工艺验证与数理统计
机械零件加工精度统计分析方法探略

增加。 若Cp 值为 1 或小于 1, 工序 加工能力较弱, 表明 产品的次品率
就可能上升, 这时必须采取相应措施, 来改善工艺过程。 利用分布曲线 可以比较方便的研究加工精度, 可以分辨出工序的随机误差的大小以 及是否存在着系统误差, 但不能把规律性变化的系统误差从随即误差 中区分出来。采取分布曲线法控制加工精度时, 必须检查所有加工的 零件, 只有将一批零件加工完毕后方能绘制出分布曲线图。 3. 确定加工误差的类型 在己调整好的机床上加工一批工件,由各种工艺因素所产生的 加工误差, 可分为两大类, 即系统误差和随机误差。 系统误差包括因调 整等因素引起的常值系统误差和因刀具磨损 、机床热变形等引起 的 有规律变化趋势的变值系统误差。随机误差则是由尺寸分散造成的。 二、 机械零件加工精度统计分析的基本方法 1、 分布曲线法。目 前进行加工精度统计分析的方法之一是分布 曲线法。 在机械加工中, 用调整法加工一批零件, 其尺寸误差是有很多 相互独立的随机误差综合作用的结果, 如果其中没有一个是起决定作 用的随机误差, 则加工后零件的尺寸将近似于正态分布。理论正态分 它的方程式如下;
科技前沿
析工艺过程的稳定性、 查明工序的精度以及确定机床的调整精度、 确保产品的加工质量具有非常重要的
作用。
〔 要l 加 精 的 计 析 机 制 技术 的 个 常 要的 作, 精 计 析 分 摘 工 度 统 分 是 械 造 中 一 非 重 工 加工 度统 分 对于
〔 关键词」 械 工 精 统 分 方 机 加 度 计 析 法
它不是平滑曲线而是折线。 实验分布曲线是根据一批零件的加工尺
寸绘制出来的。通常 一批零件数量在 50 件以上, 越多则越能反映出 它的分布规律, 是分析数据常用的一种方法。
数理统计课后答案.

数理统计一、填空题1、设n X X X ,,21为母体X 的一个子样,如果),,(21n X X X g , 则称),,(21n X X X g 为统计量。
不含任何未知参数2、设母体σσμ),,(~2N X 已知,则在求均值μ的区间估计时,使用的随机变量为nX σμ-3、设母体X 服从修正方差为1的正态分布,根据来自母体的容量为100的子样,测得子样均值为5,则X 的数学期望的置信水平为95%的置信区间为 。
025.01015u ⨯±4、假设检验的统计思想是 。
小概率事件在一次试验中不会发生5、某产品以往废品率不高于5%,今抽取一个子样检验这批产品废品率是否高于5%, 此问题的原假设为 。
0H :05.0≤p6、某地区的年降雨量),(~2σμN X ,现对其年降雨量连续进行5次观察,得数据为: (单位:mm) 587 672 701 640 650 ,则2σ的矩估计值为 。
1430.87、设两个相互独立的子样2121,,,X X X 与51,,Y Y 分别取自正态母体)2,1(2N 与)1,2(N , 2*22*1,S S 分别是两个子样的方差,令2*2222*121)(,S b a aS +==χχ,已知)4(~),20(~222221χχχχ,则__________,==b a 。
用)1(~)1(222*--n S n χσ,1,5-==b a8、假设随机变量)(~n t X ,则21X 服从分布 。
)1,(n F 9、假设随机变量),10(~t X 已知05.0)(2=≤λX P ,则____=λ 。
用),1(~2n F X 得),1(95.0n F =λ10、设子样1621,,,X X X 来自标准正态分布母体)1,0(N ,X为子样均值,而01.0)(=>λX P , 则____=λ01.04)1,0(~1z N nX=⇒λ 11、假设子样1621,,,X X X 来自正态母体),(2σμN ,令∑∑==-=161110143i i i iX XY ,则Y 的分布 )170,10(2σμN12、设子样1021,,,X X X 来自标准正态分布母体)1,0(N ,X 与2S 分别是子样均值和子样方差,令2*210S X Y =,若已知01.0)(=≥λY P ,则____=λ 。
