打螺丝作业规范
打螺丝作业培训资料
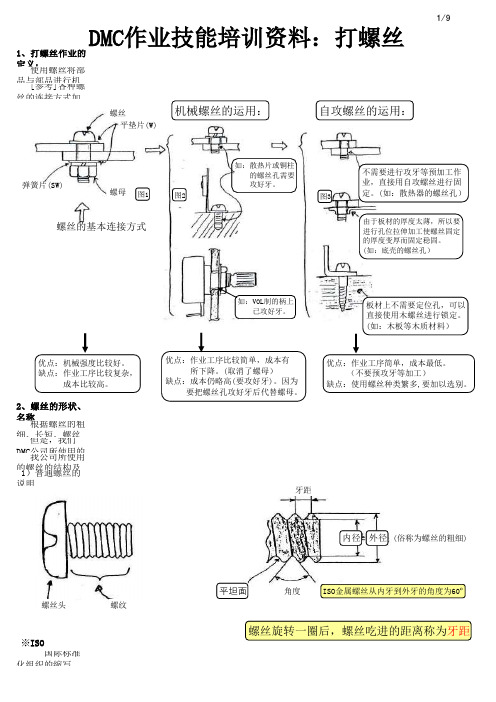
1、打螺丝作业的定义:使用螺丝将部品与部品进行机械连接。
[参考]各种螺丝的连接方式如下图例:2、螺丝的形状、名称根据螺丝的粗细、长短、螺丝头的形状不同,叫法也相当之多。
所以说螺丝的种类就非常多了。
但是,我们DMC公司所使用的螺丝基本上都是ISO国际化标准螺丝,几乎都是小型螺丝,现针对 我公司所使用的螺丝的结构及名称进行详细说明。
1)普通螺丝的说明※ISO国际标准化组织的缩写(用在螺丝上时,表示的是标准螺丝)。
DMC作业技能培训资料:打螺丝牙距(俗称为螺丝的粗细)平坦面角度螺丝旋转一圈后,螺丝吃进的距离称为牙距ISO 金属螺丝从内牙到外牙的角度为60º螺丝平垫片(W)螺母螺丝的基本连接方式弹簧片(SW)机械螺丝的运用:优点:机械强度比较好。
缺点:作业工序比较复杂,成本比较高。
不需要进行攻牙等预加工作业,直接用自攻螺丝进行固定。
(如:散热器的螺丝孔)由于板材的厚度太薄,所以要进行孔位拉伸加工使螺丝固定的厚度变厚而固定稳固。
(如:底壳的螺丝孔)板材上不需要定位孔,可以直接使用木螺丝进行锁定。
(如:木板等木质材料)螺丝头螺纹内径外径自攻螺丝的运用:如:VOL 制的柄上已攻好牙。
如:散热片或铜柱的螺丝孔需要攻好牙。
图1图2图3优点:作业工序比较简单,成本有所下降。
(取消了螺母)缺点:成本仍略高(要攻好牙)。
因为要把螺丝孔攻好牙后代替螺母。
优点:作业工序简单,成本最低。
(不要预攻牙等加工)缺点:使用螺丝种类繁多,要加以选别。
2)螺丝的种类和名称的代码说明例如: 备注:螺丝的直径和长度单位一般为:毫米(mm)※1: P 类型:①螺丝滑牙对策用,可以多次使用而不容易滑牙。
②螺丝牙距较大。
※2: S 类型:①自攻时没有粉末带出。
②有机械螺丝的特性。
3、打螺丝的原理螺丝是利用斜面的原理:使用很小的力就可以固定大直径的螺丝。
这是重的物品通过斜面滑动到同一高度时,垂直方向直接移动所需要的力要远远大于斜面滑动的力度。
【精编范文】螺丝作业指导书-范文模板 (7页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==螺丝作业指导书篇一:螺丝检验作业指导书德信诚培训网螺丝检验作业指导书一﹑目的正确有效地指导检查﹐确保物料满足规定要求﹐使来料检验规范化二﹑适用范围适用于所有的螺丝来料检验作业指导三﹑内容3.1所需量规仪器卡尺3.2抽样方案详见《来料检查作业指导书》3.3缺陷划分四﹑缺陷判定表更多免费资料下载请进:好好学习社区篇二:螺钉SOP作业指导书XXX有限公司文件名称:SOP作业指导书文件编号:CF-QC-03 版本:VA生效日期:201X/6/23 页码:共3页编制:XX日期: 201X/6/21 审核: XX日期: 201X/6/23批准:XX 日期:201X/6/231、目的为确保打头机的正常生产作业,并生产出符合要求的产品品质,特制定此作业指导书。
2、范围本程序通用于本公司所有打头机生产作业。
