原料磨施工方案(莱歇海德堡)
生料磨施工方案
生料磨施工方案原料磨是整个原料系统中的关键设备,由于其整体及单体重量大,零部件多,负荷重,安装精度高,因此在设备安装过程中,必须用先进的施工方法和检测手段,严格控制每道工序的施工质量,才能确保设备顺利交付使用,并且长期运转稳定。
1、施工前准备:a、熟悉图纸、安装说明书等技术文件。
b、施工图纸会审。
c、熟悉施工现场及设备堆放场地。
d、准备施工工具、机具、材料及施工电源。
e、做好施工方案、技术交底(包括质量、安全措施)。
2、施工方法:⑴采用天车、吊车配合进行吊装;⑵按图进行基础验收;⑶将减速机底版落到设计位置,用水准仪、方水平找正底板。
⑷将拉紧缸底座安放到位,找正; ⑸同理安装电机底板;⑹按要求进行基础二次灌浆;⑺安装磨机下壳体,组对找正后焊接; ⑻进行三次灌浆; ⑼减速机安装到底板,按要求找正纵横中心线,按规定的力矩拧紧紧固螺栓; ⑽中壳体衬板安装,并组对与下壳体安装、找正焊接; ⑾磨盘及衬板安装; ⑿磨盘密封安装; ⒀刮实装置安装; ⒁磨辊安装;⒂三角框架组对焊接、安装就位; ⒃三角框架与磨辊组装找正; ⒄安装拉紧缸、拉杆; ⒅选粉机壳体组对、焊接; ⒆液压系统及管道配置; ⒇选粉机安装、找正; (21)电机、辅传安装。
3、磨机安装施工工艺流程:(见表一) 施工流程及检验(表一)减速机设备检查基础放线 砂堆制作基础验收 减速机底座安装主机机座安装减速机安装自检 自检 会检 会检 会检 自检 会检说明 安装施工路线过程名称检验标号及检验方式重点检验工序自检 施工班组自检共检 承包方与业主共检会检4、基础验收⑴基础验收工作必须认真进行,安排专人负责,会同建设单位、监理单位、土建施工单位等有关部门根据有关技术资料(工艺图、基础图、安装图、验收标准等)认真测量并记录。
经验收合格后,才能进行设备安装。
⑵基础验收技术要求:a、基础外型尺寸允许偏差±30mm。
b、基础坐标位置允许偏差±20mm。
海德堡PIRNC项目水泥粉磨生产线工艺方案设计及特点
海德堡PIRNC项目水泥粉磨生产线工艺方案设计及特点发表时间:2019-10-29T16:15:32.427Z 来源:《防护工程》2019年第7期作者:马山[导读] 中国重型机械总公司(CHMC)为海德堡孟加拉PRINCE水泥粉磨站项目进行工艺方案设计,并提供从矿渣烘干、物料输送至水泥成品输送的全套设备。
中国重型机械有限公司 100070摘要:中国重型机械有限公司与孟加拉海德堡公司于2011年签署Prince项目EP承包合同方式,项目按照德国海德堡水泥集团的标准进行设计、采购、提供技术服务和考核验收。
本项目是当时中国出口孟加拉最大的水泥粉磨装备,通过采用合理的工艺方案,和选择先进的水泥装备,最终达到了非常好的技术指标,顺利通过项目的考核验收。
关键词:【水泥粉磨】【prince项目】【CHMC】中国重型机械总公司(CHMC)为海德堡孟加拉PRINCE水泥粉磨站项目进行工艺方案设计,并提供从矿渣烘干、物料输送至水泥成品输送的全套设备。
海德堡孟加拉 Prince水泥粉磨项目为∮4.6×14.5m 水泥磨配置高效选粉机水泥生产线,原料配比: 水泥熟料 63%,石膏 4%,矿渣29%,石灰石 4%。
产量 98t/h 吨,产品细度为 4000 cm2/g 的水泥粉磨站。
海德堡孟加 Prince水泥粉磨线成套设备项目为2011年签约,2012年完成考核验收,是当时中国出口孟加拉最大的水泥粉磨装备项目,至2019年其运行指标在水泥管磨系统中至今仍保持比较好的先进性。