概率论与数理统计在生活中的应用

概率论与数理统计在生活中的应用一:概率论1.概述概率论(probability theory)研究随机现象数量规律的数学分支。
随机现象是相对于决定性现象而言的。
在一定条件下必然发生某一结果的现象称为决定性现象。
例如在标准大气压下,纯水加热到100℃时水必然会沸腾等。
随机现象则是指在基本条件不变的情况下,一系列试验或观察会得到不同结果的现象。
每一次试验或观察前,不能肯定会出现哪种结果,呈现出偶然性。
例如,掷一硬币,可能出现正面或反面,在同一工艺条件下生产出的灯泡,其寿命长短参差不齐等等。
随机现象的实现和对它的观察称为随机试验。
随机试验的每一可能结果称为一个基本事件,一个或一组基本事件统称随机事件,或简称事件。
事件的概率则是衡量该事件发生的可能性的量度。
虽然在一次随机试验中某个事件的发生是带有偶然性的,但那些可在相同条件下大量重复的随机试验却往往呈现出明显的数量规律。
例如,连续多次掷一均匀的硬币,出现正面的频率随着投掷次数的增加逐渐趋向于1/2。
又如,多次测量一物体的长度,其测量结果的平均值随着测量次数的增加,逐渐稳定于一常数,并且诸测量值大都落在此常数的附近,其分布状况呈现中间多,两头少及某程度的对称性。
大数定律及中心极限定理就是描述和论证这些规律的。
在实际生活中,人们往往还需要研究某一特定随机现象的演变情况随机过程。
例如,微小粒子在液体中受周围分子的随机碰撞而形成不规则的运动(即布朗运动),这就是随机过程。
随机过程的统计特性、计算与随机过程有关的某些事件的概率,特别是研究与随机过程样本轨道(即过程的一次实现)有关的问题,是现代概率论的主要课题。
2.简介事件的概率则是衡量该事件发生的可能性的量度。
虽然在一次随机试验中某个事件的发生是带有偶然性的,但那些可在相同条件下大量重复的随机试验却往往呈现出明显的数量规律。
例如,连续多次掷一均匀的硬币,出现正面的频率随着投掷次数的增加逐渐趋向于1/2。
又如,多次测量一物体的长度,其测量结果的平均值随着测量次数的增加,逐渐稳定于一常数,并且诸测量值大都落在此常数的附近,其分布状况呈现中间多,两头少及某程度的对称性。
可靠性验证试验

•概述述•统计试验方案•指数分布抽验方案•统计试验方案的选择可靠性验证试验——概述•通过客观证据的提供与检查,验明是否符合规定的要求称为“验证”(verification)。
可靠性验证试验的作用是使订购方能拿到合格的产品,同时承制方也能了解产品的可靠性水平。
•可靠性验证试验包括可靠性鉴定试验(R eliability Q ualification T est,RQT)和可靠性验收试验(R eliability A cceptanceT est,RAT)。
•可靠性鉴定试验和可靠性验收试验属于统计试验,是用数理统计方法验证产品可靠性是否符合规定要求。
统计试验的目的是度量和验证产品证产品可靠性是否符合规定要求统计试验的目的是度量和验证产品的可靠性,并给出可靠性验证值。
•可靠性鉴定试验目的:可靠性鉴定试验目的验证产品的设计是否达到了规定的可靠性要求。
般验证产品的设计是否达到了规定的可靠性要求。
一般是MTBF最低可接受值。
可靠性鉴定试验是向使用方提供一种合格证明。
一般用于定型鉴定,是生产前的试验,为生产决策提供管理信息。
此时产品仍属于研制阶段,但技术状态已经确定,设计及工艺图纸已经具备。
鉴定试验必须按计划及时完成,使用方应在合同中规定鉴定试验的要求。
