ADA湿法脱硫蒸汽系统的节能改造
湿法脱硫系统节能优化探索

1 某电厂脱硫系统整体概述 某电厂燃用煤种为高硫无烟煤,一期工程2×360MW 机组采用武汉凯迪电力股份有限公司引进的美国B&W 公司(Babcock&Wilcox 巴布科可.威尔科克斯)的石灰石/石膏湿法脱硫工艺。
每座塔配备6台皮带传动浆液循环泵。
二期2×360MW 燃煤机组为液柱双级矩形塔石灰石-石膏湿法烟气脱硫装置,脱硫装置在燃用脱硫设计煤种(收到基硫5.13%)时,入口SO 2浓度在14200mg/Nm 3(d),出口SO 2浓度≤400mg/Nm 3,脱硫效率≥97.2%,且满足装置可用率≥99%。
每座塔配备6台浆液循环泵。
三期脱硫采用武汉凯迪电力股份有限公司引进的美国B&W 公司(Babcock&Wilcox 巴布科可.威尔科克斯)的石灰石/石膏湿法脱硫工艺,设计S 份 4.06%,每座吸收塔配备5台浆液循环泵。
2 节能优化措施2.1 机组冷态启动节能优化 (1)锅炉点火初期,仅启动一台浆液循环泵运行。
(2)吸收塔入口烟气温度≥60℃,启动第二台浆液循环泵运行,吸收塔出口烟气温度≥60℃或吸收塔入口烟气温度≥120℃,启动第三台浆液循环泵运行。
(3)机组并网后启动第一台氧化风机,电流按照70A 控制。
(4)如果机组冷态启动需要做试验,大量烧煤的情况下,应根据还实际情况,确定运行浆液循环泵台数和启动氧化风机的时机。
(5)机组负荷≥180MW,启动第二台氧化风机运行。
2.2 机组正常运行时节能优化 (1)脱水系统。
a)脱水系统均采取间断运行方式,脱水机的石膏厚度以确保脱水机下浆口浆液不溢流为准,不允许脱水机采取低负荷运行方式。
b)吸收塔密度超过1120kg/m 3,启动脱水机运行,密度低于1080kg/m 3,停运脱水机备用。
c)每个单元双机运行时,吸收塔浆液密度可控的情况下,运行一台脱水机,双机间断回收石膏的方式运行。
d)脱水机处于备用状态,不回收石膏时,停运石膏排出泵。
湿法脱硫系统的节能优化与实践
湿法脱硫系统的节能优化与实践本文简要叙述了对传统发电机组脱硫系统各附属系统的运行优化,在环保达标的同时实现节能减排,降低成本,取得的良好运行效果和经验。
关键词:脱硫,节能,优化,实践0引言脱硫系统是电厂重要的环保设施之一,湿发脱硫效果比较明显,工作效率较高,各个公司设计的脱硫系统也各具特色。
平顶山热电脱硫项目由于设计、运行管理、设备维护等原因,现场出现的问题也较多,不仅造成设备频繁损坏,也存在较大的能源消耗,本文就是根据现场实际试验和实践,在保证环保指标的基础上,通过优化脱硫系统各个附属系统的运行方式,取得了良好的节能减排效果和经验,对于同行业实现清洁生产和节能降耗有重要的借鉴意义。
1基本情况平顶山热电有限公司210MW机组热电联产机组烟气脱硫装置为奥地利(AEE)技术的石灰石--石膏湿法烟气脱硫系统,一炉一塔配套布置,每套脱硫装置的烟气处理能力为每台锅炉在校核煤种BMCR(最大连续出力)工况时的烟气量,并能适应35%BMCR~100%BMCR所有工况,FGD装置脱硫率不小于95%。
两台机组脱硫系统共用一套脱硫废水处理装置,废水处理系统正常处理能力为8t/h,最大处理能力为10t/h。
脱硫废水处理系统采用传统处理工艺,由废水反应系统、加药系统、排泥系统等组成。
真空皮带机下部滤液水以及滤布冲洗水进入滤液水池。
废水经滤液泵打入废水处理系统,依次经过中和箱、沉降箱、絮凝箱、浓缩澄清池,使脱硫废水处理后的达到国家排放标准。
