号钢调质处理
45号钢的调质
45号钢的调质45号钢是中碳结构钢,冷热加工性能都不错,机械性能较好,且价格低、来源广,所以应用广泛。
它的最大弱点是淬透性低,截面尺寸大和要求比较高的工件不宜采用。
45号钢淬火温度在A3+(30~50) ℃,在实际操作中,一般是取上限的。
偏高的淬火温度可以使工件加热速度加快,表面氧化减少,且能提高工效。
为使工件的奥氏体均匀化,就需要足够的保温时间。
如果实际装炉量大,就需适当延长保温时间。
不然,可能会出现因加热不均匀造成硬度不足的现象。
但保温时间过长,也会也出现晶粒粗大,氧化脱碳严重的弊病,影响淬火质量。
我们认为,如装炉量大于工艺文件的规定,加热保温时间需延长1/5。
因为45号钢淬透性低,故应采用冷却速度大的10%盐水溶液。
工件入水后,应该淬透,但不是冷透,如果工件在盐水中冷透,就有可能使工件开裂,这是因为当工件冷却到180℃左右时,奥氏体迅速转变为马氏体造成过大的组织应力所致。
因此,当淬火工件快冷到该温度区域,就应采取缓冷的方法。
由于出水温度难以掌握,须凭经验操作,当水中的工件抖动停止,即可出水空冷(如能油冷更好)。
另外,工件入水宜动不宜静,应按照工件的几何形状,作规则运动。
静止的冷却介质加上静止的工件,导致硬度不均匀,应力不均匀而使工件变形大,甚至开裂。
45号钢调质件淬火后的硬度应该达到HRC56~59,截面大的可能性低些,但不能低于HRC48,不然,就说明工件未得到完全淬火,组织中可能出现索氏体甚至铁素体组织,这种组织通过回火,仍然保留在基体中,达不到调质的目的。
45号钢淬火后的高温回火,加热温度通常为560~600℃,硬度要求为HRC22~34。
因为调质的目的是得到综合机械性能,所以硬度范围比较宽。
但图纸有硬度要求的,就要按图纸要求调整回火温度,以保证硬度。
如有些轴类零件要求强度高,硬度要求就高;而有些齿轮、带键槽的轴类零件,因调质后还要进行铣、插加工,硬度要求就低些。
关于回火保温时间,视硬度要求和工件大小而定,我们认为,回火后的硬度取决于回火温度,与回火时间关系不大,但必须回透,一般工件回火保温时间总在一小时以上。
号钢调质处理的硬度是多少号钢调制料
45号钢调质处理的硬度是多少45号钢和40Cr钢调质的热处理工艺调质是淬火加高温回火的双重热处理,其目的是使工件具有良好的综合机械性能; 调质钢有碳素调质钢和合金调质钢二大类,不管是碳钢还是合金钢,其含碳量控制比较严格;如果含碳量过高,调质后工件的强度虽高,但韧性不够,如含碳量过低,韧性提高而强度不足;为使调质件得到好的综合性能,一般含碳量控制在~%; 调质淬火时,要求工件整个截面淬透,使工件得到以细针状淬火马氏体为主的显微组织;通过高温回火,得到以均匀回火索氏体为主的显微组织;小型工厂不可能每炉搞金相分析,一般只作硬度测试,这就是说,淬火后的硬度必须达到该材料的淬火硬度,回火后硬度按图要求来检查; 工件调质处理的操作,必须严格按工艺文件执行,我们只是对操作过程中如何实施工艺提些看法;1、45号钢的调质45号钢是中碳结构钢,冷热加工性能都不错,机械性能较好,且价格低、来源广,所以应用广泛;它的最大弱点是淬透性低,截面尺寸大和要求比较高的工件不宜采用;45号钢淬火温度在A3+30~50 ℃,在实际操作中,一般是取上限的;偏高的淬火温度可以使工件加热速度加快,表面氧化减少,且能提高工效;为使工件的奥氏体均匀化,就需要足够的保温时间;如果实际装炉量大,就需适当延长保温时间;不然,可能会出现因加热不均匀造成硬度不足的现象;但保温时间过长,也会也出现晶粒粗大,氧化脱碳严重的弊病,影响淬火质量;我们认为,如装炉量大于工艺文件的规定,加热保温时间需延长1/ 5; 因为45号钢淬透性低,故应采用冷却速度大的10%盐水溶液;工件入水后,应该淬透,但不是冷透,如果工件在盐水中冷透,就有可能使工件开裂,这是因为当工件冷却到180℃左右时,奥氏体迅速转变为马氏体造成过大的组织应力所致;因此,当淬火工件快冷到该温度区域,就应采取缓冷的方法;由于出水温度难以掌握,须凭经验操作,当水中的工件抖动停止,即可出水空冷如能油冷更好;另外,工件入水宜动不宜静,应按照工件的几何形状,作规则运动;静止的冷却介质加上静止的工件,导致硬度不均匀,应力不均匀而使工件变形大,甚至开裂;45号钢调质件淬火后的硬度应该达到HRC56~59,截面大的可能性低些,但不能低于HRC48,不然,就说明工件未得到完全淬火,组织中可能出现索氏体甚至铁素体组织,这种组织通过回火,仍然保留在基体中,达不到调质的目的; 45号钢淬火后的高温回火,加热温度通常为560~600℃,硬度要求为HRC22~34;因为调质的目的是得到综合机械性能,所以硬度范围比较宽;但图纸有硬度要求的,就要按图纸要求调整回火温度,以保证硬度;如有些轴类零件要求强度高,硬度要求就高;而有些齿轮、带键槽的轴类零件,因调质后还要进行铣、插加工,硬度要求就低些;关于回火保温时间,视硬度要求和工件大小而定,我们认为,回火后的硬度取决于回火温度,与回火时间关系不大,但必须回透,一般工件回火保温时间总在一小时以上;2、40Cr钢的调质处理Cr能增加钢的淬透性,提高钢的强度和回火稳定性,具有优良的机械性能;截面尺寸大或重要的调质工件,应采用Cr钢;但Cr钢有第二类回火脆性; 40Cr工件调质的淬回火,各种参数工艺卡片都有规定,我们在实际操作中体会是:一40Cr工件淬火后应采用油冷,40Cr钢的淬透性较好,在油中冷却能淬硬,而且工件的变形、开裂倾向小;但是小型企业在供油紧张的情况下,对形状不复杂的工件,可以在水中淬火,并未发现开裂,只是操作者要凭经验严格掌握入水、出水的温度;二40Cr工件调质后硬度仍然偏高,第二次回火温度就要增加20~5 0℃,不然,硬度降低困难;三40Cr工件高温回火后,形状复杂的在油中冷却,简单的在水中冷却,目的是避免第二类回火脆性的影响;回火快冷后的工件,必要时再施以消除应力处理; 影响调质工件的质量,操作工的水平是个重要因素,同时,还有设备、材料和调质前加工等多方面的原因,我们认为:一工件从加热炉转移到冷却槽速度缓慢,工件入水的温度已降到低于Ar3临界点,产生部分分解,工件得到不完全淬火组织,达不到硬度要求;所以小零件冷却液要讲究速度,大工件予冷要掌握时间;二工件装炉量要合理,以1~2层为宜,工件相互重叠造成加热不均匀,导致硬度不匀;三工件入水排列应保持一定距离,过密使工件近处蒸气膜破裂受阻,造成工件接近面硬度偏低;四开炉淬火,不能一口气淬完,应视炉温下降程度,中途闭炉重新升温,以便前后工件淬后硬度一致;五要注意冷却液的温度,10%盐水的温度如高于60℃,不能使用;冷却液不能有油污、泥浆等杂质,不然,会出现硬度不足或不均匀现象; 六未经加工毛坯调质,硬度不会均匀,如要得到好的调质质量,毛坯应粗车,棒料要锻打;七严把质量关,淬火后硬度偏低1~3个单位,可以调整回火温度来达到硬度要求;但淬火后工件硬度过低,有的甚至只有HRC25~35,必须重新淬火,绝不能只施以中温或低温回火以达到图纸要求完事,不然,失去了调质的意义,并有可能产生严重的后果;。
