产品生产初始过程能力分析(PPK)计划表
过程能力分析
LSL
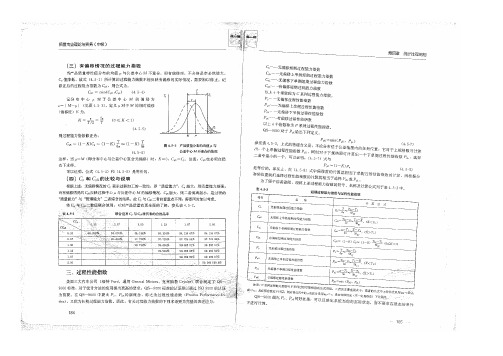
过程数据 LSL 目标 USL 样本均值 样本 N 标准差(组内) 标准差(整体) 80 * 180 153.269 270 12.0171 17.1947
USL
组内 整体
潜在(组内)能力 Cp 1.39 CPL 2.03 CPU 0.74 Cpk 0.74 整体能力 Pp PPL PPU Ppk Cpm 0.97 1.42 0.52 0.52 *
160
180
200
预期组内性能 PPM < LSL 0.00 PPM > USL 13058.74 PPM 合计 13058.74
预期整体性能 PPM < LSL 10.17 PPM > USL 60016.75 PPM 合计 60026.92
想 到, 就 能 做 到 !
6 sigma
能力分析(正态)案例
能力分析(正态)案例
C 2 的过程能力
LSL
过程数据 LSL 目标 USL 样本均值 样本 N 标准差(组内) 标准差(整体) 80 * 180 153.269 270 12.0171 17.1947
USL
组内 整体
潜在(组内)能力 Cp 1.39 CPL 2.03 CPU 0.74 Cpk 0.74 整体能力 Pp PPL PPU Ppk Cpm 0.97 1.42 0.52 0.52 *
Cp和Cpk的值是以子组内变异为基础 计算出来的 Cpk是CPU(相对与USL的能力)及 CPL(相对于LSL的能力的最小值 Cp和Cpk的值是“短期的”过程能力 指数
80
实测性能 PPM < LSL 0.00 PPM > USL 70370.37 PPM 合计 70370.37
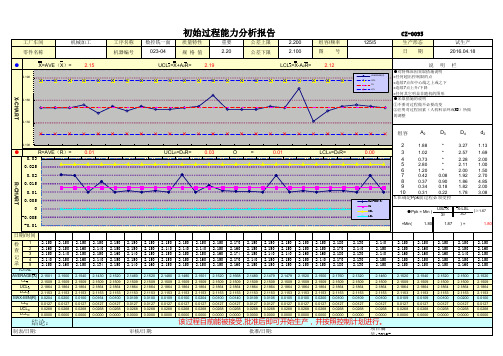
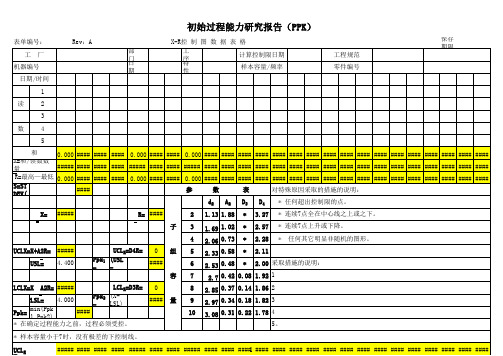
初始过程能力分析报告 PPK
1 2 3 4 5 TOTAL AVERAGE(X) CLX UCLX LCLX MAX-MIN(R) CLR UCLR LCLR
制表/日期:
X-CHART ● R-CHART 检 查 记 录
2.130
组容
2.100
A2
1.88
D3
*
D4
3.27 2.57 2.28 2.11 2.00 1.92 1.86 1.82 1.78
2.170 2.160 2.174 2.170 2.160
2.1668 2.1509 2.1864 2.1153 0.0140 0.0127 0.0268 0.0000
2.150 2.150 2.150 2.140 2.150
2.1480 2.1509 2.1864 2.1153 0.0109 0.0127 0.0268 0.0000
初始过程能力分析报告
工厂车间 零件名称 ● X=AVE(X)=
2.190
CZ-0095
2.200 2.100 LCLX=X-A2R= 组容/频率 图 2.12
AVERAGE(X)
机械加工
工序名称 机器编号
数控铣一面 023-04
质量特性 规 格 值 2.19
重要 2.20
公差上限 公差下限
125/5
2.150 2.150 2.140 2.150 2.160
2.1500 2.1509 2.1864 2.1153 0.0200 0.0127 0.0268 0.0000
2.150 2.160 2.150 2.160 2.150
2.1540 2.1509 2.1864 2.1153 0.0100 0.0127 0.0268 0.0000
CPK(过程能力分析方法)
过程能力分析过程能力也称工序能力,是指过程加工方面满足加工质量的能力,它是衡量过程加工内在一致性的,最稳态下的最小波动.当过程处于稳态时,产品的质量特性值有99。