3、操作步骤:3.1开机前注意事项:3.1.1 打开电源检查是否通电,是否稳定,检查油路是否通畅;3.1.2 将调机所用全部工具,量尺及模具等备用品放置到安全位置,并擦干所有运转部位(如飞轮)的油渍、污迹。
3.2 试开机:3.2.1 用手按住转动或按触动开关慢转1-2转,检查转动是否正常;3.2.2 准备好正确的量具,模具及线材等,并将线材上架;3.2.3 检查送料滚轮与线径是否相符,并将线材前段校直送入滚轮内并压住。
3.2.4 装上剪模及剪刀,将剪刀对准主模孔锁紧,退回对准线模孔,锁紧线模固定螺线;3.2.5 装上主模,注意模前端面不可突出,以防剪刀面碰撞损坏模具与机器;3.2.6 装上一冲模(上冲),手动运转,调整行程的最顶点与主模之间的距离为1mm左右;3.2.7 调整剪刀与冲模的时间配合,以免互相碰撞损坏模具与设备3.2.8 调整针身与头部尺寸并装上二冲(下冲),依据工程图纸调整头部成型位置与尺寸;3.2.9 调整冲击力度,注意不可超压,以免断顶针;3.2.10开快机观察设备运转是否正常,然后试打几十粒产品,先自检合格后再送品管首检,首检合格后锁紧固定各主要螺丝,并清理机台上的废料,然后开机生产。
高强螺栓、普通紧固件连接施工工艺标准

高强螺栓、普通紧固件施工工艺标准1 适用范围适用于建筑工程钢结构安装过程中,构件机械连接的施工;主要涉及扭剪型型高强度螺栓,普通螺栓、射钉等普通紧固件的施工工艺。
2 施工准备2.1技术准备2.1.1 图纸会审和深化设计工作已完成报审。
2。
1。
2 施工方案已编制,明确流水作业划分、施工顺序、螺栓的储存及使用、作业进度计划、工程量等并分级进行交底。
2.1.3 吊装前对于摩擦面的油污、尘土、浮锈要进行清除,要求摩擦面保持干燥、整洁,不应有飞边、毛刺、焊接飞溅物、焊疤、氧化铁皮、污垢等。
若有的话,需用钢丝刷及时清除,以提高其抗滑移系数.2.1。
4 高强螺栓的形式、规格和技术要求必须符合设计要求和有关规定,高强螺栓必须经试验确定扭矩系数或复验螺栓拉力,符合规定时方准使用.2。
2材料要求2。
2。
1 高强螺栓及普通紧固件进场检验(1)螺栓均应按设计及规范要求选用其材料和规格,保证其性能符合要求.(2)高强度螺栓连接副应进行摩擦面抗滑移系数试验,试验用螺栓连接副应在施工现场待安装的螺栓批中随机抽取。
每套连接副只应做一次试验,不得重复使用。
高强螺栓抗滑移系数试验用试件尺寸如下图:图 2。
2—1 高强螺栓抗滑移系数试验用试件尺寸(3)高强螺栓和连接副的额定荷载及螺母和垫圈的硬度试验,应在工厂进行;连接副紧固轴力的平均值和变异系数由厂方、施工方参加,在工厂确定。
扭剪型高强度螺栓紧固轴力(kN)表2。
2—1高强螺栓的保管表2.2-22.3主要机具扭剪型高强螺栓用扳手、扭矩型高强度螺栓扳手、检测合格的力矩扳手、手动棘轮扳手、橄榄冲子(俗称过眼冲钉,形似橄榄)、力矩倍增计、手锤等。
2。
4作业条件2。
4.1 现场水电供应正常,道路通畅,作业面照明条件良好。
2.4。
2 安全平网悬挂到位无死角,生命绳固定牢固,经检查符合施工需要和安全要求。
2.4.3 雨天严禁作业,雨后应用压缩空气吹净,干燥后方能进行作业。
2.4.4 管理人员已向作业班组进行安全技术交底.3 施工工艺3.1 工艺流程图 3.1-1 高强螺栓安装流程图3.2 施工操作工艺3。
