水解酸化在制药废水处理中的应用
“水解酸化+UASB厌氧反应+A-O+混凝沉淀+芬顿反应+终沉池”应用于造纸综合废水处理的研究

“水解酸化+UASB厌氧反应+A-O+混凝沉淀+芬顿反应+终沉池”应用于造纸综合废水处理的研究“水解酸化+UASB厌氧反应+A/O+混凝沉淀+芬顿反应+终沉池”应用于造纸综合废水处理的研究制浆和造纸行业因其高水耗、高能耗和大量废水排放而备受瞩目。
造纸废水中含有大量的有机物质、悬浮物和颜料,不仅污染环境,还对生态系统造成较大的影响。
为了解决这一问题,研究人员着力于开发适用于造纸综合废水处理的高效、经济且环保的技术。
本文将介绍一种包括水解酸化、UASB厌氧反应、A/O工艺、混凝沉淀、芬顿反应和终沉池的废水处理工艺,并探讨其在造纸废水处理中的应用。
水解酸化工艺是造纸废水处理流程的第一步。
在水解酸化池中,通过漏斗分配器将废水均匀分布,并在无氧条件下进行酸化。
酸化的目的是将可溶性有机物转化为可生物降解的有机物,为后续的生物处理提供良好的营养物质。
水解酸化后,废水通过UASB厌氧反应器进行生物净化。
UASB反应器采用固定床填料,废水由底部进入,并与悬浮的生物膜接触,发生厌氧反应。
在反应过程中,有机污染物被微生物降解为甲烷和二氧化碳等气体,从而减少废水中的有机污染物含量。
UASB反应器后面是A/O工艺,也就是缺氧/好氧工艺。
废水首先进入缺氧区,在这个区域中,部分氨氮会还原为氮气,从而达到降解氮化合物的目的。
然后,废水进入好氧区,通过投放空气,利用好氧条件来降解有机物和氨氮。
A/O工艺后面是混凝沉淀环节,通过添加混凝剂和混凝沉淀剂,使废水中的悬浮物和颜料等大分子物质沉淀下来。
此过程可以显著净化水体,降低废水中的颜色和浊度。
混凝沉淀后,废水通过芬顿反应进一步处理。
芬顿反应是一种高效的氧化反应,可将有机物质氧化为无害的物质。
在芬顿反应中,废水中添加过氧化氢和铁盐,并在适当的条件下进行混合和反应。
这种反应产生的高效氧化物可以快速降解有机污染物,提高废水的水质。
最后,废水进入终沉池进行最后的沉淀和分离,以去除废水中残留的悬浮物和油脂等。
“水解酸化+接触氧化”工艺在小型企业中成药废水处理中的应用

LuQ n i u
( uzo h t nE v omet rtci i i dC mpn , iag5 08 ,C ia G i uC ui ni n n oetnLmt o ay Guyn 5 0 hn ) h a r P o e 1 Abtat hi s c :T s呻 r ue h r eso hdo t cd ctnad cn"toi tn taigCi s sd t po s f yrycaifai n ot x ai r t hn e e c li i o i a  ̄ d o e n e
收 稿 日期 : 0 2—0 21 3—1 4 作 者 简 介 :刘
・
群 , ,94年 生 . 士 , 事 水 污染 治 理 研究 。 E—m i:igu 0 7 13 cm 女 18 硕 从 alxnyn一 0 @ 6 . o
28 ・
21 0 2年第 2期
表 2 设计 出水 水质
检 测 指 标
小型 企业 中药废 水 实际 工程 。监 测数 据表 明该工 艺处理 效果 稳定 、 靠 , 可 出水指 标 达到 G 98 B87— 19 ( 96 污水 综合排放 标 准》 医药原料 药二 级标 准。