需要做鉴定试验的产品:需要做鉴定试验的产品¾新研产品¾重大改型产品¾在一定环境条件下不能满足系统分配的可靠性要求的产在定环境条件下品因此,可靠性鉴定试验主要用于设计定型(生产定型)或主要设计和工艺变更后的鉴定。
•可靠性验收试验目的:验证产品的可靠性不随生产期间工艺、工装、工作流程及零部件质量等的变化而降低。
可靠性验收试验是对交付的某些产品或生产批做出评价。
产品通过定型(鉴定试验)转入批生产后,为确保产品生产过程严格的质量控制验产品在规定的条件是到设计规定的可靠性要质量控制,验证产品在规定的条件下是否达到设计规定的可靠性要求,需要进行可靠性验收试验,以确定该产品批是否接收。
确认与验证管理程序

确认与验证管理程序一、目的:建立确认与验证管理程序,是规范确认与验证管理的全过程。
二、适用范围:适用于本公司保健食品的确认与验证管理。
三、责任者:验证中心对本规程负责。
四、正文:1、建立验证中心并规定其职责范围,阐明应有哪些部门参加,各自的职责、权限、工作内容等。
2、验证的范围:厂房设施确认、净化空调系统验证、水系统验证、公用工程验证、设备确认、产品工艺验证、清洁方法验证、灭菌验证、检验方法验证等.3、验证的方式及方法.明确选定的验证方式,然后说明选择这些验证的条件,给出验证的适用范围。
常用的验证方式有:(1)前验证:指一项工艺、一个过程、一个系统、一个设备或一种材料在正式投入使用前按照设定验证方案进行的验证。
前验证强调的是前期行为,描述的是一切从零开始的验证,目的是杜绝先天性缺陷。
也是实现新厂房、新设备、新工艺、新产品等移交使用部门的必要条件。
(2)同步验证:指在某项工艺运行的同时进行的验证,并从工艺运行的过程中获取数据,以证明该工艺达到预定的要求。
同步验证始于工艺运行的开始,止于工艺运行的结束,在技术存在一定的风险,一旦失败就会带来产品的损失。
(3)回顾性验证:指以历史数据的统计分析为基础的旨在证实正式生产工艺条件适应性的验证.有些老产品在多年或一段时间的生产中,工艺条件稳定、积累的数据资料比较丰富,其质量标准、检验方法等一直未发生改变,数据可靠,些时可对这些数据采用数理统计的方法进行处理,进行趋势分析,做出回顾性的总结报告。
(4)再验证:指经过验证合格后并投入使用一个阶段后进行的再次验证,旨在证实已验证的状态没有发生飘移。
4、起草验证管理文件和验证项目文件等,批准后执行。
5、应对验证文件进行管理,其管理内容和方式须以书面文件方式描述,批准后执行。
6、验证周期:企业每年至少进行一次涵盖GMP全部要求的验证.可以分期分批进行,也可以集中进行。
必要时随时进行。
生产一定周期后应进行再验证。
并制定再验证周期。
数理统计典型例题分析
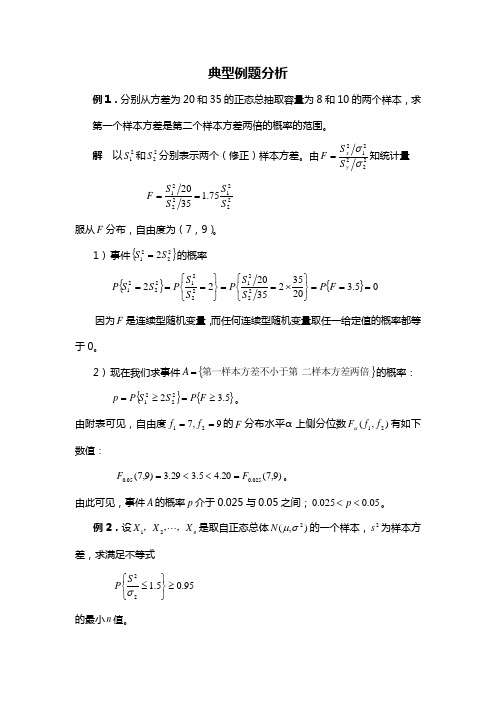
典型例题分析例1.分别从方差为20和35的正态总抽取容量为8和10的两个样本,求第一个样本方差是第二个样本方差两倍的概率的范围。
解 以21S 和22S 分别表示两个(修正)样本方差。
由222212σσy x S S F =知统计量2221222175.13520S S S S F ==服从F 分布,自由度为(7,9)。
1) 事件{}22212S S =的概率 {}{}05.320352352022222122212221===⎭⎬⎫⎩⎨⎧⨯==⎭⎬⎫⎩⎨⎧===F P S S P S S P S S P因为F 是连续型随机变量,而任何连续型随机变量取任一给定值的概率都等于0。
2) 现在我们求事件{}二样本方差两倍第一样本方差不小于第=A 的概率:{}{}5.322221≥=≥=F P S S P p 。
由附表可见,自由度9,721==f f 的F 分布水平α上侧分位数),(21f f F α有如下数值:)9,7(20.45.329.3)9,7(025.005.0F F =<<=。
