6 Sigma 六西格玛 6σ管理原理与案例应用——一个关于面包的案例解析
6sigma学习案例

如何定义改进?
• 将竞争对手作为标竿 百万缺陷数
“好面包”烘烤过程
Freihofer
WONDER Pepperidge Farm
Sunbeam
•关注缺陷 ( 即 口味等级< 7)
• 明确“可接受的西格玛 水平”
• 设定相应的改进目标
1,000,000 100,000 -
需提高 . . . . . . . . . . . . . . . . . 的. . 间. . .距. . . . . . .
可忽略
提高
第八步..…发现关键变量(Xs)与Y 之间的关系
如何发现发现关键变量(Xs)与Y 之间的关系?
• 进行更详尽的试验
• 关注: 烘箱温度从 325°到 375 °;三种品
牌的面粉
• 次数#
温度
品牌
1
325
A
2
325
B
3
325
C
4
350
A
5
350
B
6
350
C
7
375
A
8
375
B
9
375
C
结果: 350°& 品牌A 是最佳组合
FLOUR Brand A
FLOUR
Brand B
FLOUR
Brand C
注意: 在温度变化明显时, 烤制时间是一个因素.
提高
第9步..…建立关键变量 (Xs)的容差
如何确保烘箱温度受控?
• 数据表明 350 °( ± 5 ° ) 是降低口味变化的最佳温度
• 除非紧急情况,否则使用品牌A 的面粉
• “好面包” 寻找好的面粉供货商以备
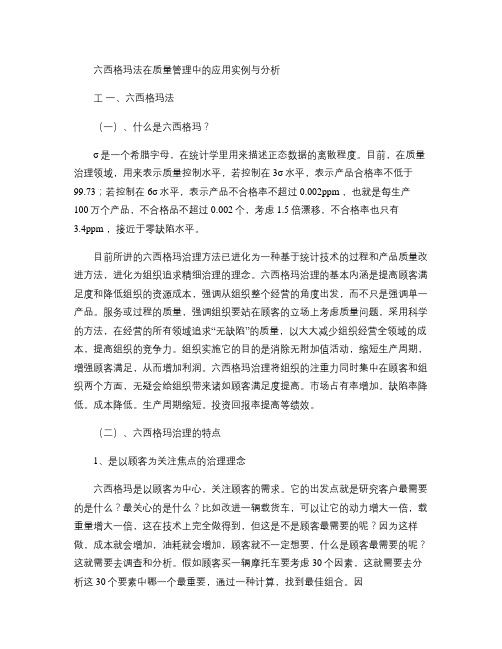
经典精益六西格玛项目-烤面包优化
4 3
结论:不同品牌的面粉对口 感有显著的影响:A品牌最好
持续改进项目
Flour-Brand
面粉品牌
15
C
A
B
A3 分析厨师与口感(Y)的关系
One-way ANOVA: Taste versus Chef
D
M
A
I
C
Analysis of Variance for Taste Source DF SS MS F P Chef 2 63.517 31.758 32.57 0.000 Error 27 26.325 0.975 Boxplots of Taste by Chef Total 29 89.842 (means are indicated by solid circles) Individual 95% CIs For Mean 10 Based on Pooled StDev 9 Level N Mean StDev ---------+---------+---------+------8 Bush 10 8.7500 0.9204 (---*----) John 10 5.3000 1.0055 (---*----) 口 7 6 Nick 10 7.8000 1.0328 (---*---) 感 5 ---------+---------+---------+------Pooled StDev = 0.9874 6.0 7.5 9. 4
项目范围 原材料采购至面包存储 项目进度
2007年9月8日 - 2007年12月8日
6
目录
1 2 3 4 5
定 测 分 改 控
义 量 析 善 制
6σ管理成功案例分析
6σ管理成功案例分析案例:托利多公司托利多公司进行六西格玛的目的和范围通过实施六西格玛,不断提高产品质量和顾客满意度,将资源的浪费降到最低,从而培养持续改进、追求完美的企业文化,彻底消除满足现状的心态,保持托利多公司持续稳定地增长。
在托利多公司运作的任何过程都逐步推广实施六西格玛,促使每位员工做任何事都能更少失误,以达到六西格玛及以上为努力目标,使零缺陷的工作能量化体现。
托利多公司六西格玛管理实施组织机构为便于六西格玛的有效开展,梅特勒一托利多落实完善了专门的六西格玛组织,并对职责和权限作出明确规定。