关键 词 :中成药废 水 水解酸 化 接 触 氧化
中 图分类 号 : 73 X 0
0 引 言
药原 料 浸泡废 水 、 取 车 间 清洗 蒸 煮 罐 产 生 的废 水 提 以及 地 面 冲洗水 , 处理 的废 水为 1 。d 构筑 物 处 5m / ,
表 1 中成药制药废水水量及进水水质
指 标
pH
在 中成药 的生产提取 过程 中, 会产 生大量 的工 艺 理 量按 1m / 计 。废 水水 质情 况 见表 1 h设 。 废水 , 其污染 物主要是从 药材中煎 出的包括 糖类 、 木质 素、 生物碱 、 白质 、 蛋 色素 及 它们 的水解 产 物 等 成分 。
水解酸化预处理工艺在工业废水处理中的应用

水解酸化预处理工艺在工业废水处理中的应用水解酸化预处理工艺在工业废水处理中的应用工业废水处理是保护环境的重要手段,有效处理工业废水对于实现清洁生产、节能减排具有重要意义。
水解酸化预处理工艺作为一种常用的废水处理方法,在工业废水处理中得到了广泛应用。
一、水解酸化预处理工艺的原理及过程水解酸化预处理工艺是指利用酸化菌对废水中有机废弃物进行水解,产生有机酸和气体。
该工艺的处理过程包括厌氧生物降解、水解过程和有机物转化等阶段。
首先,废水进入水解酸化预处理池,废水中的有机废弃物和微生物通过生物降解产生挥发性脂肪酸。
然后,挥发性脂肪酸进一步被水解为较低碳数的有机酸,如乙酸、丙酸等。
在水解酸化池中,废水中的有机物在微生物的作用下发生水解反应,产生大量的有机酸。
最后,产生的有机酸会参与到后续的生化处理过程中,进一步转化为可被细菌降解或沉淀的物质。
二、水解酸化预处理工艺的优势1. 降低废水COD水解酸化预处理工艺可以有效降低废水中的COD(化学需氧量)含量。
通过水解酸化工艺,废水中的有机废弃物得以分解,大分子有机化合物转化为小分子有机酸,降低了COD含量。
2. 减少化学药剂投加与传统的化学药剂处理工艺相比,水解酸化预处理工艺不需要额外投加药剂,降低了处理成本。
通过微生物的作用,有机废物得以有效分解,实现了对废水的高效处理。
3. 减小后续处理装置的负担水解酸化预处理工艺可以将有机废物转化为有机酸,这些有机酸对于进一步的生化处理起到了积极的作用。
由于有机酸易于被生物菌群降解,因此后续的生化处理过程中,可以减轻装置的负荷,提高处理效率。
4. 可利用产生的气体在水解酸化预处理过程中,产生的气体主要是二氧化碳和甲烷。
这些气体具有一定的价值,可以被抽出利用。
比如,甲烷可以作为能源进行利用,减少能源的浪费。
三、水解酸化预处理工艺在工业废水处理中的应用水解酸化预处理工艺在工业废水处理中应用广泛,特别适用于高浓度有机废水的处理。
以下是应用案例的简要介绍: 1. 化工行业废水处理化工行业废水中大量含有有机废物,COD浓度较高。
HA—SBR法在制药废水中的应用
通 过水解酸化 的作用 。 仅是生物处理 的前 段 , 仅 后续 的
续 批式活性污泥法处理单 元才是关键 。
2 2. S B 池 . 3 B
2 处 理工艺流程及原理
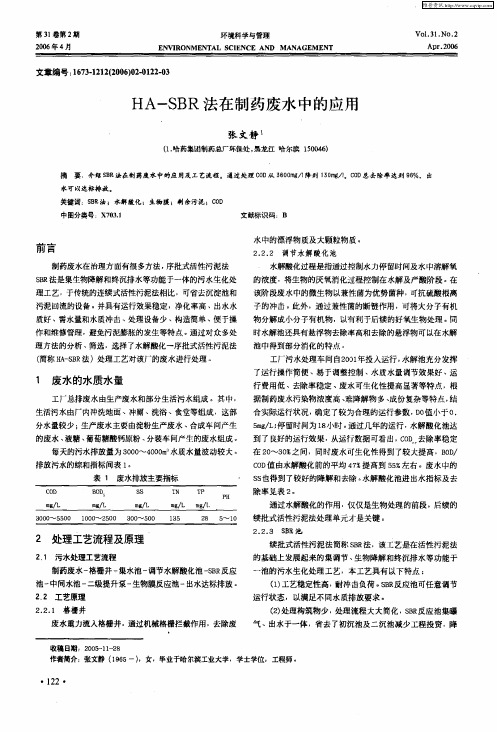
2 1 污水处理工艺流程 .