由此可见,事件A 的概率p 介于0.025与0.05之间;05.0025.0<<p 。
例2.设n X X X ,,, 21是取自正态总体),(2σμN 的一个样本,2s 为样本方差,求满足不等式95.05.122≥⎭⎬⎫⎩⎨⎧≤σS P 的最小n 值。
解 由随机变量2χ分布知,随机变量σ/12S n )(-服从2χ分布,自由度1-=n v ,于是,有{}{}95.0)1(5.1)1(5.1)1(2,05.02222=≤≥-≤=⎭⎬⎫⎩⎨⎧-≤-=v v v P n P n S n P χχχσ 其中2v χ表示自由度1-=n v 的2χ分布随机变量,2,05.0v χ是自由度为1-=n v 的水平05.0=α的2χ分布上侧分位数(见附表)。
我们欲求满足2,05.015.1v n χ≥-)(的最小1+=v n 值,由附表可见226,05.0885.3839)127(5.1χ=>=-, 22505.0652.375.401265.1,)(χ=<=-。
公用系统及设备验证
验证程序
▪ 制定验证方案 ▪ 批准验证方案 ▪ 组织实施 ▪ 提出验证报告 ▪ 批准验证报告 ▪ 建立验证档案
系统验证文件
▪ 用户需求文件 ▪ GMP风险分析 ▪ 项目及验证计划书 ▪ 设计确认 ▪ 安装确认 ▪ 操作/运行确认 ▪ 性能确认
用户需求文件
▪ 工程技术指标是用于满足用户需求的工程技 术实现方式,包括功能指标及工程技术指标。
趋势。
▪ 确认是否需要进行“再验证”及其频次。 ▪ 导致“补充性验证”方案的制定与实施 ▪ 回顾性验证常用方法 ▪ 数理统计(如“Q”检验、“T”检验、方差
分析等)
▪ 趋势分析 ▪ 控制图分析
▪ 4)再验证
▪ 所谓再验证,系指一项生产工艺、一个系 统或设备或者一种原材料经过验证并在使 用一个阶段以后旨在证实其“验证状态” 没有发生漂移而进行的验证。
洁净区空调设计
▪ 风量控制要求采用变频控制 ▪ 除湿采用露点除湿,特殊要求可采用溴化锂
活硅胶法 ▪ 加湿必须采用洁净蒸汽 ▪ 加湿段要在高效过滤器的前段
空调系统管理
▪ 日常管理 ▪ 温度 ▪ 湿度 ▪ 压差 ▪ 过滤器 ▪ 记录 ▪ 仪表定期校验 ▪ 预防性维修 ▪ 机组的清洁
空调系统管理
▪ 定期管理 ▪ 图纸 ▪ 定期测试 ▪ 年度回顾
物料、活动或系统确实能达到预期结果的有关文件 证明的一系列活动。 ▪ 目的:验证目的归纳为:保证药品生产过程、质量 和卫生管理以正确的方式进行,并证明这一生产过 程具有适用性、重现性和可控性。 ▪ 生产过程处在验证的受控状态,能够保证最后得到 符合质量标准的药品。
药品生产验证
▪ 2. 验证分类 ▪ 1)前验证 ▪ 所谓前验证是指一项工艺、一个过程、一个
▪ 列入国家强制性检定目录的计量器具、检 验用仪器设备等应该按照规定进行再检验。
加工误差的统计分析法

加工误差的统计分析法实际生产中,影响加工精度的因素往往是错综复杂的,由于原始误差同时作用,有的可以相互补偿或抵消,有的则相互迭加, 不少原始误差的出现又带有一定的偶然性,往往还有很多考察不清或认识不到的误差因素,因此很难用前述因素分析法来分析计算某一工序的加工误差。
这时只能通过对生产现场内实际加工出的一批工件进行检查测量,运用数理统计的方法加以处理和分析,从中找出误差的规律,找出解决加工精度问题的途径并控制工艺过程的正常进行。
这就是加工误差的统计分析法。
它是全面质量管理的基础。
一、系统性误差和随机性误差在看来相同的加工条件下依次加工出来的一批工件,其实际尺寸总不可能完全一致。
例如某厂在无心磨床上精磨活塞外园时,依次测量100个工件,其实际尺寸的尾数如下表一所示。
假使将这100个工件按实际尺寸的大小进行分组,则如表二所示。