45钢和40Cr钢的热处理工艺
45钢和40Cr钢的热处理工艺时间:2010-09-29 15:50:52 来源:热处理技术论坛作者:45钢40Cr钢调质调质是淬火加高温回火的双重热处理,其目的是使工件具有良好的综合机械性能。
调质钢有碳素调质钢和合金调质钢二大类,不管是碳钢还是合金钢,其含碳量控制比较严格。
如果含碳量过高,调质后工件的强度虽高,但韧性不够,如含碳量过低,韧性提高而强度不足。
为使调质件得到好的综合性能,一般含碳量控制在0.30~0.50%。
调质淬火时,要求工件整个截面淬透,使工件得到以细针状淬火马氏体为主的显微组织。
通过高温回火,得到以均匀回火索氏体为主的显微组织。
小型工厂不可能每炉搞金相分析,一般只作硬度测试,这就是说,淬火后的硬度必须达到该材料的淬火硬度,回火后硬度按图要求来检查。
工件调质处理的操作,必须严格按工艺文件执行,我们只是对操作过程中如何实施工艺提些看法。
1、 45钢的调质45钢是中碳结构钢,冷热加工性能都不错,机械性能较好,且价格低、来源广,所以应用广泛。
它的最大弱点是淬透性低,截面尺寸大和要求比较高的工件不宜采用。
45钢淬火温度在A3+(30~50) ℃,在实际操作中,一般是取上限的。
偏高的淬火温度可以使工件加热速度加快,表面氧化减少,且能提高工效。
为使工件的奥氏体均匀化,就需要足够的保温时间。
如果实际装炉量大,就需适当延长保温时间。
不然,可能会出现因加热不均匀造成硬度不足的现象。
但保温时间过长,也会也出现晶粒粗大,氧化脱碳严重的弊病,影响淬火质量。
我们认为,如装炉量大于工艺文件的规定,加热保温时间需延长1/5。
因为45钢淬透性低,故应采用冷却速度大的10%盐水溶液。
工件入水后,应该淬透,但不是冷透,如果工件在盐水中冷透,就有可能使工件开裂,这是因为当工件冷却到180℃左右时,奥氏体迅速转变为马氏体造成过大的组织应力所致。
因此,当淬火工件快冷到该温度区域,就应采取缓冷的方法。
由于出水温度难以掌握,须凭经验操作,当水中的工件抖动停止,即可出水空冷(如能油冷更好)。
35号钢调质热处理后的强度
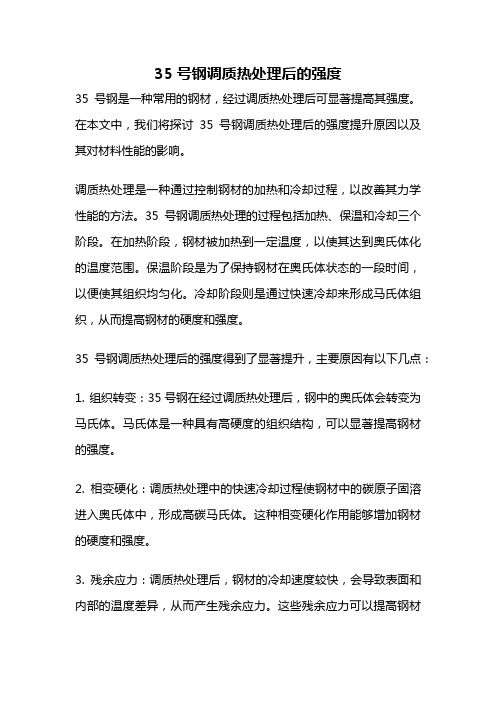
35号钢调质热处理后的强度35号钢是一种常用的钢材,经过调质热处理后可显著提高其强度。
在本文中,我们将探讨35号钢调质热处理后的强度提升原因以及其对材料性能的影响。
调质热处理是一种通过控制钢材的加热和冷却过程,以改善其力学性能的方法。
35号钢调质热处理的过程包括加热、保温和冷却三个阶段。
在加热阶段,钢材被加热到一定温度,以使其达到奥氏体化的温度范围。
保温阶段是为了保持钢材在奥氏体状态的一段时间,以便使其组织均匀化。
冷却阶段则是通过快速冷却来形成马氏体组织,从而提高钢材的硬度和强度。
35号钢调质热处理后的强度得到了显著提升,主要原因有以下几点:1. 组织转变:35号钢在经过调质热处理后,钢中的奥氏体会转变为马氏体。