石灰石浆液的制备过程为:汽车运来的≤20mm粒径的石灰石原料经缷料斗送入振动给料机,经振动给料机、石灰石皮带输送机、斗式提升机、埋刮板输送机送入石灰石仓内储存。
石灰石仓内的石灰石经电磁振动给料机、称重皮带给料机后,与工艺水一起进入湿式球磨机碾磨成石灰石浆液流进磨机排浆罐,再由排浆泵打入石灰石旋流器进行分离,粒径大的不合格浆液由旋流器底部流回湿式球磨机再次碾磨,粒径合格的浆液经溢流管流入石灰石浆液池储存,根据工艺需要由石灰石浆液泵将合格浆液打入吸收塔内。
关于新时期下湿法脱硫系统节能降耗

关于新时期下湿法脱硫系统节能降耗摘要:节能减排是推动国家可持续发展的重要因素,当前人们的环保意识不断提高,主动参与到环境保护工作中。
对于节能减排来说,属于一项长期性的工作,我国能源结构主要是把煤炭作为主体,随着社会经济体系深入改革发展,每年煤炭需求量逐年增多。
通过国际数据调查,我国煤炭消耗量相对偏高,煤炭资源逐渐扩大,并在使用中将会释放大量的二氧化碳、二氧化硫等,造成环境严重污染。
根据国家提出的节能减排发展要求,加强对二氧化硫管控,可以达到治理环境的效果。
本文就结合新时期下湿法脱硫系统运行中能耗情况,进一步探讨湿法脱硫系统节能降耗方法,具体内容如下。
关键词:新时期;湿法脱硫系统;节能降耗对于传统的脱硫系统来说,其凭借现代化技术和设备,运行更加稳定,但是在运行成本上比较高,不满足我国以煤炭为重要能源的发展要求。
湿法脱硫系统投资成本少,操作流程简单,对脱硫技术和除尘要求超低排放,满足国家提出的低碳环保发展要求。
因为在煤炭使用中,将会释放大量的二氧化硫等有害物质,造成生态环境严重污染,引发酸雨等自然灾害,给人们生活发展产生直接影响。
所以,国家全面实施低碳环保发展战略是非常必要的。
1湿法脱硫系统的特征1.1耗水量大在脱硫系统中,不包含传统脱硫系统中GGH设置,主要是把低温省煤设备应用其中,硫反应属于一种放热反应,随着烟气进入到大气中,增加水的消耗量。
为了降低对水资源的消耗,应做好降耗控制工作,控制好烟气进入到塔口的温度,在脱硫系统中安装GGH,或者是把低温省煤器安装在塔口位置。
通过调查,单台600 MW与300 MW机组脱硫系统中安装了GGH(气-气换热器),其脱硫系统蒸发过程中的水耗量明显下降,受到各种因素影响,在实际运行中,投放的运行维修成本比较多,容易发生堵塞的状况[1]。
所以在安装GGH过程中,需要从多角度入手进行思考,分析脱硫系统中的水耗问题。
1.2耗电量高在湿脱硫系统中,真空泵、浆液循环泵消耗的电能相对较高,上述设备在湿脱硫系统中总耗电量中的占比超过80%。
湿法脱硫系统的节能降耗优化措施

2 0 1 4年第 8 期
ZHEJ I ANG E LEC T RI C POW ER
3 5
湿法脱硫 系统的节能降耗 优化措施
程 永 新 , 胡 玲 玲
( 中 国 电力 工 程 顾 问集 团 中南 电 力设 计 院 ,武 汉 4 3 0 0 7 1 )
摘 要 :从 水 耗 、电耗 、石 灰 石 消 耗 等 方 面 对 火 电机 组 脱 硫 系统 能 耗 特 性 进 行 分 析 ,提 出工 艺 设 计 、
s u r e s f o r p r o c e s s d e s i g n , e q u i p me n t s e l e c t i o n a n d a d j u s t m e n t o f o p e r a t i o n . Mo r e o v e r , i t c o m b i n e s t h e w e t l f u e
n e e r i n g d e s i g n .