从表中可以看出,这批工件的尺寸波动范围是9.5μm(最大为21μm,最小为11.5μm),中间尺寸的工件较多,与中间尺寸相差越大的工件则越少,而且两边大致对称。
假使另外再测量一批工件,其结果仍与上述情况非常接近。
成批、大量生产中的大量事实表明:在稳定的加工条件下依次加工出来的一批工件,都具有这种波动性和规律性。
要弄清引起这种波动性和规律性的原因,需进一步考察各种原始误差所引起加工误差的出现规律。
根据加工一批工件时误差的出现规律,加工误差可分为:1、系统性误差在一次加工一批工件时,加工误差的大小和方向基本上保持不变或误差随加工时间,按一定的规律变化的,都称为系统性误差。
前者称常值系统性误差,后者称变值系统性误差。
加工原理误差,机床、刀具、夹具的制造误差、机床的受力变形等引起的加工误差均与加工时间无关,其大小和方向在一次调整中也基本不变,故都属于常值系统性误差。
机床、夹具、量具等磨损引起的加工误差,在一次调整的加工中也均无明显地差异,故也属于常值系统性误差。
机床、刀具未达热平衡时的热变形过程中所引起的加工误差,是随加工时间而有规律地变化的,故属于变值系统性误差。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
六、工艺验证文件 工艺验证文件应包括验证管理文件和验证项目文件两部 (一)验证管理文件 1.验证管理规程 2.验证组织机构 3.验证机构及人员职责 4.验证项目计划、立项、审批程序 5.验证方案的编制与审批程序 6.验证组织实施SMP 7.验证文件归档保管SMP 8.其它
示例: (1)验证管理规程提示内容: ①验证含义、条件、注意等 ②验证机构与职责 ③验证范围(结合企业生产剂型、 品种提出) ④验证程序(计划、方案、审批、记录、总结、分析、报 告、结论、审核、批准、证书、文件、归档、保管等) (2)验证组织机构:见附图2
2.步骤 同步验证可用于新产品和老产品的工艺验证和产品验证。 (1)确定验证对象; (2)确定验证的文件依据; (3)确定变量标准及限度范围; (4)确定试验项目、内容、数量、批次及记录方式; (5)确定取样、检测、数据分析方式和方法; (6)按规定进行验证试验并记录; (7)有数据分析、结果、结论、评价等; (8)批准结论。
二、工艺验证方式与条件
工艺验证和其他验证一样,其方式可分为前验证、同步 验证、回顾性验证和再验证等。 (一)前验证 前验证是指新产品、新工艺等正式投产生产使用前,必 须完成并达到设定要求的验证。对新产品来说前验证是产品 开发的终点,正式生产的起点,是较全面的验证,也是最基 本的验证,一般对生产要求高的如无菌制剂或历史资料不足 的产品采用前验证。常用于: ①产品要求高或有特殊质量要求的产品; ②靠生产控制或成品检验不足以确保重现性的工艺过程; ③缺乏历史资料的新产品、新工艺等。
工艺验证是确保质量目标的关键要素,其重要性可 以从以下三项产品质量保证目标反映出来。 1.产品的设计和产出应符合优质、安全和有效的原则 产品设计是产品质量产生阶段,即产品的开发过程, 设计质量约占全部产品质量的40%,要以工艺验证来证 明设计能满足产品质量要求。
2.产品质量应在药品生产全过程中形成 药品生产全过程中包含了人员、硬件、软件、监控 等影响因素,要以工艺验证来证明药品生产全过程能按 [规范]要求生产。
4.验证报告及审批 (1)核对审查-按照验证方案,核对各阶段的验证工作; (2)整理汇总-数据整理分析后,以技术报告形式总结验证 结果; (3)验证报告-小组编制验证报告,并提出最终评价和结论; (4)审核批准-验证总负责人审核、批准并签署意见。 5.发放验证证书 验证总负责人签发验证证书。