73%散布在区间[μ-3σ,μ+3σ],(其中μ为产品特性值的总体均值,σ为产品特性值总体标准差)也即几乎全部产品特性值都落在6σ的范围内﹔因此,通常用6σ表示过程能力,它的值越小越好.为什么要进行过程能力分析进行过程能力分析,实质上就是通过系统地分析和研究来评定过程能力与指定需求的一致性。
之所以要进行过程能力分析,有两个主要原因。
首先,我们需要知道过程度量所能够提供的基线在数量上的受控性;其次,由于我们的度量计划还相当"不成熟”,因此需要对过程度量基线进行评估,来决定是否对其进行改动以反映过程能力的改进情况。
根据过程能力的数量指标,我们可以相应地放宽或缩小基线的控制条件。
工序过程能力分析工序过程能力指该工序过程在5M1E正常的状态下,能稳定地生产合格品的实际加工能力。
过程能力取决于机器设备、材料、工艺、工艺装备的精度、工人的工作质量以及其他技术条件。
过程能力指数用Cp 、Cpk表示。
非正态数据的过程能力分析方法当需要进行过程能力分析的计量数据呈非正态分布时,直接按普通的计数数据过程能力分析的方法处理会有很大的风险。
一般解决方案的原则有两大类:一类是设法将非正态数据转换成正态数据,然后就可按正态数据的计算方法进行分析;另一类是根据以非参数统计方法为基础,推导出一套新的计算方法进行分析.遵循这两大类原则,在实际工作中成熟的实现方法主要有三种,现在简要介绍每种方法的操作步骤。
非正态数据的过程能力分析方法1:Box-Cox变换法非正态数据的过程能力分析方法2:Johnson变换法非正态数据的过程能力分析方法3:非参数计算法当第一种、第二种方法无法适用,即均无法找到合适的转换方法时,还有第三种方法可供尝试,即以非参数方法为基数,不需对原始数据做任何转换,直接按以下数学公式就可进行过程能力指数CP和CPK的计算和分析。
CPK过程能力分析
- 名称不同:Cpk是过程能力指数,Ppk是过程性能指数.
- 实施时机不同:Cpk一般是量产时实施,Ppk一般试生产时实施. 我们默认为稳定状态下连续抽样表征了量产的状况,所以新飞通目前 采取了在试产阶段控制Cpk的方式
12
600.4 599.6 600.0 600.8 600.4
13
599.4 599.0 598.4 599.0 599.6
14
598.8 599.2 599.6 598.6 599.8
5
6
598.8 598.8 599.8 599.2 599.4
600.0 600.2 600.2 599.6 599.0
案例-步骤4
用 ppm表示实际DATA脱离规格的程度。
案例-步骤4
只考虑工程的群内变动显示正态分布时,数据表现为 脱离规格的预想 ppm
案例-步骤4
对所有DATA的变动值来显示正态分布时, DATA表现脱离规格的预测 ppm
提高过程能力的思路
常犯的错误或常见问题
✓ 工艺过程不处于稳定状态,有异常发生时进行过程 性能分析
✓ 样本数量太少 ,不具备代表意义
✓ 有明显因为各种特殊原因导致的明显有问题的数 据,没做剔除而保留下来,影响了整体分析的结果
✓ 对计算结果的意义不了解,没有制定很好的改善 措施
回顾与讨论
过程能力分析的前提条件是什么? CP与CPK,PP与PPK之间的区别是什么? CPK与PPK之间的区别是什么? CP>1.67而 CPK<1.0的时候,应该如何处理? CP<1.0的时候,又该如何处理
CPK与PPK的计算和评价等级
过程能力计算及评价方法1.过程能力等级说明1.1 Cp评价等级——《质量专业理论与实务》(中级)1.2 无偏时Cp与合格(不合格)率的对应关系由上表可知,在无偏时Cp与合格(不合格)率的对应关系是非线性的一一对应的关系,过程能力指数越大,合格率越高(反之亦然)。
——《六西格玛管理质疑》1.3 Cpk1.4 Pp 、Ppk 评价等级A )Pp 、Ppk > 1.67 该过程目前能满足和符合顾客要求。