各国螺丝规范及区别
螺丝标准规范标准就是规范,每个国家和部门都有自己的标准。
目前,我们在平时的业务中最常用到的标准有以下几种:GB—中国国家标准(国标)ANSI—美国国家标准(美标)DIN—德国国家标准(德标)ASME—美国机械工程师协会标准JIS—日本国家标准(日标)BSW—英国国家标准国家标准是我国众多标准中的一种,另外还有行业标准,专业标准和部门标准等。
国家标准又分:GB(强制性标准)和GB/T(推荐性标准)以及GBn(国家内部标准)等。
我们平常看到的像GB30,GB5783等等都是强制性的标准。
以上几种标准除了一些基本尺寸如头部对边、头部厚度等的不同以外,最主要的是螺纹部分的不同。
GB、DIN、JIS等的螺纹都有是以MM(毫米)为单位,统称为公制螺纹。
另像ANSI、ASME等的螺纹是以英寸为单位的称为美标螺纹。
除了公制螺纹和美制螺纹外还有一种BSW—英制标准,其螺纹也是以英寸为单位,俗称惠氏螺纹。
公制螺纹是以MM(毫米)为单位,它的牙尖角为60度。
美制螺纹和英制螺纹都是以英寸为单位的。
美制螺纹的牙尖角也是60度,而英制螺纹的牙尖角为55度。
由于计量单位的不同,导致了各种螺纹的表示方法也不尽相同。
例如像M16-2X60表示的就是公制的螺纹。
他的具体意思是表示该螺丝的公称直径为16MM,牙距为2MM,长度为60MM,又如:1/4—20X3/4表示的就是英制的螺纹,他的具体意思是该螺丝的公称直径为1/4英寸(一英寸=25.4MM),在一英寸上有20个牙,长度为3/4英寸。
另外要表示美制螺丝的话一般会在表示英制螺丝的后面加上UNC以及UNF,以此来区别是美制粗牙或是美制细牙。
在平时的内销业务中,我们最常遇到的标准是GB(国标)和DIN(德标)。
在非芳生产品方面,主要会接触到以下几种标准:GB30;GB5783;GB5782;GB52;GB6170;GB818;GB819;GB845;GB846;GB70;DIN912;DIN933;DIN931等。
电批操作规范
一.目的:
打螺丝的目的是把已加工好的零件或半成品连接起来,使之成为半成品或成品。
二.操作分类:
a、气动
b、手动
c、电动
使用电批的条件:只要有变压器、扭力控制器、便能适应批量生产,无需其它特殊设备,噪音相对风批要小,劳动强度、品质的保证。
三.电批的操作
标准作业:a、批嘴必须保持与螺丝在同一轴线上,并保持与紧固面垂直。
b、批嘴必须压紧螺丝头。
不标准引起的不良影响:
a、螺丝批不进去。
b、批嘴滑牙。
C、螺丝打歪
四.操作步骤:
A、持物移动:左手从盒中拿起螺丝,并放至电批头部,右手拿电批在移动中逐渐接近装配的平面,并
和该平面成垂直状态。
B、定位:将被装配的螺丝垂直地对着即将插入的孔的位置。
C、装配:母指控制正反转换开关,食指控制电源开关,稍向下用力。
D、放手:当听到“喀喀”声响后,便松开食指不用再打。
五.注意事项:
a、螺丝第一次才能完全打下去时,应退出来重新再打。
b、当电批扭力调动好后,不得随意调动电批头的扭力部位。
制定:审核:批准:
修改次数:0 修改日期:第 1 页共1 页。