6.验证文件管理 验证立项、方案、记录、报告、证书等验证 项目文件应归档保管;验证后确立的各项技术和 管理文件按企业“文件全过程管理规程”批准后 下达(详见六、工艺验证文件)。 7.再验证 按验证报告中再验证计划定期实施。
(三)验证与确认 验证:通过检查和提供客观证据,表明规定的要求已 经满足的认可。 确认:通过检查和提供客观证据,表明一些针对某一 特定预期用途的要求已经满足的认可。 上述定义说明,确认是验证全过程中的部分内容,几 个确认过程可完成整个验证,如设备验证含预确认(设计 确认DQ)、安装确认(IQ)、运行确认(OQ)、性能确 认(PQ)。
(四)工艺验证与工艺试验 工艺验证与工艺试验是产品开发过程中两个不同阶段,总 目标一致,阶段目标不一样。具体见附表1 附表1 工艺验证与工艺试验区别表
时段 内容 目的
工艺试验 工艺开发过程中 工艺条件优选试验 确定最佳工艺条件 工艺验证 正式投产前 工艺条件的稳定性考察 证实设定的工艺条件稳定、 可靠
1.采用前验证应具备以下条件 (1)有较充分和完整的设计开发资料(文件草案); (2)有试验记录,记录中反映出数据没有明显的异常波动情 况; (3)设计参数已经过优选确定,控制范围已明确; (4)产品的稳定性试验已有结论。
2.步骤 (1)预验证 先以草拟的工艺规程中试,试产的(中间)产品进 行稳定性试验考察产品质量稳定,确认工艺条件的合理性; (2)运行验证 依据中试和产品质量情况,确定商业批件的 试生产,确定现行工艺规程的适用性,试生产后(中间)产品 进行稳定性试验得出结论; (3)性能试验 试生产三批,验证现行工艺规程的可控性和 重现性,必要时,调整有关工艺条件和参数,产品经稳定性 试验,考察工艺条件的稳定性,得出结论;确立正式工艺规 程,批准后,交付生产使用; (4)产品验证 针对产品,按工艺流程进行全过程的系统验 证。
药品生产的物料验证主要是对物料质量的确认,包括对主要 辅料和包装材料的确认 其验证内容有: 1.物料供应商质量体系的评估。企业需明确评估组织、评估内 容等,中药材外加工同样要对外加工单位的质量保证体系 (QAS)进行审核; 2.物料稳定性试验,可定出物料存储期; 3.物料预验证时可做极限试验,以确立内控标准,此内控标准 能确保物料有细微变化时,不会影响最终产品质量。
4.注意事项 (1)有各种岗位标准操作规程,包括检验操作规程等草案 和各种记录,经验证后有否修改,修改后应重新试验,直 至认可,正式按规定确立; (2)各工序确认内容的测试项目应有较强的针对性; (3)收集数据应仔细、清楚,能反映事实,并经过统计分 析,证明数据的有效性; (4)慎重选用“最差条件试验”或“极限试验”; (5)试验有足够的重复次数,证明其重现性; (6)分清“时间”是工艺参数还是设备耐用性考察; (7)试验中不应有工艺参数的优选试验内容。
3.生产工艺中的每一个环节都能得到控制 以工艺验证来证明工序处于受控状态,药品生产全 过程能得到有效控制,保证最终产品质量。
(二)意义 验证是正确地、有效地实施GMP的基础,也是实现 “预防为主”的有效措施。具体体现有: 1.验证是一个证实或确认设计的过程。设计要符合产品优质、 安全、有效的原则。 2.验证是一个确立文件的过程。验证前要有文件的草案或初 稿,如工艺规程、标准操作规程、批生产记录、内控标准、 检验操作规程等;通过验证来证明文件的适用性。 3.验证是一个提前发现问题的过程。验证时可做”最差条件 试验” 、“极限试验”和“挑战性试验”等。
附图2:验证组织机构Fra bibliotek(3)验证机构的主要职责: ①制定和修订验证管理规程; ②制定验证计划,并监督实施; ③组织验证方案和验证报告的会签和审核工作; ④日常验证活动的组织和协调; ⑤参加有关项目的验证活动; ⑥验证文件管理工作等。