六西格玛组织具体由下列职位组成:→执行领导(Executive Management):为实施六西格玛提供必要的资源,包括人力资源、财力资源、专项技能(如财务核算)、时间、培训;提议、筛选项目或对选择项目和成立团队进行指导;参与关键项目树立榜样→推行委员会(Executive Committee)开展六西格玛知识培训;负责本公司六西格玛系统的建立;统筹本公司六西格玛系统的运作及推进→倡导者(Champion)了解六西格玛工具和技术的应用;为黑带提供管理、领导、支持;检查项目;在实施六西格玛战略中致力于降低成本、提高收入和效益→黑带大师(MasterBlackBelt)培训六西格玛工具和技术:为黑带提供技术支持;推动黑带们领导的多个项目;为倡导者和执行领导提供咨询帮助;作为内部的咨询师、培训教师和专家→黑带,绿带(BlackBelt,GreenBelt)寻找应用六西格玛战略和工只的机会,包括内部和外部;选择改进项目,制定相应目标和量化指标;组建六西格玛项目团队;为团队员工提供新战略和工具的正式培训;管理并推动、领导项目团队,评价团队成员;以培训、案例研究、小规模研讨等形式来传达新的战略和工具;按计划完成项目,确保项目效益,并总结推广;通过应用六西格玛战略和工具来推销六西格玛。
→项目团队成员(ProjectTeam Members)参加所有的会议和相关培训;完成每次会议后布置的工作;积极地参与并贡献专业知识;应用六西格玛突破DMAIC过程来解决问题。
精益六西格玛案例分析
精益六西格玛案例分析精益六西格玛(Lean Six Sigma)是一种流程改进和质量管理方法,结合了精益生产和六西格玛方法。
精益生产强调消除浪费和优化价值流程,而六西格玛强调通过减少变异性提高质量和效率。
本文将介绍一个精益六西格玛的案例,以展示其在组织中的应用及效果。
案例背景:汽车制造公司在生产中遇到了一些质量问题,例如生产线停机、生产末端退货率高等。
公司决定采用精益六西格玛方法优化生产流程。
1.理解客户需求:通过调查客户需求和对比竞争对手,公司发现产品的外观质量和可靠性是客户最关注的两个方面。
因此,优化生产流程需要着重解决这两个问题。
2.建立指标:为了衡量改进的效果,公司建立了一些指标,如生产线的停机时间、产品外观缺陷率等。
3.流程分析:公司对生产线的每个环节进行流程分析,找出潜在的浪费并制定改进方案。
例如,通过重新布置车间设备,减少取料时间;通过培训员工并提供错误防范措施,减少人为失误。
4.数据收集:公司开始收集与问题相关的数据,如停机记录、退货率等,并将其整理成可分析的格式。
5.统计分析:公司使用六西格玛方法对数据进行统计分析,找出问题的根本原因。
例如,通过回归分析,公司发现停机时间与设备故障次数有相关性,因此可以通过提高设备的可靠性来减少停机时间。
6.解决问题:公司根据数据和分析结果制定了一些解决方案,如增加设备维护频率、招聘更有经验的操作员等。
7.测试和验证:公司对解决方案进行测试,并跟踪指标的变化。
例如,公司实施了新的设备维护计划,并在一段时间后再次收集停机数据进行对比分析。
8.控制和持续改进:公司建立了一套控制措施,以确保改进效果的持续。
例如,定期对生产线进行巡检,培训新员工并提供继续教育,以保持高质量的生产。
通过采用精益六西格玛方法,该汽车制造公司取得了显著的改进效果。
例如,生产线的停机时间减少了50%;产品外观缺陷率下降了30%;退货率减少了20%。
这些改进不仅提高了产品质量和可靠性,还降低了生产成本。
6σ管理成功案例分析
6σ管理成功案例分析案例:托利多公司托利多公司进行六西格玛的目的和范围通过实施六西格玛,不断提高产品质量和顾客满意度,将资源的浪费降到最低,从而培养持续改进、追求完美的企业文化,彻底消除满足现状的心态,保持托利多公司持续稳定地增长。
在托利多公司运作的任何过程都逐步推广实施六西格玛,促使每位员工做任何事都能更少失误,以达到六西格玛及以上为努力目标,使零缺陷的工作能量化体现。
托利多公司六西格玛管理实施组织机构为便于六西格玛的有效开展,梅特勒一托利多落实完善了专门的六西格玛组织,并对职责和权限作出明确规定。