螺栓紧固指导书

篇一:紧固螺钉,螺栓作业指导书1 目的紧固螺钉、螺栓作业指导书编号:ise-zd-sc3-09 版号:a1在装配过程中,为保证工件与工件之间连接牢固,使设备能够正常稳定运转,生产任务有序进行,特做出此操作规程。
2 范围本文件仅适用生产设备的紧固件生产装配工作。
3 规范性引用文件无 4 术语和定义无 5 职责本部门装配人员在生产过程中必须遵守本管理制度,装配组长需要对生产过程进行监督和人员调度。
6 紧固件操作要求 6.1 螺纹连接的技术要求6.1.1 螺钉、螺栓和螺母紧固时严禁打击。
紧固后螺钉槽、螺母和螺钉、螺栓头不得损坏。
6.1.2 螺钉扭紧后必须使用记号笔作以下标记:正确(√)错误(x)6.1.3班组长和工艺必须使用扭矩扳手对已拧的螺钉进行抽检,抽检比例不得低于20%(常用螺栓扭矩表见附图1,不锈钢螺钉相当于6.9级)。
6.1.4 同一零件用多个螺钉或螺栓紧固时,各个螺钉或螺栓需要按一定顺序(一般为对角顺序)逐步拧紧,如有定位销,应从靠近定位销的螺钉或螺栓开始,如下图:6.1.5 用双螺母时,应该先装薄螺母,两个螺母对顶拧紧,使螺栓在旋合断内受拉而螺母受压,构成螺纹连接副纵向压紧;先用最大拧紧力矩的80%拧紧里面的螺母,再用100%的拧紧力矩(常用螺栓扭矩表见附图1,不锈钢螺钉相当于6.9级)拧紧外面的螺母。
6.1.6 螺钉螺栓和螺母拧紧后,其支承面应与被紧固零件贴合 6.1.7 沉头螺钉拧紧后,钉头不得高出沉孔断面。
6.1.8 所有螺钉、螺栓及螺母紧固之后必须进行用红色记号标记,用于查漏。
6.2 预防不锈钢螺钉螺栓锁死问题6.2.1正确选择适合长度的螺钉,螺栓。
如螺丝的抗拉强度与螺母保证的载荷,螺杆的长度要适当,以弹垫圈压平后,露出2-4个牙距为准。
6.2.2 使用前看螺纹孔间是否有铁屑或污垢,有则清理干净。
6.2.3 旋入螺钉螺栓及螺母是的力度要适当,不要过大或者过快,速度过快会使温度急速上升而导致锁死。
4、自动螺丝供给机作业指导书
版别:A版 版次:1次
机 型标准产量
核 准(MODEL)STD RATE
APPR BY 作业别平衡时间
审 核(OPERA.)BAL.TIME CHECK BY 站 别制表日期
PE确认(STATI.)(DATE)PE VALIDATE 序 号物料名称 物料规格
用量
123
文件编号:JH-WI-JQ04组装2013.11.20
OPERATION INSTRUCTION SHEET
打螺丝10S
JOYHONG TECHNOLOGY(HONG KONG) CO.,LTD
作业指导书
自动螺丝供给机360
钜弘科技深圳有限公司
作业步骤 OPERATION PROCEDURE
1、接上电源,将电源开关处于关闭状态OFF。
图 面 说 明
制 表
注意事项
2、使用前后必须清理5S,保持机身清洁。
撞花螺丝头或撞坏导槽。
1、电批头要保持清洁及带有磁性。
3、取螺丝钉时,保持力度适中,以免用力过大电批头 2、调整好适合的参数,打开仓盖,将螺丝钉成批倒入螺丝仓。
工具(TOOLS) 消耗品 (MATERIALS)
3、打开电源,把批头放入导向槽处,顺着导向下滑,然后朝面前 拉出拉出螺钉即可。