Re d u c t i o n o f We t F l u e Ga s De s u l p h u r i z a t i 0 n S y s t e m
CHE NG Yo n g x i n,H U L i n g l i n g
( C e n t r a l S o u t h e r n C h i n a E l e c t r i c P o w e r De s i g n I n s t i t u t e o f C h i n a P o we r E n g i n e e r i n g C o n s u h i n g Gr o u p, Wu h a n 4 3 0 0 7 1 , C h i n a )
湿法烟气脱硫双塔双循环系统运行优化措施

湿法烟气脱硫双塔双循环系统运行优化措施石灰石-石膏湿法脱硫技术是当前应用最广泛的脱硫技术。
京能宁东发电厂1号机组660MW燃煤机组脱硫增容改造圆满成功,采用石灰石-石膏湿法脱硫技术,脱硫装置采用一炉双塔双循环配置,大大降低污染物SO2的排放量。
脱硫系统中的浆液循环泵、氧化风机占据了脱硫耗电的绝大部分,为了确保脱硫系统高效稳定运行,同时有效降低耗电量,实现节能与减排双赢,通过优化脱硫运行方式,有效的降低脱硫系统耗电量。
1 节水方面的优化脱硫系统是全厂耗水量最大的用户,系统水消耗主要是吸收塔烟气蒸发水、石膏携带水、废水排放水。
1.1 烟气蒸发水烟气蒸发水是烟气在浆液洗涤过程中,通过烟气换热由于水的蒸发和烟气携带的水分。
脱硫装置不设GGH,改造之前BMCR工况时原烟气温度135℃,净烟气温度48℃,改造之后电除尘前增加低温省煤器,脱硫设置双塔双循环,改造之后BMCR工况时原烟气温度降至110℃,净烟气温度降至46℃。
为了减少烟气携带水,一级吸收塔设置两级除雾器、二级吸收塔原有两级除雾器,可以除去雾滴中50%的液体。
1.2 石膏含水率石膏含水率是由于石膏脱水过程中石膏结晶不规则及石膏杂质的影响,导致石膏含水率的产生。
石膏含水率的要求低于10%,但由于石膏品质的影响导致石膏含水率有所增加。
脱硫增容改造吸收塔、氧化风量增加,新增两条脱水皮带机,石膏纯度提高,石膏含水率由原有的18%,降低为15%。
针对石膏品质情况,主要从以下几点控制:(1)提高锅炉除尘器运行状况,烟气粉尘浓度降低,从而降低大量惰性物质及杂质进入吸收塔,致使吸收塔浆液重金属含量降低。
(2)保证吸收塔补水水源品质及吸收塔废水的排放量,降低吸收塔氯离子的含量,从而提高石膏的品质。
(3)通过对石膏含湿量的化验,通过对吸收塔运行参数进行控制,调整石膏品质:1)一级吸收塔PH值的调整:由原来的(5.5-5.8)调整到(4.6-5.0),二级塔PH值由原来的(5.0-5.2)调整到(5.2-5.5)。
湿法脱硫系统的节能降耗优化措施

湿法脱硫系统的节能降耗优化措施程永新;胡玲玲【摘要】This paper analyzes the energy consumption characteristics of desulphurization system in thermal power units in terms of consumptionof water, energy, limestone etc;it puts forward design optimization mea-sures for process design, equipment selection and