续批式活性 污泥 法简称 S R ,该工艺是在活性污泥法 B法
的基础上发展起来的集调节、 生物降解和终沉排水等功能于
的浓度 。将生物的厌 氧消化过程控 制在水解及产酸阶 段 。 在
SR 是集生物降解 和终沉排 水等功能 于一体的污水生化处 B法
理工艺 ,于传统的连续式活性污泥法相 比 ,可省去沉淀池和 污泥 回流的设备 。并具有运行效果稳定 ,净化率高 、出水水
该阶段废水 中的微生 物以兼性菌为优势菌种 , 可抗硫酸根 离
到 了 良好的运行效果 ,从运行 数据 可看 出, O 去除 率稳定 CD
生活污 水由厂 内冲洗地面 、冲厕 、 洗浴 、 食堂等组成 , 这部 分水量较 少 ; 生产废水主要由淀粉生产废水 、 合成车 间产生
的废水 、 液糖 、 葡萄糖酸钙原粉 、 分装车间产生的废 水组成 。
每天的污水排放量 为 30 -40m水质水量波动较大 。 00- 00。 '
作和维修 管理 ,避免污 泥膨胀的发生等特 点 。 通过对众 多处
理 方法 的分析 、 筛选 , 选择了水解酸化 一序批式活性污泥法 ( 简称 H-B 法)处理 工艺对该厂的废水进行处理 。 ASR
1 废水的水质水量
工厂总排废水由生产废水和部分生活污水组成 。其中 ,
了运行操作简便 、 易于调整控制 、 水质水量调节效果好 、 运
HA— B S R法 在制药 废水 中的应用
水解酸化—SBR工艺处理制药废水中的应用
第 3 卷第 3 1 期
20 0 6年 6月
环境科学 与管理
SCⅢ NCE AND M ANAGE n
VoI31 No. _ . 3 J ne. O 6 u 2o
文章编号:6311(0 6 30 8 - 17 -222 0 ) .0 20 0 2
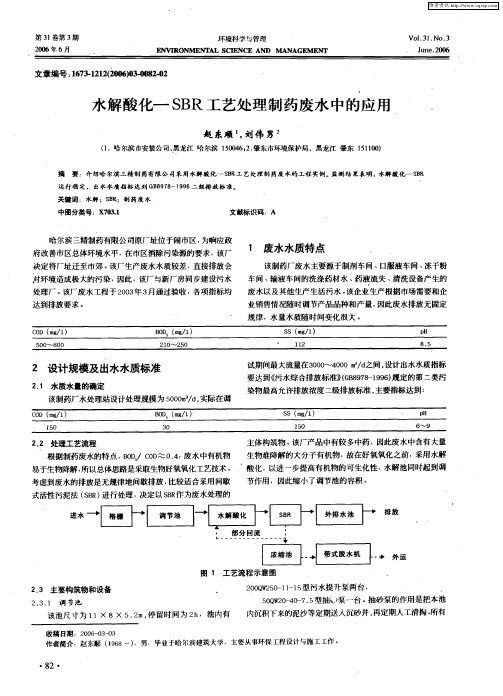
该制药厂水处理站设计处理规模为 50m d实际在调 00 3 , /
2 2 处理工艺流程 .
主体 构筑物 。 该厂产品中有较 多中药 , 因此废水中含有大量 生物难降解 的大分子有机物 , 故在好氧氧化之 前,采用水解
根据制 药废 水的特点 , O 0 ≈ 0 4 废 水中有机物 B D/c D . , 易于生 物降解 , 所以总体思路 是采取生物好氧氧化工艺技术 。 考虑到废水的排放是无规律地 间歇排放 , 比较适 合采用 间歇
有利于在池 内搅动 , 对各种有机物起到予处理和吸附作用 , 对
该池为 5 M× 6 M。由于采用强制外排 方式,池 内设 有三
台 2 0W5—5 1 . 0 Q 2 0 1 — 8 5型总排 水泵 ,该池由压差式液位计根
后续工序起很好的调节作用 ;池内还设有穿孔蒸气管 , 在冬
季室外温度较低时承担加温作用 , 控制 阀设在加药间 , 由池内
。 该池为3 .M 8 6 M 4 2 X2 .5 ,距左侧进水端8 9 M .5 和间隔1 . O 5M 5 分别 设立两道 导流墙 , U 有币 于污 水在池 内均 匀搅 动 , 没有
器的 出口由 D 2 0m钢管与总排 水池相连 。 N5m
2 3 4 外排 水 池 ..