一、海德堡孟加拉 RUBY 水泥粉磨站项目工艺方案设计该项目采用中心传动的闭路粉磨方案,选配Φ4.6x14.5m 双滑履水泥磨,4500kw 异步电动机和JS160硬齿面减速机,N-3000型 O-sepa 选粉机。
采用西门子 DCS集散型自动控制系统,西门子 PCS7是集传统 DCS,现场总线技术以及可编程逻辑控制器为一体的新型集成控制系统,具有分散控制,集中管理,安装方便,维护管理智能化等特点。
原料立磨施工技术方案
原料立磨施工技术方案一.概述原料立磨是水泥生产工艺中重要设备,其特点是体积大、质量大、安装难度大、对安装技术要求高,并且有系统简单、电耗低、噪音小、占地面积小、系统投资省,具有其它磨机不可比拟的特点。
为确保原料立磨发挥其内在优势,追求其生产能力最大化,我们在熟知图纸,并采用先进施工方法和检测手段,严格控制每一道工序的安装质量,特定本施工方案。
1.技术参数(本施工方案提供同等规模的日本宇部立磨技术参数)型号UM46·N生产能力t/h 220(磨损后期)入料粒度mm ≤80成晶细度0.08mm方孔筛余12%物料水份入磨≤6%出磨≤0.5%磨辊直径mm ∮4600磨辊数个 4磨机喷水量m3/h 10磨机本体重量t 2502.编制依据2.1冀东磐石水泥有限责任公司原料制备工艺布置图。
2.2《水泥机械设备安装施工及验收规范>> JCJ03—90。
2.3冀东水泥机电设备公司内部文件汇编。
二、安装步骤1.施工准备1.1施工人员应熟悉图纸、安装说明书及翻泽资料等技术。
1.2施工人员应了解设备堆放的位置、设备基础及安装现场。
1.3施工电源、机具设备、施工工具及材料准备。
1.4与设计院、建设单位对施工图纸进行会审。
2.设备检查2.1依据图纸对磨机进行尺寸测量、位置确认,并做好记录。
2.2检查主机机座及各构件有无安装标记。
2.3检查减速机底座水平度,并配铰定位销。
2.4检查各基础座厚度等几何尺寸,并确定安装标高。
3.基础验收3.1设备安装前,混凝土基础验收应会同土建、建设单位、监理公司共同会检,验收合格后方可施工。
3.2对照设备及工艺图检查基础外形尺寸、中心线、基础标高尺寸、基础孔的几何尺寸及相互位置等,其允许偏差应符合以下要求:3.3基础周围必须填平、夯实,所有遗留的模板和露出混凝土外的钢筋必须清除,并将设备安装场地及地脚孔内碎料、赃物及积水等全部清除干净,确认无误后方可进行下道工序。
4.基础放线及砂墩垫铁制作4.1根据厂房的中心线等因素确定立磨的中心位置,在土建提供的磨机的横纵中心线上埋上中心标板,并注意保护。
超细粉工程施工方案
超细粉工程施工方案编制:审核:批准:超细粉工程施工方案一、工程概况本次工程在xxxxxx厂新上线工程,主要是把水渣磨细,二次利用。
本次工程工程量包括:立磨机一台,约重700吨;热风炉一座;集灰器一座;斗式提升机2台,约重300吨。
二、施工准备1、人力准备2、机具准备3.大型吊车使用计划三、施工方案(一)磨机安装1.概述原料粉磨是水渣处理工艺线上及其重要的环节,磨机安装质量的好坏,直接关系到全线生产能否正常和全厂投产后的经济效益。
立磨的粉磨过程是:水平转动的磨盘上有三个磨辊绕着固定的轴转动,研磨的压力产生与三个磨辊和中心轭的自重,部分产生与液压缸的力。
液压缸将磨辊推压到磨盘上形成一定压力,物料从入料口进入,在磨辊和磨盘间被压碎成粉状。
磨机内的热风通过喷嘴环进入磨机,从喷嘴环进入的热风将粉磨后的物料中的粗粉分出,返回磨盘进一步粉磨,细料与气流一起通过选粉机出料口输出,进入生料库。
立磨机的主要组成部分:立磨外壳、主减速机、磨盘、磨辊、主电机、高压油站、低压油站、选粉部分、三个液压站、喷水冷却系统等。