马氏体是一种具有高硬度的组织结构,可以显著提高钢材的强度。
2. 相变硬化:调质热处理中的快速冷却过程使钢材中的碳原子固溶进入奥氏体中,形成高碳马氏体。
这种相变硬化作用能够增加钢材的硬度和强度。
3. 残余应力:调质热处理后,钢材的冷却速度较快,会导致表面和内部的温度差异,从而产生残余应力。
这些残余应力可以提高钢材的强度,但也可能导致脆性。
35号钢调质热处理后的强度提升对其材料性能产生了重要影响:1. 强度提高:调质热处理后的35号钢具有更高的强度,可以承受更大的载荷和应力,提高了材料的使用寿命和安全性。
2. 耐磨性提高:由于调质热处理使钢材的硬度增加,35号钢的耐磨性也得到了提高。
这使得35号钢在摩擦和磨损环境下具有更好的耐用性。
3. 抗拉性能增强:调质热处理后的35号钢具有更高的屈服强度和抗拉强度,使其在拉伸和弯曲等应力状态下具有更好的性能。
4. 焊接性能改善:35号钢调质热处理后,其组织均匀化,使得焊接接头的强度得到提高,焊接性能也得到改善。
35号钢经过调质热处理后的强度得到显著提升。
这是由于组织转变、相变硬化和残余应力等因素的综合作用所致。
调质热处理不仅能够提高35号钢的硬度和强度,还能改善其耐磨性、抗拉性能和焊接性能。
45#钢调质处理后的性能
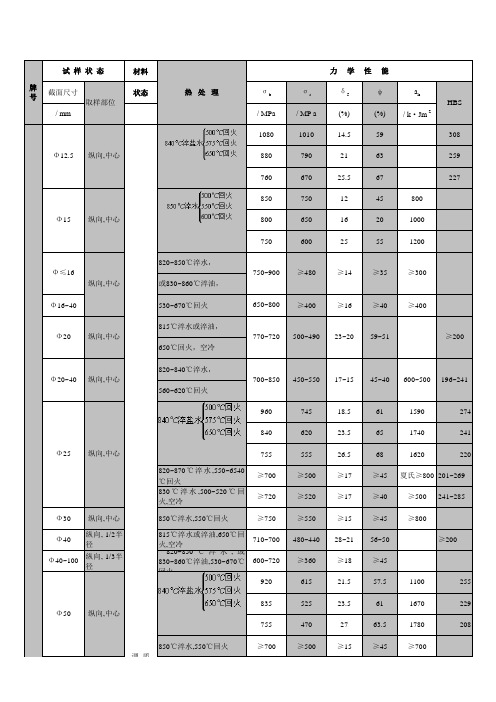
≥570 ≥650
850℃淬水,550℃回火
≥650
840℃淬水或淬油,550~580 ℃回火,空冷
840~860℃淬油,550~580℃ 回火,坑冷
≥550 ≥570
820~850℃淬水或淬油,
≥560
420 420~390
≥360 ≥360 ≥320 ≥360 ≥400 ≥300 ≥320 ≥280
≥40
53~50 ≥40 52~49 ≥38 ≥40 ≥40 50~49
57
745
425
25
62.5
纵向, 1/2半 径
645
375
31
65.5
845
525
23.5
57.5
815
485
26
63.5
Ф120 Ф≤150
Ф≤200
纵向, 1/2半 径
纵向, 1/3半 径
横向, 1/3半 径
纵向, 1/2半 径
纵向, 1/2半 径
Ф≤300
纵向, 1/3半 径
Ф300~500 纵向, 1/3半 径
Ф500~750
670
815℃淬水或淬油,650℃回 火,空冷
820~850℃淬水,或830~860 ℃淬油,530~670℃回火
620~670 620~670
620~670
840℃淬水或淬油,550~580 ℃回火,空冷
≥500
Байду номын сангаас
≥175
1020
230
1220
218
1230
188
1050
241
1150
热处理参数确定(调质)
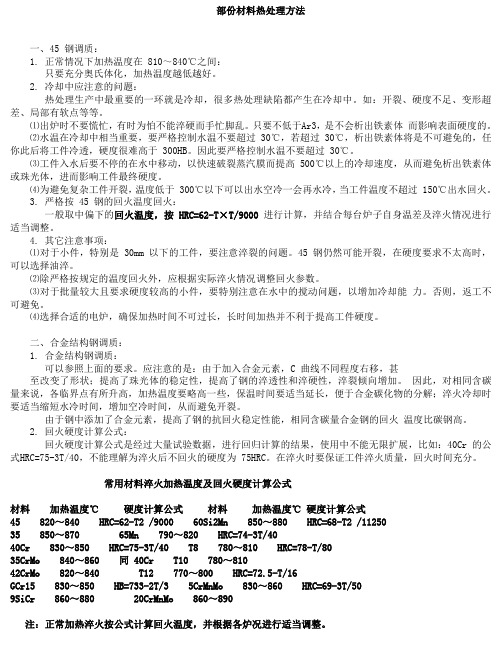
部份材料热处理方法一、45 钢调质:1. 正常情况下加热温度在 810~840℃之间:只要充分奥氏体化,加热温度越低越好。
2. 冷却中应注意的问题:热处理生产中最重要的一环就是冷却,很多热处理缺陷都产生在冷却中。
如:开裂、硬度不足、变形超差、局部有软点等等。
⑴出炉时不要慌忙,有时为怕不能淬硬而手忙脚乱。