顾客批准后即可开始生产,并按照控制计划进行。
B ) 1.33 ≤ Ppk ≤ 1.67 该过程目前可能被顾客接受,但是可能会被要求进行一些改进。
与顾客取得联系,并评审研究结果,如果在批量生产开始之前仍没有改进,将要求对控制计划进行更改。
C ) Ppk < 1.33 该过程目前不能满足和符合顾客要求。
与顾客取得联系,并对研究结果进行评审,对需改进的过程必须有书面的纠正措施计划,增加检验与试验频率直到Cpk>1.33为止,修改后的控制计划应经顾客批准。
——《PPAP 手册》1.5 过程中的过程能力要求A )过程稳定且数据呈常(正)态分配时,过程能力指数须达到Cpk ≧1.33。
B )长期不稳定的过程,但是SPC 抽检样本的质量符合规格且呈可预测的型态时,初期过程能力指数须达到Ppk ≧1.67。
2. 计算公式2.1 过程能力指数计算公式过程能力——仅使用统计稳定的过程,是过程固有变差的6σ范围,σ通常用“R /d2”或者“s/c4”来估计。
过程性能——过程总变差的6σ范围,σ通常用样本的标准差s 来估计。
——《SPC 手册》σε62)1(-=-=T Cp K Cpk2.2 短期过程能力指数与过程性能指数公式比较——《质量专业理论与实务》(中级)。
PPK初始过程能力研究报告表
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
AVG.
研究评定:由以上计算结果可知PPK= ##### >1.67,初始能力指数足够.若批准,开始生产并按照已批准的控制计划进行.
说明:试生产时前期质量部连续取样125件对产品特性进行测量并记录结果,提交前期质量科长审批签字后存档,下发至相关责任单位,并将结果反馈至项目经理。
2
1.13 1.88 1.69 1.02 2.06 0.73 2.33 0.58 2.53 0.48
Ppk1= (USL-X)/3δ s= ####
2.7 0.42 0.08 1.92 1 2.85 0.37 0.14 1.86 2 2.97 0.34 0.18 1.82 3 3.08 0.31 0.22 1.78 4 5。
初始过程能力研究报告(PPK)
表单编号: 工 厂 Rev:A 部 日 门 期 X-R控 制 图 数 据 表 格 工 特 序 性 计算控制限日期 样本容量/频率 工程规范 零件编号 保存期限 3年
机器编号 日期/时间 1 读 2 3 数 4 5 和
0.000 #### #### #### 0.000 #### #### 0.000 #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### ####
X=和/读数数量 ##### #### #### #### ##### #### #### ##### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### R=最高—最低 0.000 #### #### #### 0.000 #### #### 0.000 #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### S=STDEV(C6:V10)=δ s= #### 参 数 d2 X= ##### R= #### 子 2 3 4 UCLX=X+A2R= USL= ##### 4.400 UCLR=D4R= 0 组 5 6 容 LCLX=X A2R= ##### 4.000 LCLR=D3R= 0 量 7 8 9 10 A2 表 D3 * * * * * D4 3.27 2.57 2.28 2.11 2.00 采取措施的说明: 对特殊原因采取的措施的说明: * 任何超出控制限的点。 * 连续7点全在中心线之上或之下。 * 连续7点上升或下降。 * 任何其它明显非随机的图形。