2.立磨机施工工序流程:基础验收→基础放线→基座出库检查→基座支腿安装→螺栓灌浆→基座精找→二次灌浆→磨机出库检查→支腿部分安装→减速机安装→外壳安装→磨盘磨辊安装→选粉机安装→传动部分安装→其他部分安装→试运转。
3.施工准备1.组织施工人员熟悉图纸,安装说明书等技术资料,并做好技术交底工作。
2.清理施工现场,确定设备堆放场地,熟悉设备到货情况。
3.准备施工工机具及材料,接通施工电源。
4.搭设组对钢平台。
5.设备出库检查和验收。
6.设备验收应检查下列部位,并认真做好设备检验记录。
7.各部位有无缺件。
8.各部轴承的密封情况。
9.空气管路、润滑管路及液压管路的密封及清洁情况。
10.减速机的清洁情况和齿轮的啮合情况。
11.各零部件的数量和几何尺寸及有无损坏变形情况。
12.主要配合和连接部位的几何尺寸及有无损伤变形情况。
立磨施工方案
立磨施工方案立磨施工方案是指在工程施工中对立磨设备的具体施工步骤和方法的综合计划。
立磨设备在工程中扮演着重要的研磨、粉磨和分级的角色,对原材料进行有效的粉碎和加工,是工程中必不可少的设备之一。
为了保证立磨设备的施工质量,提升生产效率,减少安全隐患,制定科学可行的立磨施工方案显得尤为重要。
1. 施工前准备在进行立磨施工前,首先需要对设备和施工现场进行全面的检查和准备工作。
具体包括:•对立磨设备进行全面检查,确保设备完好无损,清洁干净,各部件运转正常;•检查电气系统、润滑系统、冷却系统等配套设施,确保其正常运作;•清理施工现场,清除杂物,确保施工区域整洁有序;•组织施工人员进行安全培训,熟悉立磨设备的操作规程和安全注意事项。
2. 施工流程2.1 设备安装•将立磨设备安装在指定位置,调整设备水平,固定螺栓;•连接电气线路、润滑系统、冷却系统等配套设施;•进行设备启动测试,确保设备运转正常。
2.2 磨体调试•加入合适的磨体和磨料,进行磨体调试,控制磨体压力和转速,调整进料速度;•对磨体进行检查和清洁,确保磨体无损,磨料补充充足;•进行粉碎试验,根据实际情况调整磨体和磨料参数。
2.3 施工操作•操作人员应按照操作规程操作立磨设备,严格遵守安全操作规程;•定期检查设备运行情况,发现问题及时处理;•根据生产计划进行生产,确保生产过程顺利进行。
3. 施工结束3.1 清洗设备•施工结束后,对立磨设备进行全面清洗,清理各部件,确保设备干净;•检查设备是否有损坏或异物残留,及时处理问题。
3.2 定期维护•制定设备定期维护计划,定期检查设备,确保设备长时间稳定运行;•进行设备润滑、紧固螺栓、更换易损件等维护工作。
结语通过科学合理的立磨施工方案,可以保证设备的正常运行,提升生产效率,减少设备故障风险,保障施工安全。
同时,合理的维护保养工作可以延长设备使用寿命,提高设备生产效率,为企业创造更多的经济效益。
希望以上方案能够对立磨施工工作提供一些参考和帮助。
莱歇磨
莱歇磨第一次培训一.莱歇磨优点:1. 省电2. 检修次数少3. 带选粉机二. 莱歇磨简介1.生料磨有四个相同的磨辊(石灰石易磨性好),360 t/n ;水泥磨有2个大辊(研磨),2个小辊(平衡物料),170 t/n ;煤磨有2个大辊,煤质不同,台时不同,硬度小40t/n,硬度大25 t/n。
2.莱歇磨作用:烘干和粉磨。
开水泥磨时,先开热风炽,开5 min, 炽干系统即可。
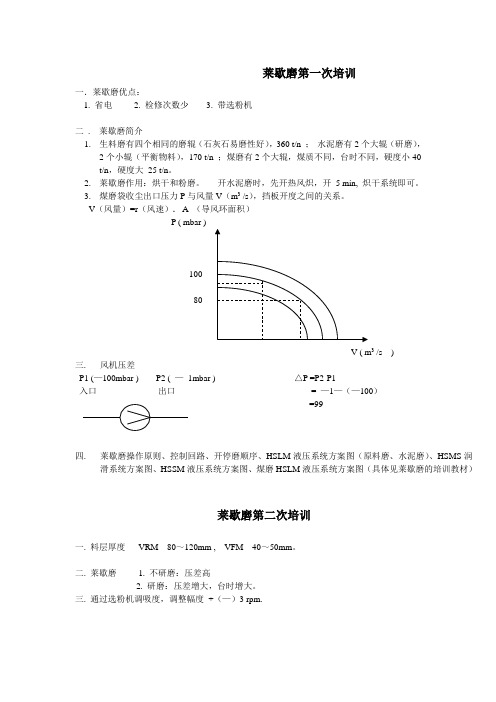
3.煤磨袋收尘出口压力P与风量V(m3 /s),挡板开度之间的关系。