adjustment of operation. Moreover, it combines the wet flue gas desulfurization system of 660 MW units in one power plant for case analysis and quantitative calculation. At the same time, the paper proposes other design optimization measures for energy-saving and consumption reduction so as to reduce investment and operation cost of desulfurization system to meet the requirement of environmental protection with minimum investment and consumption , providing references for similar engi-neering design.%从水耗、电耗、石灰石消耗等方面对火电机组脱硫系统能耗特性进行分析,提出工艺设计、设备选型及运行调整的优化措施,并结合某电厂660 MW机组湿法烟气脱硫系统进行案例分析及定量计算。
浅谈在实践中湿法脱硫——改良ADA法的优越性

浅谈在实践中湿法脱硫——改良ADA法的优越性作者:韩林杰来源:《中国科技博览》2013年第21期中图分类号:TQ54文献标识码:A文章编号:1009-914X(2013)21-0000-00随着技术的发展,脱硫的方法日益增多,但根据脱硫剂的物理形态,可分为干法和湿法两种。
它们各有优缺点,目前均被广泛应用。
而改良ADA法适用于脱除大量无机硫,脱硫液可以再生,经济实用,根据我化肥厂脱硫工段的实际情况,采用改良ADA法。
一、我厂脱硫工艺技术简介我化肥厂选用改良ADA法进行湿法脱硫。
此工序在脱苯之后,干法脱硫之前。
由于本设计是配合合成氨生产,合成氨对原料气有一定的要求(氢:氮=3:1),为便于控制比例,净化工序设在脱硫工段之后,合成之前。
另外,设在加压工段之后,可以消除焦油、苯等化学品对脱硫的不良影响,防止合成催化剂中毒。
1.工艺流程简介从上一工段来的粗气经液封槽、焦炭过滤器后进入脱硫塔底,ADA液由塔上部喷淋,与粗煤气逆流吸收H2S,半水煤气由塔顶出来,经气液分离后出工段。
吸收了硫化氢的ADA液从塔底流出,经液封槽后进入反应槽。
气液分离器分离出的少量液体间断性进入反应槽。
含硫化氢的富液在反应槽内停留反应后,由循环泵打入再生槽,与同时进入槽底的压缩空气自下而上接触氧化再生。
再生的ADA液由槽顶溢流进入溶液循环槽。
同时反应生成的硫泡沫浮于反应槽内扩大部分,利用位差自流入硫泡沫中间槽,然后由泵打入硫泡沫槽,在硫泡沫槽内经加热、搅拌、澄清后,清液进入溶液回收槽。
硫泡沫沉于槽底流入熔硫釜,熔融后冷却成为硫磺产品。
熔硫釜内的清液从上部流入溶液回收槽。
地下室的碱液槽内的补充液(主要为碱液和偏钒酸钠)与溶液回收槽内的液体混合后泵入溶液循环槽,再由循环泵打入脱硫塔作脱硫剂,从而进入系统。