六西格玛组织具体由下列职位组成:→执行领导(Executive Management):为实施六西格玛提供必要的资源,包括人力资源、财力资源、专项技能(如财务核算)、时间、培训;提议、筛选项目或对选择项目和成立团队进行指导;参与关键项目树立榜样→推行委员会(Executive Committee)开展六西格玛知识培训;负责本公司六西格玛系统的建立;统筹本公司六西格玛系统的运作及推进→倡导者(Champion)了解六西格玛工具和技术的应用;为黑带提供管理、领导、支持;检查项目;在实施六西格玛战略中致力于降低成本、提高收入和效益→黑带大师(MasterBlackBelt)培训六西格玛工具和技术:为黑带提供技术支持;推动黑带们领导的多个项目;为倡导者和执行领导提供咨询帮助;作为内部的咨询师、培训教师和专家→黑带,绿带(BlackBelt,GreenBelt)寻找应用六西格玛战略和工只的机会,包括内部和外部;选择改进项目,制定相应目标和量化指标;组建六西格玛项目团队;为团队员工提供新战略和工具的正式培训;管理并推动、领导项目团队,评价团队成员;以培训、案例研究、小规模研讨等形式来传达新的战略和工具;按计划完成项目,确保项目效益,并总结推广;通过应用六西格玛战略和工具来推销六西格玛。
→项目团队成员(ProjectTeam Members)参加所有的会议和相关培训;完成每次会议后布置的工作;积极地参与并贡献专业知识;应用六西格玛突破DMAIC过程来解决问题。
六西格玛管理及其应用案例

六西格玛管理及其应用案例2008-1-1来源:企业改革与管理作者:周媛六西格玛(SIX SIGMA)管理作为一种先进的管理理念,正被全球各大著名企业所接受与运用。
作为美国的登记结算机构,全美证券存管清算公司(The DepositO ry Tmst&Clea ring CO rpo ration,简称“DTCC”)也从2004年开始实行六西格玛管理并取得了巨大的成功。
六西格玛分析流程(DMAUC)六西格玛是典型的定量决策系统,和传统方法相比,它更强调数据的作用,强调运用统计手段和各种技术去发现过程问题的本质规律,从根本上消除问题。
这使得程序的所有变量得到提示和量化,比较和改善就成了顺理成章的事。
基于对过程本质的深刻理解。
六西格玛用“D-M-A-1-C”的方法体系对过程进行改进。
即分五个阶段:定义(Defi ne)、测量(h4easu re)、分析(An-alyze)、改善(Impr OVe)与控制(COntrOI)。
定义(Define):界定核心流程和关键顾客,站在顾客的立场,找出对他们来说最重要的事项,也就是关键要理清团队章程,以及核心事业流程。
测量(IMeBsure):找出关键评量,就是要为流程中的瑕疵建立衡量基本步骤:人员必须接受基础机率与统计学的训练,及统计分析软件与测量分析等课程。
为了不造成员工的沉重负担,不妨让具备实际推行经验的人,带着新手一同接受训练,帮助新手克服困难。
对于复杂的演算问题,可提供自动计算工具。
减少复杂计算所需的时间。
一般将界定和衡量看作第一阶段,此阶段要求能定义客户要求,并将客户要求转化为六西格玛项目的技术和工具,量亿及识剐客户要求,并将其与公司战略相结合,从而制订六西格玛项目计划并预测收益的技术。
另外,各类测量系统的分析技术及过程底线的分析技术也将结合运用。
分析(Analyze):探究误差发生的根本原因。
运用统计分析,检测影响结果的潜在变量,找出瑕疵发生的最重要根源。
六西格玛法在质量管理中的应用实例与分析解读
六西格玛法在质量管理中的应用实例与分析工一、六西格玛法(一)、什么是六西格玛?σ是一个希腊字母,在统计学里用来描述正态数据的离散程度。
目前,在质量治理领域,用来表示质量控制水平,若控制在3σ水平,表示产品合格率不低于99.73;若控制在6σ水平,表示产品不合格率不超过0.002ppm ,也就是每生产100万个产品,不合格品不超过0.002个,考虑1.5倍漂移,不合格率也只有3.4ppm ,接近于零缺陷水平。
目前所讲的六西格玛治理方法已进化为一种基于统计技术的过程和产品质量改进方法,进化为组织追求精细治理的理念。
六西格玛治理的基本内涵是提高顾客满足度和降低组织的资源成本,强调从组织整个经营的角度出发,而不只是强调单一产品。
服务或过程的质量,强调组织要站在顾客的立场上考虑质量问题,采用科学的方法,在经营的所有领域追求“无缺陷”的质量,以大大减少组织经营全领域的成本,提高组织的竞争力。
组织实施它的目的是消除无附加值活动,缩短生产周期,增强顾客满足,从而增加利润。
六西格玛治理将组织的注重力同时集中在顾客和组织两个方面,无疑会给组织带来诸如顾客满足度提高。
市场占有率增加。