死角 ; 在每道导流墙左侧设立六组曝气头 , 防止厌氧状态产生 ,
运 行 稳 定 , 出水 水 质指 标 达 到 G 8 7-19 B 9 8 6二 级 排 放 标 准 。 9 关 键 词 : 水解 ;s R B ;制 药 废 水
水解酸化法预处理青霉素废水的试验

幅度提高,系统的氨氮污泥负荷可达到0106~0173kgΠkg・d。
(4)当酒精消化液碳源不足时,可投加乙酸钠作为外加碳源进行生物脱氮。
当乙酸钠投加量相当于C OD Cr497mgΠL时,消化液的C OD CrΠT N为6161,T N的去除率可达63%。
参考文献[1] 李锡英,丁建南1处理酒精废醪的厌氧反应器类型1中国沼气,1997,15(3):35237.[2] 江鸿,郭仁惠,张盼月等.酒精糟废水的回收利用与净化研究.工业水处理,1998,18(3):43244.[3] 孙锦宜.含氮废水处理技术与应用.北京:化学工业出版社,2003.[4] Hallin Sara,Pell M ikael.M etabolic properties of denitrifying bacteriaadapting to methanol and ethanol in activated sludge.W ater Res ources, 1998,32(1):13218.[5] 章非娟.生物脱氮技术.北京:中国环境科学出版社,1992.作者通讯处 杨健 200092 上海市四平路1239号 同济大学环境科学与工程学院电话 (021)65984275E2m ail yishu@2005-04-19收稿水解酸化法预处理青霉素废水的试验3孙京敏1,2 王路光2 王世研2(11哈尔滨工业大学,黑龙江150090;21国家环境保护制药废水污染控制工程技术中心,石家庄050051)摘要 在系统分析青霉素废水水质的基础上,进行该废水不同稀释比的水解酸化试验。
结果表明:采用水解酸化工艺作为生物处理的预处理手段是有效的,选取HRT为8~10h,C ODCr的进水负荷取6~8kgΠm3・d,废水酸化率达到10%左右,C OD Cr去除率为20%左右。
关键词 青霉素废水 水解酸化 预处理0 引言抗生素原料药生产过程排出的废水有机污染物浓度高、组分复杂,含有大量发酵残余物,包括发酵代谢产物、残余的消沫剂、凝聚剂、破乳剂和残留的抗生素效价及其降解产物,可生化降解性差。
水解酸化-AAO-芬顿氧化工艺在某印染废水处理中的应用

水解酸化-AAO-芬顿氧化工艺在某印染废水处理中的应用水解酸化-AAO-芬顿氧化工艺在某印染废水处理中的应用随着工业化进程的不断推进,印染行业也得到了快速发展。
然而,印染废水的排放给环境带来了巨大压力。
印染废水的复杂性和有机物的高浓度使得传统的废水处理方法难以达到理想的效果。
因此,研究开发高效的废水处理技术具有重要意义。
在众多的废水处理技术中,水解酸化-AAO-芬顿氧化工艺因其高效、低成本、易操作等优点逐渐成为研究热点。
本文将介绍水解酸化-AAO-芬顿氧化工艺在某印染废水处理中的应用。
首先,我们需要了解水解酸化-AAO-芬顿氧化工艺的基本原理。
水解酸化是指将有机废水与活性污泥接触,通过生物降解作用将有机污染物转化为可溶解有机物和可生物降解的有机物。
接下来,将水解酸化产生的污泥与A/O反应器中的废水进行接触,分解其中的氮和磷物质。
最后,通过芬顿氧化反应将废水中的重金属离子和难降解有机物进行氧化降解,使之变为可生物降解的物质。
在某印染废水处理中,水解酸化-AAO-芬顿氧化工艺的应用具有以下几个优点。
首先,该工艺能够对废水中的有机物进行高效降解。
印染废水中含有大量的有机染料和助剂,通过水解酸化-AAO-芬顿氧化工艺,这些有机物能够被迅速氧化降解,从而达到废水排放标准。