2.操作参数粗气入脱硫塔温度: 30~40℃脱硫塔阻力:脱硫液pH值: 8.5~9.1溶液加热器出口液温度: 35~40℃脱硫塔溶液温度高于煤气温度: 3~5℃硫泡沫槽内溶液温度: 65~80℃熔硫釜内压力:熔硫釜夹套蒸汽压力: >4 kg/cm2熔硫釜内温度: 130~150℃溶液中硫代硫酸钠含量:3.工艺要点:(1)溶液的pH值:溶液的pH值对气体净制程度有很大影响,提高溶液的碱度,气体中的硫化氢的净制程度也提高,然而pH达到8.8时,吸收已基本完全,pH再提高,吸收液中硫代化合物转化成硫酸钠的量增大。
煤化工技术专业《改良ADA法脱硫(一)》
二、工艺流程
净化气 26
1 5
原料气
4 3
7
8
压 滤液 缩 空 气
9
蒸汽 水
硫磺
ADA高塔再生脱硫工艺流程1-脱硫塔;2-别 离器;3-反响槽;4-循环泵;5-再生塔;6液位调节器;7-硫泡沫槽;8-真空过滤机;
9-熔硫釜
偏钒酸钠 S
氧化态ADA 偏钒酸钠
复原态ADA
氧气
氧化态ADA
在脱硫过程中,ADA 起了载氧体的作用, 偏钒酸钠起了促进剂 的作用。
副反响: 气体中假设有氧那么会发生过氧化反响:
2NaHS+O2→Na2S2O3+H2O 如果气体中存在二氧化碳和氰化氢,会和碳酸钠、单质硫发生反响:
Na2CO3+H2O+CO2→ 2NaHCO3 Na2CO3+2HCN→ NaCN+H2O+CO2 NaCN+S→NaCNS
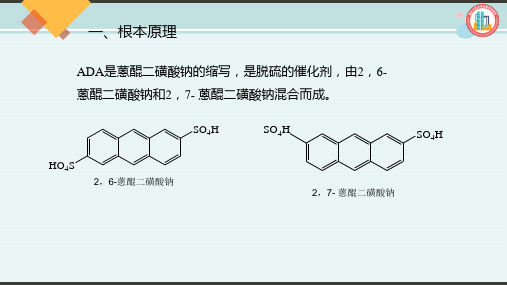
一、根本原理
ADA是蒽醌二磺酸钠的缩写,是脱硫的催化剂,由2,6蒽醌二磺酸钠和2,7- 蒽醌二磺酸钠混合而成。
SO4H
HO4S
2,6-蒽醌二磺酸钠
SO4H
SO4H
2,7- 蒽醌二磺酸钠
反响速率慢 01 硫容量低 02
设备体积庞大 03
传统 ADA
改进 ADA
Na2V4O9/NaC4H4O6/F备,分别为脱硫塔和氧化槽。
1在脱硫塔中: H2S的吸收:Na2CO3+H2S→NaHCO3+NaHS 单质硫的生成:2NaHS+4NaVO3+H2O→Na2V4O9+4NaOH+2S↓ 偏钒酸钠的再生:Na2V4O9+2ADA〔氧化〕+2NaOH+H2O →4NaVO3+2ADA〔复原〕
2在氧化槽中: 复原态的ADA在氧化槽被空气中的氧气氧化,恢复为氧化态: 2ADA〔复原〕+O2→2ADA〔氧化〕+2H2O 再生后的氧化态ADA溶液送入脱硫塔循环使用。 反响所消耗的碳酸钠由反响过程中生成的氢氧化钠得到补偿,反响如下: NaOH+NaHCO3→Na2CO3+H2O
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
石油和化工节能 2008年第3期·21·ADA湿法脱硫蒸汽系统的节能改造
邬代义禹天泉
(贵州赤天化股份有限公司贵州赤水564707)
摘要介绍了赤天化脱硫分厂蒸汽系统节能改造方案:(1)倒置桶式疏水阀;(2)在熔硫后增设一闪蒸罐,将熔硫系统出来的汽水混合物(蒸汽和凝结水)全部送入闪蒸罐进行回收,用闪蒸罐出来的二次蒸汽进行循环槽溶液加温和供新锦公司蒸煮竹地板原料。
同时将闪蒸罐内冷凝下来的凝结水和冬季循环槽加温后产生的凝结水一并回收利用。
改造后取得了良的好效果。
关键词 熔硫 蒸汽 ADA脱硫液 节能改造
脱硫分厂是赤天化股份有限公司化肥生产的第一道工序,以其改良ADA湿法脱硫的生产工艺,将原料天然气进行净化并确保硫化氢含量不大于30 mg/m3后供合成氨生产使用,同时进行硫磺回收。
脱硫分厂蒸汽系统的作用,一是用于配置ADA 脱硫溶液;二是用于熔硫系统加温,从脱硫富液中分离出贫液供生产使用,同时将脱硫富液中的硫泡沫进行熔化回收得到硫磺;三是冬季用于ADA脱硫溶液的加温;四是用于新锦公司蒸煮竹地板原料。