V(风量)=r(风速). A (导风环面积)P ( mbar )10080V ( m3 /s )三.风机压差P1 (—100mbar ) P2 ( —1mbar ) △P =P2-P1入口出口= —1—(—100)=99四.莱歇磨操作原则、控制回路、开停磨顺序、HSLM液压系统方案图(原料磨、水泥磨)、HSMS润滑系统方案图、HSSM液压系统方案图、煤磨HSLM液压系统方案图(具体见莱歇磨的培训教材)莱歇磨第二次培训一. 料层厚度VRM 80~120mm , VFM 40~50mm。
二. 莱歇磨 1. 不研磨:压差高2. 研磨:压差增大,台时增大。
三. 通过选粉机调吸度,调整幅度+(—)3 rpm.四. 导致外排多的良种情况:1.风量减小,风速降低。
2.入磨温度降低。
四.煤磨出口温度可自动控制台明15 t/n ,磨入口温度下降(115℃),外排增多,台明30 t/n ,磨入口温度升高(130℃),外排减少。
六. 莱歇磨入磨物料粒度要求磨振要求VRM >100 mm (2%~5%) 6~11 mm/sVCM 20~50mm(90%) 3~5 mm/sVFM >100mm (<1% )4~7 mm/s第三次培训(Rex)一.紧急停车适用于Level 3 . 3 . 4.二.外循环系统,若其中一个电机如M6039 丢失反馈,5秒内又恢复正常,M6039不会停,但外循环系统将会停.三.数字与设备之间的关系:0300~0399 —Mill 1600~1699 —HSLM11200~1299 —HSMS11800~1899 —HSSW 1700~1799 —HSLM21300~1399 —HSMS20200 ~0299 Gear box 工艺参数:5000 ~5099四.导致M9008停车的因素:TE 906 A >85 ℃TE 906 B >80 ℃TE 906 D <20℃>50 ℃FS 906 A ——START M 9008 FS 906 B ——INTERLOCK M9008五. IOP——input open OOP——output open HH——igh highPH——process high PH——process low LL——low low NR——normal五.查报警记录:FCS0101——石灰石破碎FCS0102——生料磨FCS0103、FCS0104——均化库FCS0105——窑FCS0106——煤磨FCS0107——熟料库FCS0108——辅料输送FCS0109——1#水泥磨FCS0110——2#水泥磨FCS0111 ~FCS0112 水泥包装莱歇磨概述(莱歇公司工程师HAICO 主讲)1. 磨内料层厚度 生料磨 80 ~ 120mm (料层厚度随入库水分自动控制)水泥磨 40 ~ 50mm2. 磨内挡料环高度与磨机功率消耗及磨产量的关系电机功率(KW )kw/T3. 莱歇磨入磨颗粒要适中.生料磨 D max = 100mm , 水份 2%—5% ,煤磨20 —50mm, 水份 6%左右水泥磨 D max = 100mm , 水份 ≤1%4. 莱歇磨的研磨能力与选粉机转速以及外排的大小关系,选粉机只用来调节产品细度,如果所出粉料细度有偏差,只需调节(—)+3rpm 的幅度即可。
莱歇磨简介
差 --易磨性--好
8
4
LOESCHE Grinding Technology
Survey about Raw Materials in Indonesia
. mill kWh/t
: .2 9.2 8.2 7.2 6.2 5.2 2.7 2.8 2.9 2.: 2.; 3.2 3.3 3.4 3.5 3.6 3.7