其次,该工艺对废水中的重金属离子也有很好的处理效果。
印染废水中常含有铬、铜、镍等重金属离子,这些离子对环境和人体有害。
通过芬顿氧化反应,这些重金属离子能够被高效氧化为无毒物质,并沉淀于废水中,从而实现了对重金属的去除。
最后,该工艺操作简便,投资成本较低。
相比于传统的物理化学方法,水解酸化-AAO-芬顿氧化工艺无需添加大量的药剂,操作复杂度低,省去了后续处理环节,使得工艺更加经济实用。
然而,在实际应用中,水解酸化-AAO-芬顿氧化工艺仍然存在一些问题和挑战。
首先,废水中的有机物种类繁多,其结构复杂,导致芬顿氧化过程中反应难度大,需要进一步优化反应条件和催化剂的选择。
水解酸化-接触氧化技术评析

水解酸化-接触氧化技术评析水解酸化-接触氧化是一种重要的环保技术,被广泛应用于化工、制药和环保领域。
它通过将化学废水中的有机物质转化为无害的物质,起到净化废水的作用。
本文将就水解酸化-接触氧化技术的原理、应用及优缺点进行详细评析。
水解酸化-接触氧化技术是一种高效的废水处理方法,其原理主要包括两个步骤:水解酸化和接触氧化。
水解酸化是指将有机废水中的高分子有机物质在高温、高压和酸性条件下,被水解成低分子物质的过程。
接触氧化则是通过将水解后的有机物质与氧气在催化剂的作用下进行反应,产生二氧化碳和水的过程。
这两个步骤结合起来能够有效地将有机废水中的有害物质降解,并达到处理废水的目的。
水解酸化-接触氧化技术在实际应用中有着广泛的用途。
在化工生产过程中会产生大量的有机废水,采用水解酸化-接触氧化技术可以将这些有机废水处理成对环境无害的物质,从而减少对环境的污染。
在制药工业中,也会有许多含有机物质的废水产生,采用该技术可以有效地处理这些废水,符合环保法规。
在环保领域,水解酸化-接触氧化技术也被广泛应用于废水处理厂和污水处理设备中,对城市和工业废水进行处理。
水解酸化-接触氧化技术也存在一些局限性。
该技术需要一定的投资成本,包括设备的购置和运行成本。
对水解酸化和接触氧化反应条件的控制要求较高,需要专业的技术人员进行操作和维护,从而增加了运行成本和难度。
结合上述分析,可以得出水解酸化-接触氧化技术作为一种废水处理方法具有重要的应用前景,并且在一定领域已经得到了广泛应用。
也需要克服其成本较高和技术要求较高的局限性,进一步促进该技术的发展和应用。
相信随着技术的进步和环保意识的增强,水解酸化-接触氧化技术必将得到更广泛的应用,为环境保护和可持续发展做出更大的贡献。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
水解酸化在制药废水处理中的应用胡玉龙(河北科技大学)摘要:本文主要介绍了制药废水的特点和处理工艺以及水解酸化这一过程的原理、影响因素、在制药废水中的应用、对提高废水可生化性的功效,并提出了制药废水处理技术在发展中需解决的问题。
关键词:制药废水;水解酸化;处理与应用1 制药废水的来源及特点制药工业废水主要包括抗生素生产废水、合成药物生产废水、中成药生产废水以及各类制剂生产过程的洗涤水和冲洗废水四大类。
制药废水因其具有组成复杂、有机污染物种类多、浓度高、毒性大、色度深和含盐量高等特点,而成为国内外难处理的高浓度有机废水,也是我国污染最严重、最难处理的工业废水之一。
如何处理该类废水是当今环境保护面临的一个难题,寻求工艺合理,运行稳定,维护管理方便,能最大限度地体现社会、经济、环境效益的工艺技术,是亟待研究的方向和思路。
制药工业废水常用的处理方法大多为:物化法、化学法、生化法、其他组合工艺等。