项目管理APQP计划一览表

编制MSA分析计划,在试生产或生产前完成MSA 报告 编制初始能力研究计划,在试生产或生产前完 成初始能力研究报告 结合试生产情况,对相关工装的使用情况进行 评价,确认其是否满足生产及检测要求 阶段总结,包括工作进度、任务分派等是否完 成
第四阶段 产品及过程确认
按照客户要求的进度计划安排试生产
2.4 样件控制计划
如需要,应编制样件制造计划和样件控制计划
对项目所需要的工装进行配置,根据项目进度 2.5 配置相关的工装及设备 计划编制相关的工装进度计划及任务书,包括
模具、检具、夹具、治具等
对项目所需要的工装进行配置,根据项目进度 2.5 配置相关的工装及设备 计划编制相关的工装进度计划及任务书,包括
模具、检具、夹具、治具等
2.6 二级供应商选定
按公司供应商评价流程,进行供应商评价,并 提出要求,对项目所需的外购件、外协件及原 材料厂家进行选定
2.7 供应商PPAP提交要求
根据项目进度计划及供应商的选定,对供应商 提出PPAP要求
2.7 样件控制计划及样件制造
编制样件制造计划和样件控制计划
2.8 对快速样件质量的确认 对样件及二级供应商提供的样件质量进行评价
4.2 试生产
按照试生产计划完成试生产,并完成生产过程 的有效评估
4.3 测量系统分析
按照MSA计划,完成MSA分析并出报告
4.4 初始过程能力研究
按照初始过程能力研究与评价
按照检验及实验要求,对试生产零件进行检验 及实验
4.6 包装评价
按顾客要求,结合包装规范,完成顾客对产品 包装的包装批准
不断的改进产品和管理质量,减少变差
说明:在对新产品APQP资料包进行汇总时,不包括第五阶段的资料,第五阶段的资料是在顾客认定可以批量生产之后,由各部 品和过程(PPAP)及公司编制了文件化的程序规定进行,所有资料的准备由各部门按职责的归口进行,在新项目资料汇总中不
02_ 过程能力分析(常规控制图)
UCL
C L
LCL U C CL L
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
R ¼ Í
0.350
0.300 0.250 0.200 0.150 0.100 0.050
0.000
1
2
3
4
5
6
7
8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
R
价 图 能 力 指 数 数据整理者(签名): 数据分析者(签名): 审批者(签名):
计算控制限的日期:
评
X
图
没超出控制上限的点。 有超出控制下限的点,请检查过程纪录,用因果图查明原因,并订出纠正措施。 #REF! 没有明显的非随机图形。 有超出控制上限的点,请检查过程纪录,用因果图查明原因,并订出纠正措施。 #REF! 有明显的非随机图形,请查明情况,并订出纠正措施。 Cpk: 能力指数过剩,考虑是否降低成本。 PPK: 能力指数符合要求
R
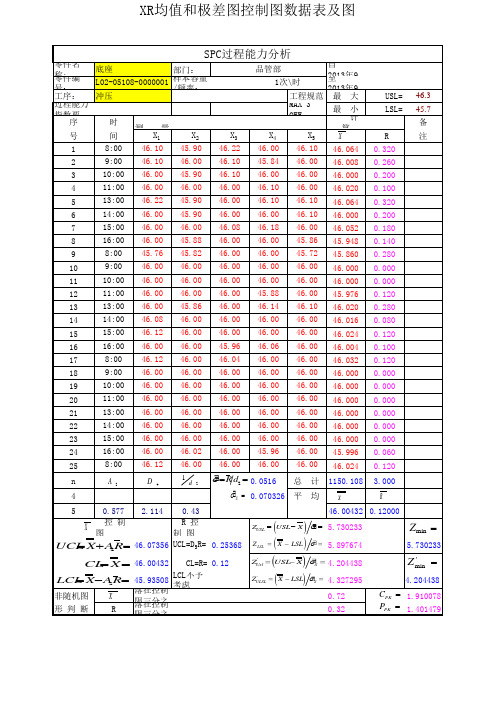
MAX 3 OFF 最 数 据 X2 45.90 46.00 45.90 46.00 45.90 45.90 46.00 45.88 45.82 46.00 46.00 46.00 45.86 46.00 46.00 46.00 46.00 46.00 46.00 46.00 46.00 46.00 46.00 46.02 46.00
X
46.064 46.008 46.000 46.020 46.064 46.000 46.052 45.948 45.860 46.000 46.000 45.976 46.020 46.016 46.024 46.004 46.032 46.000 46.000 46.000 46.000 46.000 46.000 45.996 46.024 1150.108