缺陷率降低。
成本降低。
生产周期缩短。
投资回报率提高等绩效。
(二)、六西格玛治理的特点1、是以顾客为关注焦点的治理理念六西格玛是以顾客为中心,关注顾客的需求。
它的出发点就是研究客户最需要的是什么?最关心的是什么?比如改进一辆载货车,可以让它的动力增大一倍,载重量增大一倍,这在技术上完全做得到,但这是不是顾客最需要的呢?因为这样做,成本就会增加,油耗就会增加,顾客就不一定想要,什么是顾客最需要的呢?这就需要去调查和分析。
假如顾客买一辆摩托车要考虑30个因素,这就需要去分析这30个要素中哪一个最重要,通过一种计算,找到最佳组合。
因此六西格玛是根据顾客的需求来确定治理项目,将重点放在顾客最关心。
对组织影响最大的方面。
2、通过提高顾客满足度和降低资源成本促使组织的业绩提升六西格玛项目瞄准的目标有两个,一是提高顾客满足度。
六西格玛公式计算案例资料

六西格玛公式计算案例资料六西格玛是一种统计学工具,用于测量产品或过程的质量水平。
它是由因特尔公司于1986年引入,并成为了全球范围内的一种质量管理方法。
在本文中,我们将讨论六西格玛公式的计算案例资料。
六西格玛公式的基本原理是通过测量和控制过程的变异性,以减少不合格产品的数量。
这个公式是通过将变量的规格范围除以六倍标准偏差来计算的。
标准偏差是一个测量数据变异程度的统计量,可以通过计算数据的方差和平方根来获得。
将六倍标准偏差与规格范围相除,就可以得到一个衡量过程能否满足规格要求的指标。
假设我们有一个生产过程,需要根据规格要求制造一种零件。
规格要求是直径在10毫米到11毫米之间。
我们需要使用六西格玛公式来确定该过程是否满足规格要求。
以下是我们采集到的一些样本数据:样本1:10.2毫米、10.5毫米、10.8毫米、10.3毫米、10.7毫米样本2:10.4毫米、10.6毫米、10.9毫米、10.8毫米、10.6毫米样本3:10.3毫米、10.7毫米、10.5毫米、10.4毫米、10.6毫米首先,我们需要计算每个样本的平均值和标准偏差。
然后,我们将标准偏差与规格范围相除,得到一个公式值,该值应小于1才表示过程满足规格要求。
样本1的平均值是(10.2+10.5+10.8+10.3+10.7)/5=10.5毫米样本1的标准偏差是sqrt[((10.2 - 10.5)^2 + (10.5 - 10.5)^2 + (10.8 - 10.5)^2 + (10.3 - 10.5)^2 + (10.7 - 10.5)^2) / 5] =0.2449毫米样本2的平均值是(10.4+10.6+10.9+10.8+10.6)/5=10.66毫米样本2的标准偏差是sqrt[((10.4 - 10.66)^2 + (10.6 - 10.66)^2 + (10.9 - 10.66)^2 + (10.8 - 10.66)^2 + (10.6 - 10.66)^2) / 5] = 0.1789毫米样本3的平均值是(10.3+10.7+10.5+10.4+10.6)/5=10.5毫米样本3的标准偏差是sqrt[((10.3 - 10.5)^2 + (10.7 - 10.5)^2 + (10.5 - 10.5)^2 + (10.4 - 10.5)^2 + (10.6 - 10.5)^2) / 5] =0.1414毫米现在,我们将标准偏差与规格范围相除,得到公式值:样本1的公式值是0.2449毫米/(11毫米-10毫米)=2.449样本2的公式值是0.1789毫米/(11毫米-10毫米)=1.789样本3的公式值是0.1414毫米/(11毫米-10毫米)=1.414根据计算结果,我们可以发现样本1的公式值大于1,这意味着该过程不满足规格要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• 每百万次机会产生3.4个缺陷
• 依靠有能力的工序防止缺陷产生 • 知道高质量制造商就是低成本制 造商 • 使用定义、测量、分析、改进、 控制和定义、测量、分析、设计、 验证。 • 以世界上最好的公司作为参照基 准进 行比较 • 认为99%是无法接受的 • 从外部出发定义关键质量特性 (CTQ)
六西格玛管理
.............................