物化法主要有混凝沉淀法、气浮法、吸附法、电解法和膜分离法;化学法主要有催化铁内电解法、臭氧氧化法和Fenton试剂法;生化法主要有序批式活性污泥法(SBR法)、普通活性污泥法、生物接触氧化法、上流式厌氧污泥床(UASB)法;其他组合工艺主要有电解+水解酸化+CASS工艺、微电解+厌氧水解酸化+序批式活性污泥法(SBR)、UASB+兼氧+接触氧化+气浮工艺等[1-5]。
2 水解酸化大量污水和生活废水的排放造成我国水体污染严重的现状,现阶段,处理废水的方法主要有物理化学法和生物处理法两大类。
物理化学法是采用物理化学的方法,比如:吸附、混凝、焚烧等。
生物处理法主要是采用微生物来处理废水,根据微生物的种类和供氧方式可分为好氧法、厌氧法和水解酸化法。
2.1 水解酸化的原理水解酸化过程主要包括水解和酸化两个阶段。
水解阶段:在这一过程,复杂的颗粒物被转化为低分子量的溶解性化合物。
这个过程需要由发酵细菌所分泌的胞外酶参与。
蛋白质的降解通过多肤到氨基酸,碳水化合物被转化为溶解性糖(单糖或多糖),而脂肪被转化为长链脂肪酸和甘油。
实际上水解的速度可能限制厌氧硝化总反应速度,特别是脂类在,0℃以下的转化速率非常慢。
酸化阶段:在水解化阶段产生的溶解性化合物被发酵细菌所吸收,经过酸化被分解为简单的有机物,如挥发性脂肪酸、乙醇、乳酸和矿化物(CO2、H2、NH3、H2S)等。
酸化发酵由很广的细菌种群完成,大部分种群是专性厌氧菌,但也有些是兼性的,并可以通过氧化途径代谢有机物。
这对于厌氧处理污水是重要的,因为如果不消耗掉水中溶解氧可能会对专性厌氧微生物(如甲烷菌)产生毒性。
2.2 水解酸化过程的影响因素水解酸化反应器在运行过程中最重要的影响因素是废水的种类、水力停留时间、反应的酸碱度及温度。
2.2.1废水的种类在相同的条件下,相对分子质量越大,分子结构越复杂,水解酸化越困难,如糖类有机物比蛋白质、脂类容易水解,单糖比多糖容易水解,直链比支链容易水解。
2.2.2水力停留时间(HRT)通常情况下,水力停留时间越长,有机物和生物接触的时间也越长,水处理的效率应该越高,但当HRT达到一个限值时,系统的COD去除率并无很大的变化。
2.2.3酸碱度(pH值)水解酸化与一般生物反应系统一样,pH值对其水解产物的种类和含量、水解速率和生物增长率等均有影响。
实验证明,水解酸化过程可以在一个pH比较宽的范围内进行,但在pH为5.5~6.5之间时处理效果最佳。
2.2.4温度水解酸化过程对温度的要求不像厌氧消化那样严格,通常在常温下也能取得较好的处理效果,对工作温度没有特别的要求。
在10℃~70℃范围内水解酸化菌都可以工作,有报道称,水解酸化菌甚至可以在100℃的情况下生存。
2.3 水解酸化对提高废水可生化性的功效水解酸化过程中,进出水中的COD和BOD5浓度的变化可能有以下三种情况:1.降低,但最大不超过20%~30%;2.与原水持平(如以葡萄糖为水解酸化底物时即出现此情形);3.略有升高(高分子复杂有机物的水解酸化时)[6]。
但基于实际废水中基质的复杂性、参与水解酸化过程的微生物的多样性及环境条件的多变性,上述三种情形亦可能同时兼而有之。
对含有较多难降解的高分子复杂有机物的废水而言,借助于水解酸化工艺可提高废水的可生化性,即提高废水BOD5/COD比[7-8]。
有关这方面的研究,国内外已时有报道。
有研究报道,通过厌氧水解酸化后,萘的可生化性由0.312提高至0.512,喹啉、吲哚、联苯和三联苯、吡啶等的可生化性均得到明显的改善[9]。
佘宗莲等人采用厌氧-好氧序列间歇式反应器对生物制药废水处理的研究表明,该废水经厌氧处理后,不溶性有机物被厌氧菌吸附、水解和酸化,转化为可溶性易生物降解有机物,其中有部分转化为甲烷等沼气,一部分保留在水中,从而提高出水的BOD5/COD比。
其进水的BOD5/COD比为0.338~0.386之间,出水BOD5/COD比则提高到0.601~0.622,效果明显[10]。