莱歇辊式立磨操作经验
Operational Experience with the Loesche Vertical Roller Mill
Bernhard Schröder Loesche GmbH
June 19th, 2012
LOESCHE Grinding Technology Content of presentation:
© by LOESCHE GmbH
June 19th, 2012
2
1
LOESCHE Grinding Technology
莱歇粉磨技术
LOESCHE GmbH
Company founded 1906 in Berlin, Germany Privately owned Certified according to DIN EN ISO 9001 Main shareholder: Dr Thomas Loesche Management: Dr Thomas Loesche, Dr Joachim Kirchmann Employees in Duesseldorf: 320 Employees worldwide: approx. 600 Turnover 2010: approx. Euro 470 millions (worldwide)
原料磨系统技术操作规程
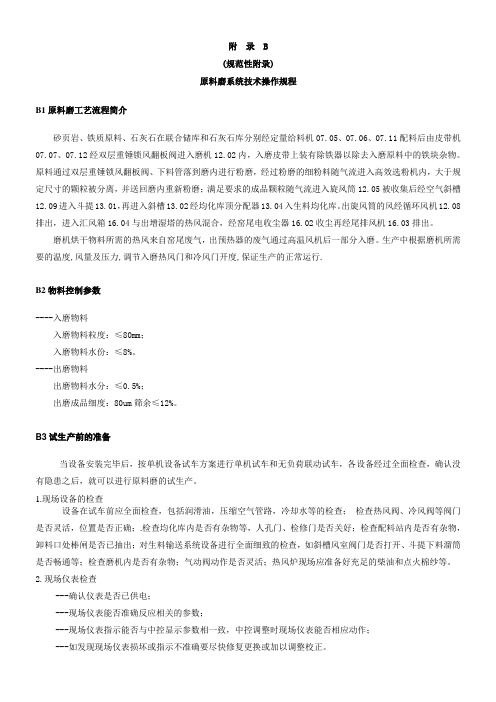
附录 B(规范性附录)原料磨系统技术操作规程B1原料磨工艺流程简介砂页岩、铁质原料、石灰石在联合储库和石灰石库分别经定量给料机07.05、07.06、07.11配料后由皮带机07.07、07.12经双层重锤锁风翻板阀进入磨机12.02内,入磨皮带上装有除铁器以除去入磨原料中的铁块杂物。
原料通过双层重锤锁风翻板阀、下料管落到磨内进行粉磨,经过粉磨的细粉料随气流进入高效选粉机内,大于规定尺寸的颗粒被分离,并送回磨内重新粉磨;满足要求的成品颗粒随气流进入旋风筒12.05被收集后经空气斜槽12.09进入斗提13.01,再进入斜槽13.02经均化库顶分配器13.04入生料均化库。
出旋风筒的风经循环风机12.08排出,进入汇风箱16.04与出增湿塔的热风混合,经窑尾电收尘器16.02收尘再经尾排风机16.03排出。
磨机烘干物料所需的热风来自窑尾废气,出预热器的废气通过高温风机后一部分入磨。
生产中根据磨机所需要的温度,风量及压力,调节入磨热风门和冷风门开度,保证生产的正常运行.B2物料控制参数----入磨物料入磨物料粒度:≤80mm;入磨物料水份:≤8%。
----出磨物料出磨物料水分:≤0.5%;出磨成品细度:80um筛余≤12%。
B3试生产前的准备当设备安装完毕后,按单机设备试车方案进行单机试车和无负荷联动试车,各设备经过全面检查,确认没有隐患之后,就可以进行原料磨的试生产。
1.现场设备的检查设备在试车前应全面检查,包括润滑油,压缩空气管路,冷却水等的检查;检查热风阀、冷风阀等阀门是否灵活,位置是否正确;.检查均化库内是否有杂物等,人孔门、检修门是否关好;检查配料站内是否有杂物,卸料口处棒闸是否已抽出;对生料输送系统设备进行全面细致的检查,如斜槽风室阀门是否打开、斗提下料溜筒是否畅通等;检查磨机内是否有杂物;气动阀动作是否灵活;热风炉现场应准备好充足的柴油和点火棉纱等。
2.现场仪表检查---确认仪表是否已供电;---现场仪表能否准确反应相关的参数;---现场仪表指示能否与中控显示参数相一致,中控调整时现场仪表能否相应动作;---如发现现场仪表损坏或指示不准确要尽快修复更换或加以调整校正。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