电源开关
振动马达延时
导轨振动上料转轮
延时
料仓门调整
螺丝仓
导向槽前
导向槽上
导轨挡板
导轨
导向槽上下。
螺钉安装操作规范和
3
常见螺钉规格及识别方法
常见螺钉的种类有三种:1.公制螺钉 2.美规螺钉3. 英制螺钉 我们最常使用的为公制螺钉,在此仅介绍一下公制螺钉 A 螺丝型号:公制螺丝直接以螺丝外径标示螺丝型号。如M3 即螺丝外径为 3.00mm.; M4 即螺丝外径为4.00mm. B 螺丝长度:单位为mm. 螺丝之总长度标示,只计算头部以下之长度,不含头部高 度. 但平头螺丝例外,其螺丝之总长度标示含头部高度. 头部剖沟,特征:即为一字,十字,内六角,单向 (只可锁入,不可退出)
自攻螺钉拧紧要求:无论针对PCB板面或金属板面,拧紧至螺钉 和板面紧密贴合成一条均匀缝隙。
11
沉头螺钉:
沉头螺钉拧紧要求:沉头部分与螺纹孔端面紧密贴合,无缝隙。
12
螺钉安装注意事项
1.严格执行螺钉安装工艺规范,使用正确的螺钉型号和安装工具。 2.使用专用的螺钉盒,对每个型号的螺钉分开放置。 3.装配完成,多余螺钉放回螺钉盒,不能随意乱扔 4. 在向质检部门报检前,作业人员进行自检。
使用的螺钉
十字槽头螺丝刀头 组合螺丝M2.5 组合螺丝M3
组合螺丝M4 平头螺丝M3 平头螺丝M4 平头螺丝M5 圆头螺丝M2.5 圆头螺丝M3
圆头螺丝M4 带垫螺丝M2.5 带垫螺丝M3 带垫螺丝M4 自攻螺丝M2.5 自攻螺丝M3 自攻螺丝M3.5 自攻螺丝M4
5
日立电动起子
松下电动起子
安装螺钉时保持螺丝刀和螺钉 在一条直线上
13
螺母的安装要求
1.使用工具:扳手,严禁使用尖嘴钳,老虎钳等
14
2.螺母旋紧要求:
将螺母拧紧至和接触面紧密接触无缝隙
15
缺陷培训:
以下为螺钉和螺母未装配到位的缺陷:
螺丝制作工艺及设计准则详述
马达
板
螺丝
杆部直线 运动
旋转头螺旋运动
一、螺丝基础知识
C.螺纹的发展史
机牙螺丝(Machine Screw) 自攻螺丝(Self Tapping Screw) 自钻螺丝(Self Drilling Tapping Screw)
一、螺丝基础知识
机牙螺纹 装配时先在装配物上钻孔攻牙, 所攻内牙与螺丝的外牙规格一 致,使用较小力矩装配。 自攻螺纹 装配时先在装配物上钻孔,不需 攻内牙,使用较大力矩装配。 自钻螺纹 直接在装配物上使用,螺丝钻孔 攻牙一次成型。
螺丝渗碳热处理后组织
二、螺丝工艺流程
热处理工序
通过渗碳处理,使螺丝表面及中心抗压,抗断能力增加. 淬火炉的温度一般是880℃,渗碳所用到的气体是甲醇.丙酮. 普通螺丝所需热处理的一般是2-3小时.经过为、淬火后螺丝 硬度很高,此时螺丝较脆,需用水或油进行冷却,然后 将螺丝进行回火.回火后螺丝的表层硬度为HV450-550, 芯部硬度为HV230-380螺丝会较有韧性. 一般情况下,机械牙螺丝不需热处理,因此机械性能要求很低,通常情况下,也不需做此方面的测试。但有强度等级情况下,均需做热处理(调质),其机械性能要求很高。但要求相对统一,具体可参照ISO898-1,ISO 898-7或GB/T3098.1-2000标准。调质产品没有表面硬度与心部硬度之说.