............................. ............................. .............................
•关注缺陷(即口味 等级< 7)
• 明确“可接受 的西格玛水平” • 设定相应的改 进目标
6σ理念
3σ 公司:
6σ 公司:
• 质量成本耗费5% 的销售额
• 质量成本耗费15-25% 的销售额
• 每百万次机会产生66,807个缺陷
• 依靠检查来发现缺陷 • 认为高质量是昂贵的 • 没有规范的解决问题的方法 • 以竞争对手作为参照基准进行比 较 • 认为99%已经足够好 • 从自身内部出发定义关键质量特 性(CTQ)
4σ
5σ 6σ
99.38
99.977 99.9996 6
6210
233 3.4
99.993 63 7
99.999 0.57 943 99.999 0.002 9998
6 概述
实际操作案例
(6 Sigma面包房)
6..…烤制面包
好面包公司
面粉 发酵粉
使用DMAIC步骤法
第1步.选择“关键质量特性”
°± °
•
“好面包” 寻找好的面粉供货商以备 不时之需 • 但是..…我们的测量系统正确吗?
FLOUR
第10 步..…验证 Xs 的测量系统
如何进行? • 校正温度仪的准确性
• 需要标准仪器以备比 较 • • 租用其他高级设备 比较结果
验证测量仪器是准确的
第11步.明确关键变量Xs的控制能力
如何实施? • • • 检查所有烤箱温度
1
2
“重复性”与“再现性表明该测量系统有效
第4步 建立 Y (口味) 的产品能力
如何实施? • 正常条件下烘烤几 块面包 • • 品尝小组评级 平均等级为 7.4
# 等级数
目标 = 8
缺陷 <7
7 6 5
6 4 3 2 1
1 2 3
4
3 2 1
4 3
1
4 5 6 7 8 9 10
等级
相对于6 过程来 说,该偏差过大 这是一个 3 过程!
“Brand C”
• 审核备选面粉供货商 354 353 的使用 频率(例如:品牌C)352
351
FLOUR
• 定期更换品尝小组
• 将结果制成图表
350 349 348 1 3 5 7 9 11 13 15 17 19 21 23 25
还有..…不断的用数据绘图
谢谢大家!
第3步.验证 Y的测量系统
如何开展?
让品尝小组闭上眼睛,测定几个面包样本 ,有些样本重复使用,同一样本的级别 稳定---- “重复性, 不同测定人员的 级别稳定-----“再现性”
品尝 小组
面包 1
面包 2
面包3
A B
5 4
8 9
9 1
C
D E
4
8 4
9
9 8
2
8 2
F
G
5
8
* ± 1 单位内
9
9
寻求同时增加顾客满意和企业经济增长的经营战略
6适合任何类型,任何规模的组织,它是一 种过程、一种理念、一套工具、一种高层管理者 对取得优秀业绩的承诺,而不是一味的追求利润, 6倡导流程化管理,采用量化的方法分析流程中 影响质量的因素、找到关键的因素加以改进,从 而将资源的浪费降至最低,同时提高顾客满意度.
顾客看重的是什么?
• • • 蓬松度 软硬度 香味 新鲜 口味
Y = 口味!!