只要不低于Ar3,是不会析出铁素体而影响表面硬度的。
⑵水温在冷却中相当重要,要严格控制水温不要超过 30℃,若超过 30℃,析出铁素体将是不可避免的,任你此后将工件冷透,硬度很难高于 300HB。
因此要严格控制水温不要超过 30℃。
⑶工件入水后要不停的在水中移动,以快速破裂蒸汽膜而提高 500℃以上的冷却速度,从而避免析出铁素体或珠光体,进而影响工件最终硬度。
⑷为避免复杂工件开裂,温度低于 300℃以下可以出水空冷一会再水冷,当工件温度不超过 150℃出水回火。
3. 严格按 45 钢的回火温度回火:一般取中偏下的回火温度,按 HRC=62-T×T/9000 进行计算,并结合每台炉子自身温差及淬火情况进行适当调整。
4. 其它注意事项:⑴对于小件,特别是 30mm 以下的工件,要注意淬裂的问题。
45 钢仍然可能开裂,在硬度要求不太高时,可以选择油淬。
⑵除严格按规定的温度回火外,应根据实际淬火情况调整回火参数。
⑶对于批量较大且要求硬度较高的小件,要特别注意在水中的搅动问题,以增加冷却能力。
否则,返工不可避免。
⑷选择合适的电炉,确保加热时间不可过长,长时间加热并不利于提高工件硬度。
二、合金结构钢调质:1. 合金结构钢调质:可以参照上面的要求。
应注意的是:由于加入合金元素,C 曲线不同程度右移,甚至改变了形状;提高了珠光体的稳定性,提高了钢的淬透性和淬硬性,淬裂倾向增加。
因此,对相同含碳量来说,各临界点有所升高,加热温度要略高一些,保温时间要适当延长,便于合金碳化物的分解;淬火冷却时要适当缩短水冷时间,增加空冷时间,从而避免开裂。
45号钢调质后碳含量
45号钢调质后碳含量钢材是目前工业生产中广泛使用的一种材料,其性能可以通过调质进行改善。
钢材中的碳含量对其性能具有重要影响,因此钢调质后的碳含量是一个关键参数。
本文将详细讨论45号钢调质后碳含量的相关内容。
I. 45号钢的特性及应用领域45号钢是一种碳素结构钢,其主要含有碳、硅、锰和少量的其他元素。
由于其中碳的含量相对较高,具有较好的机械性能和耐磨性,因此在许多领域得到了广泛应用。
该钢常用于制造机械零件、模具、轴承等需要较高硬度和强度的部件。
II. 钢调质工艺及其影响因素钢调质是一种热处理工艺,旨在通过控制材料的组织结构,达到改善钢的硬度和强度的目的。
调质工艺包括加热、保温和冷却三个主要步骤。
加热过程中,通过高温使材料中的碳原子扩散到晶界和析出相中,而保温和冷却则影响碳原子在固溶体和析出相中的分配。
钢调质后的碳含量受多个因素的影响。
首先,调质温度对碳在固溶体中的分布具有重要影响。
较高的调质温度会促使碳原子分布到晶界和析出相中,从而降低固溶体中的碳含量。
其次,调质保温时间也会影响碳原子在材料内部的分布。
适当的保温时间可以使碳原子更好地扩散,并在析出相中提供更多的析出位点。
此外,冷却速度也会对碳含量产生影响。
较快的冷却速度有助于固溶体内碳原子的保留,并提高材料的强度和硬度。
III. 控制45号钢调质后碳含量的方法为了获得符合要求的钢材性能,控制45号钢调质后的碳含量至关重要。
以下是一些常用的方法:1. 调整调质温度:通过控制调质温度,可以调整钢材中碳的分布。
较高的温度可降低固溶体中的碳含量,而较低的温度则有助于在析出相中提供更多的析出位点。