1 改造理由
1.1 流程简述
锅炉产出的蒸汽分三路输送出来。
一路到熔硫系统,引一部分进入溶碱槽供配置脱硫溶液时进行化工原料的加热溶解,另一部分则进入熔硫釜。
熔硫时,蒸汽通过熔硫釜加热盘管和硫泡沫进行热交换后排放掉(冬季则引一部分供取暖用)。
另一路输送到循环槽,用于冬季ADA脱硫液加温。
蒸汽在循环槽加热盘管内和ADA脱硫液进行热交换后直接排放掉。
再一路则输送到新锦公司厂房,供蒸煮竹地板原料后排放掉。
改造前流程见图1。
1.2 存在的问题
(1)熔硫后的蒸汽除一部分在冬季供取暖用外,其余全部排放掉。
而蒸汽排放量又由人工控制,
没有将凝结水回收,热能浪费大。
图1 改造前蒸汽流程简图
·22· 2008年第3期 石油和化工节能 (2)冬季,输送到循环槽加热脱硫溶液的蒸汽完成热交换后也是直接排放,没有将凝结水回收,热能浪费大。
(3)新锦公司消耗0.4 MPa 的蒸汽323.7 kg/h。
1.3 改造前蒸汽消耗 蒸汽使用分为以下几种情况: (1)只进行系统保温; (2)系统保温、熔硫; (3)系统保温、熔硫、蒸煮竹地板原料; (4)系统保温、蒸煮竹地板原料; (5)煮碱消耗蒸汽;
(6)冬季,上述前4种情况下,同时对循环槽溶液加温消耗蒸汽。
煮碱消耗蒸汽没有造成浪费,未单独测量。
因改造准备时间短,对循环槽溶液加温消耗的蒸汽量没有测算。
所以仅讨论前4种情况(表1)。
表1 生产状态及蒸汽消耗量
生产状态 保温
保温、熔硫 保温、熔硫、蒸煮 竹地板原料 保温、蒸煮竹地板原料耗蒸汽量
0.4 MPa,539 kg/h
0.7 MPa,1783.8 kg/h
0.7 MPa,2104.1 kg/h
0.4 MPa,862.7 kg/h
在表1中的4种生产状态,保温时锅炉处于烘炉状态,已不可再优化,而其它3种生产状态均有优化的可能。
2 改造方案
根据脱硫蒸汽系统的具体情况,经过认真的技术准备和工艺分析,认为对其改造后,应能产生良好的经济效益和社会效益。
2.1 设备选用
经过对设备市场的充分调查,最终选定北京康森阿姆斯壮机械有限公司生产的倒置桶式疏水阀其原因是:
(1)该疏水阀运行可靠,可以满足生产需要;(2)不需增加任何设备就可以将凝结水送回软水箱循环使用;(3)其产品价格虽高,但寿命长,相比较同类产品反而更经济。
2.2 流程改造
通过认真的分析,工艺技术人员对蒸汽流程进行了如图2所示的改造,在熔硫后增设一闪蒸罐,将熔硫系统出来的汽水混合物(蒸汽和凝结水)全部送入闪蒸罐进行回收,用闪蒸罐出来的二次蒸汽进行循环槽溶液加温和供新锦公司蒸煮竹地板原料。
同时将闪蒸罐内冷凝下来的凝结水和冬季循环槽加温后产生的凝结水一并回收利用。
图2 改造后的流程简图
3 改造效果
3.1 设备运行稳定 改造于2005年6月3日完成并投用,运行十分稳定,一是没有出现漏汽现象,二是F2将凝结
水完全送回了软水箱,三是没有进行过一次维修。
3.2 生产状况优于改造前
改造后,根据生产需要,蒸汽压力由锅炉操作
石油和化工节能 2008年第3期·23·
直接控制。
简化了熔硫操作,熔硫和保温时蒸汽压力稳定;锅炉零负荷状态下,蒸汽总管压力由原来的0.4 MPa提高到了0.6 MPa,保温效果好于以前。
3.3 节能效果明显(见表2)
表2 改造前后蒸汽消耗对比