施工组织设计(方案)申请表审核表中材建设有限公司广州海德堡项目经理部CBMI.GCPN.PE.H.006目录1.概述 21.1磨机基本参数说明 21.2原料磨车间施工平面布置图 32. 施工方案编制依据 33.质量保证体系 44.原料磨安装 5-18 4.1主要安装机具及人员配置 54.2施工顺序 64.3原料磨主要部件参数表 64.4安装说明及技术要求74.4.1基础处理及放线74.4.2电机、减速机底座安装 7-9 4.4.3二次灌浆 104.4.4基础底座安装104.4.5二次灌浆 114.4.6磨机减速机安装114.4.7磨机下壳体安装124.4.8磨盘安装 12-13 4.4.9中间壳体安装 134.4.10磨辊安装144.4.11磨机传动系统安装144.4.12选粉机安装 154.4.13选粉机传动系统安装154.4.14液压、润滑系统安装 155.安全措施 166.环保措施 16附图一:磨盘吊装示意图 17附件:250吊车性能表磨机下壳体装配图(928112-00-3)7.项目检查表 188.检查修改记录表 191.概述:广州海德堡6000TPD水泥生产线的原料磨采用的是德国LOESCHE公司生产的立磨,其构造如下图所示。
该磨机由磨辊、磨盘、弹簧压力装置、传动装置、选粉机、壳体等部件组成。
该磨机具有粉磨效率高、电耗低、烘干能力大、产品细度容易调节、噪音低、磨损小等特点。
1.1原料磨的基本参数说明Type型号:LM60.4Capacity能力:520t/h(dry base)Material物料: Raw material生料Feed size入磨粒度 :95%<80mm;100%<120mmMoisture feed进料水分:6%(max8%)Moisture product出料水分: <1%Product fineness成品细度: R12 % on 80μm sieveTemperature Before Mill入口气体温度:253℃1.2原料磨车间施工平面布置图:2.施工方案编制依据:2.1 《水泥机械设备安装工程及验收规范》(JCJ03-90);2.2 LOESCHE公司提供的LOESCHE-MILL LM 60.4设备图纸及安装说明;2.3 成都建筑材料工业设计研究院有限公司提供的生料粉磨工艺布置图;2.4 中材建设有限公司编制的作业指导书《CBMI.QS.03.19》;2.5 广州海德堡项目部文件资料管理规定《CBMI.GCPN.AO.A.001》;2.6 70吨履带吊性能表;2.7 250吨履带吊性能表;2.8 150吨履带吊性能表。
3.原料磨安装质量保证体系:4.原料磨安装4.3磨机的主要部件基本参数表:本表主要说明原料磨部件的数量、重量,供设备卸车及安装吊装的依据。
4.4安装说明及技术要求4.4.1基础放线及基础处理4.4.1.1根据工艺布置图纸土建施工单位在基础上划出磨机的纵横向中心线,及4件磨机基础架底座的中心线,如图(1)所示。
确定基准点标高.纵横中心线偏差应小于+1.0mm,基础基准点标高偏差不应大于+1.0mm。
4.4.1.2 基础清理及打毛,因为立磨的基础与其他设备基础有不同的地方,立磨生产过程中振动大,其基础与其他设备基础有隔离处理措施,同时其基础表面是外露的钢筋,便于二次灌浆与基础面的结合、达到设计的强度,钢筋需要按照底座尺寸处理一下方便底座的就位。
