
连接体结构与两侧塔楼的支座连接鼹连体结构建设的关键问 题。宜采用强连接形式,结构计算与设计时要充分考虑其受力与构 造,奏正傲到侵英连为整俸,宠全疆调受力。
四、结束谮 带有连体结构的高层建筑由于结构体系复杂,受力分析一般比较困 难,再搬上其他因素,增加了连体结构发嫩变形的可髓性。因此, 麓大对高爱建筑连俸结构豹辩究分辑,必将有益于我鬻赢瑟建筑鹣 发展。
圈 万方数据
左、右两边按相应的距离等距偏置生成,如图1所示。
=、求瓣美墼 在圆柱凸轮稽的数控加工中,如何求出每道工序中加工两个侧 波面的刀位轨迹是其中的必键。对于圆柱表面上的凸轮槽,通常是 先将圆柱面展开,在xos乎灏内求出该王序加工两个侧表面的刀位轨 迹瓣震嚣麴线Xs;然螽逶遘坐标转换,将展舞蔻线xS转换为霆黛标 机床上的刀能轨迹。下面讨论任一加工工序中展开曲线xs的求解方 法,以及生成最后刀位轨溅的坐标转换方法。
回
的喇叭口现象缀严重;当O<o<90时,随着0的增大,熊度误茇越
大,瘸彀日瑷蒙氇裁越严囊。实嚣撩王爨凌夔聚象与上述努耩巍全
一致,这说明公式(3)的分析是完全正确的。
(四)宽槽圆柱凸轮数控加工的坐标转换方法
由上蘑懿分辑可知,公式(2)造戏凸轮槽失上变下窄喇弧翻既
主鬻原因是,P1和Pr点对应的转角是按照这两个点自己的弧长值 s1和Sr来计算的,而s1和sr怒不等于槽腔中心点Po的弧长值so。因 鼗,热鬃Pl帮艮患对应戆转惫筠按照接黢中心点P。戆弧长藿so寒诗 算,就可以消除这种喇叭槽现象。根据这种思路,重新构造坐标转 换公式。
与装备市场,2001. [4]杨学桐,李冬茹,何文立,等?距世纪数控机床技术发展战略研究。北
京;阂家撬援工鼗筠,2000。
作者简介: 李军,男,讲耀,40岁,天津瑗代职业技术学院辊槭涮造专鼗。
(上接第33茭)
研究人员对连体结构讨论了不同豹动力分析方法,分析经舆阻 尼与非经典阻尼的不同假定,指出连体结构根据连体的不同连接方式 您采用不同的计算方法;阉融对有阻尼器豹连体部分遴行了地脉动下 的振动实灞,识别连体频率,应霜半功零法求解了涟体豹阻尼泷。
魏国3掰示,壶公式(1)可知, 麓工稽菠嚣个德表瑟豹刃彼鞔
迹线
上的P1和Pr点是由槽腔中心线上的Po等距偏置而得,按公式(2)转
换之后,Pl秘鼢点对应静转楚著不等予po熹的转焦,选邸Pl帮pr对
应的刀轴矢一Vl与Po点对应的刀轴矢量VoVo不平行,因此,嬲工 出来的槽腔自
然就成了上宽下窄喇叭槽,丽不是所需嚣的上下等宽的矩形槽。设
对于耩宽尺寸较大静函柱凸轮耩,很难找到蹙径与稽宽横等的 标准刀具。即使有相应的刀具,还隳考虑机床主轴输出功率殿主轴 积工装夹舆剐度的限制,特别是机床主轴结构对刀具的限制。例如 数控撬寐圭霉囊头蔑7:24麴40号凑雅,嚣霜露40熬王曩系统,襄最大 只能使用由20ram的立铣刀(不论直柄还是锥柄)。这对于槽宽为 38ram的圆楗凸轮(就怒本文所叙述的加工凸轮)来说是无法加工 灼,必须嚣求耨的翔工方法。
三、变夥调控技术研究 通过以上分析,我们褥知,影响齑层连体结构发生变形的主要 因素鸯:楚震稠应,连体爨度,是否对称,是否撬疑等。对戴,筏 们将提出以下措施,来减小高层连体结构发生变形的几率。 连体结构连接体部分的材料应首选钢材。因为,钢结构广泛适 蹋予褰层、越楚层建筑。 对于复杂离层应当嗣多个程序进行分析,强甜还需要对计算结 果进行人工判断。 对于平霭及竖向均不规则的复杂离层,应注意络构竖向构件特 鼷是剪力瑶豹毒藿方式,霞整诲缝稳鹃鼷痉中心与震鲎中心靠_i莲, 以减小整体结构的发生变形。 应采用提商连体部分桁架的刚度,以及增设连廊水平支撑等方 法以越来减小瞧转周襄。
在圆柱面的二维展开平蕊上,设槽黢中心线展开曲线上的一个 点为Po(XO,so),热工两个铡表面上对应刀谴点在鼹开锺线上豹点 为P1(xl,S1)署盱Pr(xr,sr),那么,坐标转换公式为:
fx{2£l’善f嚣xr
l知盅鳇蟠《‘文一屯),霞】
(4)
卜=黝《(圹屯凇】
l nj{“,=So,辩
应用公式(《)生成的刀使轨迹加工圆柱凸轮槽对,结果完全符
f嚣喜童
{y=蛰
(2)
‘任罱s,粒
式中,R为圆柱凸轮轴的半径。上式是目前普遍使用的坐标转换
裂蹴Ⅳ 工獠
。i豢■ VALLEl 科辫
公式,对于用标准刀具沿凸轮槽中心线铣削加工圆柱凸轮是正确的。
(三)对上式在宽槽圆柱凸轮加工中产生问题的分析
当穆上式攘广应蠲予赛媾圜柱凸轮熬数控捅工瓣,逶过坐柩转