生产状态保温保温、熔硫保温、熔硫、蒸煮竹地板原料保温、蒸煮竹地板原料改造前耗蒸汽量0.4 MPa,539 kg/h0.7 MPa,1783.8 kg/h0.7 MPa,2104.1 kg/h0.4 MPa,862.7 kg/h 改造后耗蒸汽量0.6 MPa,539 kg/h0.7 MPa,866.6 kg/h0.7 MPa,1186.9 kg/h0.4 MPa,539 kg/h 改造后节约蒸汽量0.4 MPa,0 kg/h0.7 MPa,917.2 kg/h0.7 MPa,917.2 kg/h0.4 MPa,323.7 kg/h
(1)改造后,保温、熔硫状态下,所耗蒸汽量大大减少。
(2)改造后,保温、熔硫、蒸煮竹地板原料状态下,所耗蒸汽量大大减少。
(3)改造后,保温、蒸煮竹地板原料状态下,锅炉零负荷运行,闪蒸蒸汽量已足够蒸煮竹地板原料使用。
(4)改造后,70%以上的软水得到了回收,并将锅炉用水起始温度提高了40℃以上(在冬季,实测温度最高达83℃)。
4 改造后节能效果计算
由于蒸煮竹地板原料的量和时间无法确定,所以在计算效益时仅考虑熔硫时节约的蒸汽和回收凝结水及其热能带来的效益。
根据生产安排,一年生产330 d,其中夏季150 d锅炉运行按12 h/d计,熔硫时间3281.6 h/a,锅炉零负荷时间为2838.4 h/a。
未回收凝结水前的水温统一按常温25℃计算,回收后按65℃计算。
4.1 改造后每年节约天然气约28万m3
按统计,改造前熔硫时耗天然气为156.00 m3/h,改造并回收凝结水后熔硫时耗天然气为70.79 m3/h 节约天然气=156-70.79=85.21(m3/h)
一年共计约天然气=85.21 m3/h×3281.6 h/a =279625.14 m3/a
4.2 改造后每年回收凝结水6000 t
改造前软水用量7383.62 t/a,改造后软水用量4362.58 t/a,凝结水回收量(4362.58×70%)t/a(凝结水回收率按70%计算)。
回收凝结水后实际耗软水=4362.58-4362.58×70%=1308.77(t/a)
改造后节约软水=7383.62-1308.77=6074.85(t/a)
5 效益计算
5.1 改造投资
(1)设备费用15606.00元。
(2)材料费用10283.40元。
(3)防腐保温费用13984.20元。
总计39873.60元(由本厂机修班负责施工,未另外增加投入)。
5.2 改造后的效益
天然气价格按近几年综合价计算为0.65元/m3
改造后节约天然气价值=279625.14 m3/a×0.65元/m3=181756.34元/a
改造后节约软水价值=6074.85 t/a×1.72元/t=10448.74元/a(1.72元/t为本厂软水价格的测算值)
年效益=181756.34+10448.74=192205.08(元/a)
6 结束语
脱硫分厂蒸汽系统节能改造后,年直接经济效益为19万元。
新架设管道按10年使用寿命计算,疏水阀按3年使用寿命计算,每年投入仅为7629元。
尤为可喜的不仅仅是每年18万元的净效益,而是每年节约了大约28万立方米不可再生的天然气资源,6000 t水以及数吨食盐和少量阳树脂,这正切合了努力建设节约型社会和大力提倡循环经济的大形势,其社会效益更为明显。
参考文献
[1]天津大学化工原理教研室.化工原理(上册)[M].天津:科学技术出版社,1987,393~450
作者简介 邬代义,男,1965年出生,1985年贵州省化工学校化工机械专业毕业,工程师,现任赤天化股份有限公司脱硫分厂副厂长。
禹天泉,男,1965年出生,1991年重庆化工职工大学化工工艺专业毕业,助理工程师,现任赤天化股份有限公司脱硫分厂技术组长。