4.4.2减速机、电机底座安装4.4.2.1减速机底座、电机底座底如经喷沙处理,应除漆使所有构件漏出金属光泽;4.4.2.2砂墩制作砂墩按照图(1)所示尺寸布置砂墩,砂墩的厚度根据基础面的标高确定,施工现场制作砂墩时,先湿润砂墩制作区域的基础部分,放好砂墩盒子,一层层捣实砂墩材料,待砂墩厚度达到要求后,放入上面的平垫铁,平垫铁露出砂墩5mm左右,测量其砂墩的标高、水平度,砂墩上部平垫铁水平度偏差小于0.2mm/m, 砂墩上部平垫铁标高偏差小于+1.0mm,浇水养护砂墩。
砂墩上部利用调节顶丝调整到要求标高,不需要利用斜垫铁来找平底座。
砂墩的制作如图(2):左边的是电机底座、减速机底座的砂墩制作图,右边的是磨机基础底座的砂墩制作图。
7天后砂墩强度达到75%后可以开始进行底座的安装,这种砂墩植入了膨胀螺栓,加强了砂墩的强度,不会在安装的过程中因为碰撞而损坏砂墩,可以通过调节顶丝来调节底座的高度,因此对砂墩表面的标高要求较低。
4.4.2.3根据图设计图纸,划出电机底座纵向中心线、减速机底座纵、横中心线,通过调节顶丝调节电机、减速机底座平面的上表面标高控制在0.950m, 电机底座测量6点标高、减速机底座标高测量5点标高,安装尺寸偏差满足表(1)的具体要求。
找正后开始二次灌浆,二次灌浆过程中为防止底座移位,灌浆前将底座固定。
电机、减速机底座安装允差表(1):图(3)主电机、减速机底座找正示意图4.4.3 电机、减速机底座二次灌浆,灌浆高度为0.915mm。
4.4.3.1二次灌浆前的准备清理砂子、泥土并且凿毛混凝土表面;拆除松散的混凝土部件,例如水泥胶、添加剂、浮浆等;湿润混凝土表面;在灌浆期间,环境温度应该至少在10摄氏度;如果天气太热,应该对直接被太阳照射的灌浆处采取保护措施。
4.4.3.2混凝土搅拌方式采用无收缩性、低放热性混凝土(含添加剂),混凝土标号C40。
4.4.3.3混凝土的浇注在开始灌浆之前,二次灌浆的前期准备工作必须完成;一旦天气太热,或是灌浆周期长,要密切观注表面的潮湿情况;必须达到足够的密足度,使用震动棒,使混凝土与底座结合没有孔洞,与基础表面结合紧密。
4.4.3.4 二次灌浆后的注意事项为了防止新浇注的混凝土过早变干,确保充分硬化,有必要进行灌浆后浇水处理,直到混凝土充分硬化,注意事项:防上过早变干;防止温度过高;防止机械损坏;温度过高,盖上防蒸发的塑料膜;温度过低,盖上保温材料。
4.4.3.5水泥硬化特性根据水泥强度释放状况的依据方向,28天后水泥硬化的强度应该达到C30-C37.5,应该提供水泥试块报告,含水泥强度数据。
3天后,为最终强度的30%--40%;7天后,为最终强度的50%--65%;在低温时,该强度释放都将会变慢,以下值是温度为5度时的设定值;3天后,为最终强度的10%--25%;7天后,为最终强度的25%-40%。
4.4.4基础底座(frames for pedestal)安装4.4.4.1基础架底座的非加工面进行打磨或喷砂处理,去除防绣漆。
4.4.4.2根据设计图纸,划出基础底座的中心线以及其它相关尺寸,相关定位尺寸要求如图(1)所示,通过调节顶丝调整基础架底座的上表面的标高,四个基础架底座的上表面标高为2.150m,找正时做四个门架,中心线绷上Φ0.5mm钢丝绳,跨过基础架底座的中心线,利用吊铅坠找正与基础中心线重合。
4.4.4.3找正精度要求如表(2)所示:表(2)4.4.5找正完后进行基础架底座的二次灌浆、二次灌浆参照 4.4.3项,灌浆高度为2.150m。
4.4.6减速机安装4.4.6.1减速机基础板安装至减速机底座上。
a)将减速机基础板放在磨台的基础框架上。