Kupferle等人对渗滤液与城市污水的混合废水(V SH:V CH=0.5∶9.5)的厌氧预处理研究亦表明,厌氧处理对不溶性COD的去除率较高(56%)而BOD5的去除率较低,不仅提高了出水的可生化性,而且可减少后续好氧处理系统中污泥量、需氧量,从而利于整个系统的稳定、有效和低耗运行[11]。
3 水解酸化在制药废水中的应用实例由于制药废水具有成分复杂、COD高且难降解的特点,单独的好氧处理或厌氧处理往往不能满足达标排放要求,而厌氧+好氧、水解酸化+好氧等组合工艺在改善废水的可生化性、耐冲击性、投资成本、处理效果等方面表现出了明显优于单一处理方法的性能,因而在工程实践中得到了广泛应用。
制药废水有时仅靠单一的处理工艺很难使出水达标排放,且大多存在一次性投资高、运行成本高等问题。
因此必须对现有的工艺进行集成,采用多种工艺联合处理的方法,才能稳定达标排放。
3.1 絮凝沉淀+水解酸化+SBR工艺絮凝沉淀+水解酸化+SBR工艺处理制药废水是一条行之有效的方法,是一种经济合理且适合我国的有效的处理工艺。
将厌氧水解处理作为各种生化处理的预处理,因不需曝气,大大降低了生产运行成本,可提高污水的可生化性,降低后续生物处理的负荷,大量削减后续好氧处理工艺的曝气量,降低工程投资和运行费用,因而被广泛应用于难生物降解的化工、造纸、制药等高浓度有机工业废水的处理中[12]。
大量文献表明,水解温度对处理效果影响很小。
在一定的温度范围内,温度变化对COD的去除率影响不大。
水解池水温只要维持在10℃以上,就能取得较好的处理效果。
由此可见,在北方寒冷地区,采用水解酸化预处理工艺处理浓度较高、成分复杂多变的制药废水具有很大的优势。
3.2 气浮—水解—好氧工艺处理制药废水气浮—水解—好氧联合处理工艺[13],具有单独物化处理,厌氧(水解)处理和好氧处理三者的优点,适合于难以生物降解的制药废水的处理。
利用气浮法单独对高浓度的生产废水进行预处理,可有效降低废水的有机物和COD Cr,有利于进行后续生物处理。
水解酸化较好地改善了废水的可生化性,为后续的好氧处理提供了条件。
水解阶段,大分子有机物被降解为小分子物质,难以生物降解的物质转化为易生物降解的物质,使得废水在后续好氧处理单元中能以较少的停留时间下得到处理,此阶段的微生物主要是水解和产酸菌。
水解酸化后的废水直接进入接触氧化池进行好氧处理。
另外,对于含难降解有机物的制药废水,加入生活废水共同处理,通过共基质条件,可改善废水处理效果。
3.3 微电解+厌氧水解酸化+SBR工艺黄胜炎[14]采用微电解+厌氧水解酸化+序批式活性污泥法(SBR)串联工艺处理化学合成制药废水,进水COD为2000~6000mg/L,处理量4000m3/d,经微电解+厌氧水解酸化处理后,出水BOD5/COD可达0.63,可生化性大大提高。
维持SBR进水COD在1500mg/L左右,MLSS污泥COD负荷为0.5kg/(kg·d),曝气8~10h,出水COD在200mg/L以下,达到了《污水综合排放标准》(GB8978—1996)中二级排放标准。
3.4 电解+水解酸化+CASS工艺李颖[15]采用电解+水解酸化+CASS工艺处理制药厂废水,在进水COD为2000mg/L,处理量1800m3/d下,该工艺实现了处理效率高,占地面积小,工程投资低等优点,处理后各项污染指标均达到《污水综合排放标准》(GB8978—1996)中二级排放标准。
其中电解预处理单元处理后,核黄素上清液的pH为6~9,COD、SS、色度去除率分别为71%、83%、67%。
4 结论水解酸化工艺在处理含有高分子复杂有机物的废水中对提高其可生化性作用明显,并具有一系列的优点。