2. 精确控制保温时间:保温时间影响着碳原子的扩散和析出相形成的过程。
根据具体要求,可以调整保温时间以控制碳含量。
3. 合理选择冷却速度:通过控制冷却速度,可以影响材料的组织结构和碳含量。
较快的冷却速度有助于保留固溶体中的碳,并提高材料的硬度和强度。
IV. 检测和评价45号钢调质后的碳含量检测和评价45号钢调质后的碳含量对于确保材料质量至关重要。
钢调质硬度
调质处理后的钢硬度通常在HRC20~HRC55之间,具体数值取决于钢材的牌号和调质工艺。
调质是一种热处理过程,它包括淬火和随后的高温回火两个主要步骤。
这种处理旨在使钢材获得良好的综合力学性能,即既有较高的强度,又有优良的韧性、塑性以及切削性能。
以下是一些常见调质钢的硬度信息:
1. 45号钢:45号钢调质硬度通常在HRC20~HRC30之间,而淬火后的硬度可以达到HRC55~58,甚至极限情况下可达HRC62。
但实际应用中的最高硬度推荐为HRC55(高频淬火HRC58)。
淬火后没有回火之前,硬度大于HRC55被认为是合格的。
2. 其他调质钢:除了45号钢以外,大多数调质钢为中碳合金结构,其屈服强度在490~1200Mpa之间。
对于以焊接性能为要求较高的调质钢,一般采用低碳合金结构钢,屈服强度在490~800Mpa之间。
还有少数沉淀硬化型调质钢,其屈服强度可达到1400Mpa以上,属于高强度和超高强度调质钢。
3. 工件截面的影响:大型截面的工件在调质处理后可能硬度会低一些,但不应低于HRC48。
如果硬度低于这个值,可能意味着工件未得到完全淬火,组织中可能出现索氏体甚至铁素体组织,这种组织即使在回火后也会保留在基体中,无法达到调质的预期效果。
综上所述,调质钢的硬度范围广泛,需要根据具体的应用和材料特性来确定合适的硬度值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
45#(号)钢和40C r钢的工艺是淬火加高温回火的双重,其目的是使工件具有良好的综合。
有和合金二大类,不管是还是,其含碳量控制比较严格。
如果含碳量过高,后工件的强度虽高,但韧性不够,如含碳量过低,韧性提高而强度不足。
为使调质件得到好的综合性能,一般含碳量控制在~%。
调质淬火时,要求工件整个截面淬透,使工件得到以细针状淬火为主的显微组织。
通过高温回火,得到以均匀为主的显微组织。
小型工厂不可能每炉搞,一般只作,这就是说,淬火后的硬度必须达到该材料的淬火硬度,回火后硬度按图要求来检查。
工件调质处理的操作,必须严格按工艺文件执行,我们只是对操作过程中如何实施工艺提些看法。
1、的调质
是中碳,冷热加工性能都不错,较好,且价格低、来源广,所以应用广泛。
它的最大弱点是低,截面尺寸大和要求比较高的工件不宜采用。
淬火温度在A3+(30~50)℃,在实际操作中,一般是取上限的。
偏高的淬火温度可以使工件加热速度加快,表面氧化减少,且能提高工效。
为使工件的均匀化,就需要足够的保温时间。
如果实际装炉量大,就需适当延长保温时间。
不然,可能会出现因加热不均匀造成硬度不足的现象。
但保温时间过长,也会也出现晶粒粗大,氧化严重的弊病,影响淬火质量。
我们认为,如装炉量大于工艺文件的规定,加热保温时间需延长1/5。
因为45号钢低,故应采用冷却速度大的10%盐水溶液。