三、螺丝材质
(二)不锈钢。性能等级:45,50,60,70,80 主要分奥氏体(18%Cr、8%Ni)耐热性好,耐腐蚀性好,可焊性好。A1,A2,A4马氏体、13%Cr耐腐蚀性较差,强度高,耐磨性好。C1,C2,C4铁素体不锈钢。18%Cr镦锻性较好,耐腐蚀性强于马氏体。目前市场上进口材料主要是日本产 品。主要为SUS302、SUS304、SUS316。 (三)铜。常用材料为黄铜…锌铜合金。市场上主要用H62、H65、H68铜做标准件。 材料中各元素对钢性质的影响 1、碳(C):提高钢件强度尤其是其热处理性能,但随着含碳量的增加,塑性和韧性下降并会影响到钢件的冷镦性能及焊接性能。
富士康作业制程规范 锁螺丝作业
电子工程主管
机械工程主管
制表者
黄翔
本规范/参考数据非经主管同意不得翻印
系统类别
锁螺丝作业
Premier Camera
作业书设计规范/参考
编号﹕***
相机类别
□135□APS□DCS
类别□规范□参考□
提出日期
10年06月19日
3.锁螺丝的基本作用
一般情况下螺丝锁立结构如下图所示意﹐通过螺丝把A&B&C锁立在一起。螺丝锁紧后﹐在A&B&C之间产生图示垂直方向上的正向压力﹐此正向压力使A&B&C之间产生产水平方向的静摩擦力(f1/f2/f3)﹐此静摩擦力即为保证A&B&C位置相对固定的力量。通过锁螺丝﹐A&B&C之间的自由度为0,互相之间不产生移动。但A&B&C之间所受到的水平方向外力大于静摩擦力(f1/f2/f3)的作用时﹐则A&B&C之间会产生水平方向的滑动。下图右图所示为其中B零件所受外力大于摩擦力而导致的位移﹐此时B零件与螺丝直接接触。故我们产品的结构及制程条件应该避免后一种情况的发生。我们设计的锁紧力量需要保证产品在工作情况下﹐静摩擦力(f1/f2/f3)应该大于负载。
作业书设计规范/参考
编号﹕***
相机类别
□135□APS□DCS
类别□规范□参考□
提出日期
10年06月19日
锁螺丝制程作业
1适用范围
本规范针对于相机组装过程中使用到锁螺丝作业制程﹐规范此制程的方法﹑要求和注意事项。避免制程设计不合理﹐及缺漏现象。
2螺丝料号及描述﹕
PCCL螺丝料号都以01635-XXXX-XX或G1635-XXXX-XX来标示,其中XXXX为流水号﹐XX为颜色流水号(一般为00或01).
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3.打螺丝时易出现的缺陷与目标的对比
缺陷: !螺丝没打贴紧
缺陷: 螺丝旋入前呈歪斜状态!
缺陷: 螺丝的螺丝帽滑牙!
缺陷: !螺丝没打贴
.
3.打螺丝时易出现的缺陷与目标的对比
目标: 螺丝打贴且不滑牙!
目标: 螺丝旋入前应持垂直!
目标: 螺丝的螺帽不能滑牙!
目标: 螺丝打贴且不滑牙!
.
打螺丝作业规范
.
:锁螺丝的注意事项.1
在操作时,一定要掌握电批正 确握法,方法不对会直接影响到 产品的质量。其正确握法是: 右手握紧电批,由大拇指来控制 批嘴的旋转方向,食指按动电批 螺丝对准螺丝孔后方(的启动开关 ,打螺丝时批嘴与产)能启动电批 ,品要锁的螺丝成垂直状态
.
:电批力矩说明.2
在固定螺丝时,电批力矩的大小对产品 品质和生产效率有着重要的影响。过大 的力矩会使螺丝滑牙、产生过大的应 力;过小的力矩会造成螺丝打不贴,降 低生产效率。经研究、总结,对各类型 螺丝所需的力矩进行了规定。各工位的 电批力距要严格按照作业指导书的要求 .不能私自改动,进行设定