• •
第2步.对CTQs or Y定义绩效标准
如何测量口味? 创立品尝小组 将口味从1 到10划分 目标: 平均为 8级 期望:不要低于7,即 低于7级为缺陷 最坏
缺陷 目标
最好
Y = 1 2 3 4 5 6 7 8 9 10
来源 结论
•
设计试验
盐
可忽略
• 采用潜在波动 的不同来源 • 品尝小组对试 验中使用的面包 评级 关注“关键变量” • 结果可显示关 键变量
面粉
主要原因
可忽略
主要原因
发酵粉
可忽略
第8步发现关键变量(Xs)与Y 之间的关系
如何发现发现关键变量(Xs)与Y 之间的关系? • 进行更详尽的试验 • 关注: 烘箱温度从 325 到 375 ;三种品牌的面 粉 ° ° • 次数# 1 A 2 B 3 C 4 A 5 B 6 C 7 A 8 B 9 温度 325 325 325 350
6质量管理
—— 世界500强公司中的应用
如果把成功运用6 管理的企业罗列出 来,好像是一个精 选版的财富500强
GE ABB 摩托罗拉
1987
康柏
摩根 福特 LG
NEC
杜邦 索尼 西门子
爱立信
三星 飞利浦 美国快递
诺基亚
东芝
更 多 的 知 名 和 著 名 企 业
IHale Waihona Puke M1989DEC1991
联信
FLOUR FLOUR
Brand A
品牌
FLOUR
Brand B
Brand C
350
350 375
°
375
375
结果: 350 & 品牌A 是最佳组合
第9步.建立关键变量 (Xs)的容差
如何确保烘箱温度受控? • 数据表明 350 ( 5 ) 是降低口味变化的最佳温度 除非紧急情况,否则使用品牌A 的面粉 Brand A
6σ 的介绍及案例分析
6σ的简单介绍
6σ管理(六西格玛,统计 学上用来表示“标准偏差”,即 数据的分散程度 )。在质量管 理领域,用来表示质量控制水 平,若控制在3σ水平,表示产 品合格率不低于99.73%;若控 制在6σ水平,表示产品不合格 率不超过0.002ppm,也就是每 生产100万个产品,不合格品不 超过0.002个,接近于零缺陷水 平。
30
# 烤箱号
实时监控温度 关注过程能力
25 20 15 10 5
•
查找波动的程度
345 346 347 348 349 350 351 352 353 354 355 356 357
温度
波动不错,但是…平均值偏高( 算法需检查)
第12步.实施基于Xs 的控制系统
我们还要做些什么? • 每日检查烤箱的温度 水平
产品质量连续改进提高的工程统计描述
方法特点:
这种管理方法是一项旨在从每件产品、过 程和交易中几乎消除不合格的方法,是一种改 进过程性能的方法
核心目标:降低成本、提高收益
适用范围:任何类型、任何规模的 组织
6σ管理的基本原则
对顾客真正的关注 基于事实的管理 对流程的关注、管理和改进 主动管理 无边界合作 追求完美,容忍失败
第5步 定义 Y (口味)的改进目标
如何定义改进? • 将竞争对手作 为标竿
百万缺陷数
1,000,000 100,000 .............................
“好面包”烘烤过程
Freihofer
需提高 的间距
WONDER Pepperidge Farm Sunbeam
10,000 -
柯达
1993 1995 1997
NCR
1999 2002
案例
σ水平 1σ 2σ 3σ
美国: 摩托罗拉 美国:通用电气
合格品率( %) 30.85 69.15 93.32
成功应用,取得了良好的效果
DMPO (偏移1.5 σ ) 691500 308527 66800 合格品率 (%) 68.26 95.45 99.73 DMPO (无偏移 ) 317400 45400 2700
1,000 100 10 1 -
最佳竞争者
2
3
4
5
6
7
西格玛值
第6步 识别Y (口味) 波动的来源
• 厨师大脑风暴
•
可能的原因是:
盐的用量 面粉品牌 烘烤时间
YEAST FLOUR
烘烤温度 发酵粉等级
多种来源: 厨师,供货商 , 控制条件
-
第7步如何筛选波动的潜在根源(Xs)?
如何筛选波动根源(Xs)?