2.步骤 (1)确定验证对象; (2)根据验证对象确定选用的历史资料(批生产记录、批检 验记录、过程监控记录及其它等,资料按批、年、月、日、 班等记录); (3)按随机取样的原则及选用的数理统计工具收集数据; (4)按规定方法进行数据汇总、整理; (5)按统计规律进行数据分析; (6)按判断原则得出结论; (7)结论经规定程序审核、批准; (8)按提供的信息改进、提高。
2.验证程序 (1)预确认 系统定义-确定整个系统的流程; 系统设计-编制功能需求(含总体设计及详细设计); 软件设计-软件系统的开发和管理。 (2)安装确认与运行确认 证实系统或各部件在规定范围内运行的正确性和精确性。 (3)性能验证: ①基础数据验证-所有数据应检验并审批确认,如控制点、 数字变量、计时器等; ②系统验证-测试全系统功能应符合设计要求; ③工艺验证-工艺过程控制系统、实验室用系统、数据储 存系统、检索系统等的验证。
三、工艺验证的相关内容
工艺验证涉及的相关验证,包含了药品生产验证的全部 内容。其中厂房、设施、设备、物料、清洁、检验等验证是 药品生产验证的基础,而设备的性能确认、剂型的工艺验证 和品种的产品验证都涉及到工艺参数的确认。该工艺参数是 否满足产品质量要求,要以产品的性能验证来确认。所以有 时候可以将这三项验证结合进行。 (一)厂房验证 (二)设施验证 (三)设备验证 (四)物料验证
回顾性验证的重点是一定要进行分析、判断,根据结论意见 改进,不能只统计出一个图、一张表,有问题也不分析,失 去了验证的意义。
(四)再验证 再验证是指对已经验证过的生产工艺、产品等,在生 产一定周期后进行的验证。以下情况常需进行再验证: (1)关键工艺生产一定周期后; (2)影响产品质量的主要因素发生改变时; (3)趋势分析中发现有系统性偏差; (4)批次量发生数量级变更; (5)法规要求或体系认证需要再验证。
四、工艺验证程序 1.确定验证项目 根据企业验证计划,提出具体验证项目,会 审、批准后立项。 2.制定验证方案 方案由各验证项目小组负责起草,并根据专 业分工,分别编制。 3.组织实施验证: (1)准备工作-设备、仪器、试剂、物料、标准器及SOP等; (2)修改或补充方案-实施中需修改或补充方案的,应有正 式报告,批准后执行; (3)填写记录-实施情况认真记录在事先设计好的表格中, 仔细分析; (4)小结与评价-分阶段做好小结与评价工作。
(4 )再验证 当系统发生变更或使用一定时间后再验证。 (5)验证文件: 技术文件-验证方案、记录、报告、审批、证书等; 管理文件-安全规程、操作规程、维护及检修规程、培训规 程等。 不管何种验证,参与验证人员一定要经过培训,熟悉验 证工作内容和要求、验证程序、验证中的职责和职能等。
附图1 各项验证的相关示意图
(五)清洁验证 (六)检验方法验证 (七)产品验证 产品验证(产品性能验证)按每个品种进行,是在各 工序工艺验证合格的基础上进行系统的全过程的工艺验证。 旨在证明全过程的生产工艺所生产的产品符合预定的质量 标准。 产品验证是验证工作的最后阶段,也是对药品生产各 项验证工作的综合考察,实际上对新产品来说,是在特殊 监控条件下的试生产。产品验证后应进行技术检验,证明 综合验证的有效性。
(三)回顾性验证 回顾性验证是指以历史数据的统计分析为基础,旨在 证实正常生产的工艺条件适用性的验证。 1.条件 (1)历史资料较完整,能取到足够的连续批次或生产时间 的数据。以选定的统计分析方法决定取样数据量。取样数 据应符合统计分析方法的要求,如系统条件基本相同、反 映数据的连续性等。 (2)有以数值表示的、可以进行统计分析的检测结果。 (3)产品的质量数据能确切地反映出相应的工艺条件。如 含量对应混合的装量、时间,水分对应烘干的温度、时间、 方式等。 (4)有关的工艺变量是标准化的,且始终处于受控状态。