工件入水后,应该淬透,但不是冷透,如果工件在盐水中冷透,就有可能使工件开裂,这是因为当工件冷却到180℃左右时,迅速转变为造成过大的组织应力所致。
因此,当淬火工件快冷到该温度区域,就应采取缓冷的方法。
由于出水温度难以掌握,须凭经验操作,当水中的工件抖动停止,即可出水空冷(如能油冷更好)。
另外,工件入水宜动不宜静,应按照工件的几何形状,作规则运动。
静止的冷却介质加上静止的工件,导致硬度不均匀,应力不均匀而使工件变形大,甚至开裂。
45号钢调质件淬火后的硬度应该达到HRC56~59,截面大的可能性低些,但不能低于HRC48,不然,就说明工件未得到完全淬火,组织中可能出现索氏体甚至组织,这种组织通过回火,仍然保留在基体中,达不到调质的目的。
45号钢淬火后的高温回火,加热温度通常为560~600℃,硬度要求为HRC22~34。
因为调质的目的是得到综合,所以硬度范围比较宽。
但图纸有硬度要求的,就要按图纸要求调整回火温度,以保证硬度。
如有些轴类零件要求强度高,硬度要求就高;而有些齿轮、带键槽的轴类零件,因调质后还要进行铣、插加工,硬度要求就低些。
关于回火保温时间,视硬度要求和工件大小而定,我们认为,回火后的硬度取决于回火温度,与回火时间关系不大,但必须回透,一般工件回火保温时间总在一小时以上。
2、40C r钢的调质处理
Cr能增加钢的,提高钢的强度和回火稳定性,具有优良的机械性能。
截面尺寸大或重要的调质工件,应采用C r钢。
但C r钢有第二类回火脆性。
40Cr工件调质的淬回火,各种参数工艺卡片都有规定,我们在实际操作中体会是:
(一)40Cr工件淬火后应采用油冷,40Cr钢的淬透性较好,在油中冷却能淬硬,而且工件的变形、开裂倾向小。
但是小型企业在供油紧张的情况下,对形状不复杂的工件,可以在水中淬火,并未发现开裂,只是操作者要凭经验严格掌握入水、出水的温度。
(二)40Cr工件调质后硬度仍然偏高,第二次回火温度就要增加20~50℃,不然,硬度降低困难。
(三)40Cr工件高温回火后,形状复杂的在油中冷却,简单的在水中冷却,目的是避免第二类回火脆性的影响。
回火快冷后的工件,必要时再施以消除应力处理。
影响调质工件的质量,操作工的水平是个重要因素,同时,还有设备、材料和调质前加工等多方面的原因,我们认为:(一)工件从转移到冷却槽速度缓慢,工件入水的温度已降到低于Ar3临界点,产生部分分解,工件得到不完全淬火组织,达不到硬度要求。
所以小零件冷却液要讲究速度,大工件予冷要掌握时间。
(二)工件装炉量要合理,以1~2层为宜,工件相互重叠造成加热不均匀,导致硬度不匀。
(三)工件入水排列应保持一定距离,过密使工件近处蒸气膜破裂受阻,造成工件接近面硬度偏低。
(四)开炉淬火,不能一口气淬完,应视炉温下降程度,中途闭炉重新升温,以便前后工件淬后硬度一致。
(五)要注意冷却液的温度,10%盐水的温度如高于60℃,不能使用。
冷却液不能有油污、等杂质,不然,会出现硬度不足或不均匀现象。
(六)未经加工调质,硬度不会均匀,如要得到好的调质质量,应粗车,棒料要锻打。
(七)严把质量关,淬火后硬度偏低1~3个单位,可以调整回火温度来达到硬度要求。
但淬火后工件硬度过低,有的甚至只有HRC25~35,必须重新淬火,绝不能只施以中温或低温回火以达到图纸要求完事,不然,失去了调质的意义,并有可能产生严重的后果。