通过水解酸化工艺的处理,废水中的多种复杂有机物可得到有效的降解,其BOD5/COD明显提高,可为废水的进一步好氧处理创造良好的条件。
制药废水种类繁多,选择什么样的治理技术路线取决于废水的性质。
由于制药废水普遍具有浓度高、色度深、可生化性较差的特点,一般通过预处理以提高废水的可生化性和初步去除污染物,再结合生化处理。
同时在处理前期我们应考虑所处理废水有否回收综合利用的价值和适当途径,以达到经济效益和环境效益的统一。
当然,制药废水的根本治理,还需要推行清洁生产,对药物生产的各个工序进行清洁化生产与管理,消除“漏、滴、跑、冒”等现象[16];同时,也应考虑物流的闭路循环,努力实现“零”排放,让污染在生产过程中得到减少或消除。
参考文献[1]徐莺,朱承驻, 张仁熙等. 电解法降解动物制药废水的研究[J]. 化学世界, 2002(增刊): 94-96.[2]王春平, 马子川. Fenton 试剂处理青霉素废水实验研究[J]. 重庆环境科学, 2003, 25(12): 47-48.[3]朱安娜, 吴卓, 荆一风等. 纳滤膜分离洁霉素生产废水的试验研究[J]. 膜科学与技术, 2000, 20(4): 49-51.[4]胡晓娜, 何争光, 胡惠娜. 催化铁内电解法处理齐多夫定制药废水的试验研究[J]. 江苏环境科技, 2006, 19(4): 13-15.[5]万兴, 黄海燕, 尚美彦等. 保健药制药废水处理工程设计[J]. 中国给水排水, 2008, 24(12): 57-59.[6]程树培, 于洪峰, 孙石磊等. 制药废水处理生物技术的有效性[J]. 环境科学, 2004, 25(5): 112-115.[7]Dries J. High Rate Biological Treatment of Sulfate - rich Waste Water in an Acetate- fed EGSB Reactor[J]. Biodegradation, 1998, 9: 103-111.[8]贺延龄. 废水的厌氧生物处理[M]. 北京: 中国轻工业出版社, 1998,(3): 50-52.[9]姚君. 焦化废水中有机污染物经厌氧酸化后对好氧生物降解性能的影响[J]. 中国环境科学, 1998, (3) :276-279.[10]佘宗莲. 厌氧—好氧序列间歇式反应器处理生物制药废水的研究[J]. 环境科学研究,1998, (1): 49-52.[11]Kupferle M. J. et al. . Anaerobic pretreatment of hazardous waste leachates in public owned treatment works [J].Water Environ. Res. , 1995, (6): 910-920.[12]Dries J. High Rate Biological Treatment of Sulfate-rich Waste Water in an Acetate-fed EGSB Reactor[J]. Biodegradation, 1998, 9: 103-111.[13]李向东, 冯启言, 于洪锋. 气浮—水解—好氧工艺处理制药废水[J]. 环境工程, 2005, 23(3) : 17-18.[14]黄胜炎. 医药工业废水处理现状与发展[J], 医药工程设计杂志, 2005, 26(3) : 41-50. [15]李颖. 电解-CASS工艺处理制药废水工艺研究与设计[J]. 环境工程, 2003, 21(1): 33 -36.[16]祁佩时, 陈战利, 于桂清等. 复合生化法处理难降解制药废水的研究[J]. 中国环保产业, 2005 (10) : 31-33.。