b)调节螺栓的螺丝,直至基础框架与减速机基础板的下边间隙为10毫米。
将锥形销插入孔内用于钢板的找正。
c)找正减速机基础板的标高,其公差不大于+/-0.1毫米,使用水平尺及水平仪。
d)充分搅拌树脂及硬化剂。
e)将混合胶涂成大约12毫米厚,涂抹在基础框架的表面,要求60分钟内对其进行涂抹并完成,以便在该项工作完成前胶不会硬化。
f)放低减速机基础板,将其放置在基础框架上的胶层,插入螺丝,找正插销。
g)使用水平仪,重新检查基础板的找正。
h)再次清理,检查减速机基础板的表面。
4.4.6.2就位、找正磨机减速机。
4.4.6.1磨机减速机用KH850-150吨、QU70-70吨履带吊将其抬到减速机底座上,150吨履带回转半径10米,臂长21米,此工况下理论起重73.1吨,QU70履带吊回转半径10米,臂长21米,此工况下理论起重18.25吨,减速机重82.2吨,周围无卡杆建筑物,场地比较宽松,能成功吊装。
4.4.6.2用清洗油清洗减速机底面的防腐层及其它异物;复核减速机与底座的定位尺寸,并在减速机的底板适当位置划出减速机与底座之间的定位线,横纵定位线的尺寸偏差小于+0.5mm。
4.4.6.3采用32吨、16吨等千斤顶,使减速机移位找正在底座上。
4.4.6.4未紧螺栓前用塞尺检查其接触面,关键部位其间隙必须小于0.1毫米;(齿轮箱与减速机底座之间不允许加垫片)。
4.4.6.5根据装配图纸及说明书要求紧固减速机与底座之间的连接螺栓,在紧固螺栓过程中复检减速机输出法兰盘的水平度。
4.4.6.6 检查减速机的安装高度,传动轴中心到减速机底座上表面的高度是1500mm。
4.4.7磨机下壳体(mill stand)安装(附图:928112-00-3)4.4.7.1为避免安装出错,基础架的安装按顺时针方向进行,机械加工车间进行基础底座与基础框架的预组装,基础底座与基础架应打上对应钢号。
4.4.7.2磨机下壳体安装包括基础架(prdestals)、连接桥、环风管、卸料口四个部件的安装;4.4.7.3磨机基础架的安装应该在基础框架混凝土灌浆7天后进行,待二次灌浆水泥强度达到了75%后方可进行基础架的安装;4.4.7.4根据设计图纸(053028-00-0 BL4),基础架插入基础底座的上表面,并且基础架可以通过内部四个调节顶丝调整基础架的标高,待四个基础架找正后底座与基础架焊接,焊接要求:双面焊、焊缝高度12mm,将下部壳体与基础框架焊接成一体,拧紧基础底座地脚螺栓并点焊螺母、垫片;4.4.7.5 基础架找正要求:基础架的加工尺寸是以摇臂轴承的中心线为基础的,所以在基础架找正的时候应该以摇臂轴承的中心线为依据,基础架摇臂轴承中心的理论标高是7.60m,标高误差为±1mm,四件基础架摇臂轴承的中心成90度角分布在r=4650mm 的同一圆周上,误差为±1mm(参考附图928112-00-3)。
4.4.7.6磨机连接桥梁与基础架的焊接,基础架与连接桥之间焊接必须预热到200度。
焊接操作的顺序如下:a)基础架与连接桥之间界面里面的垂直焊缝b)基础架与连接桥之间界面外面的垂直焊缝c)焊接基础架与连接桥之间用水平焊缝为防止焊接变形,基础架之间应该用角钢连接,且在焊完任何一层时,更换对面焊接,这将避免所关的部件温度过高,焊接时,观察可能由于焊接造成的变形,利用框试水准仪不断进行检查其水平度。
4.4.7.7环风管及卸料口安装环风管是分片运至现场,需要进行地面预组对,地面预组装好后,吊装至基础架上,找正时以磨机的中心轴线为基准,吊铅锤找正中心点后焊接,卸料口焊接在基础架和环风管之间,注意焊接的气密性及安装的角度。