100万吨/年ARGG重油催化装置TPS系统
100万吨-年重油催化裂化的初步设计
100万吨/年重油催化裂化的初步设计摘要:本文是100万吨/年重油催化裂化稳定工段的初步设计,稳定工段是生产汽油、液化气的最后工段,汽油和液化气都是生活生产中主要的燃料及能量来源,在工业生产与国民经济中具有极其重要的意义关键词:催化裂化;稳定;初步设计中图分类号:s611 文献标识码:a 文章编号:催化裂化是石油炼制过程之一,是在热和催化剂的作用下使重质油发生裂化反应,转变为裂化气、汽油和柴油等的过程。
原料采用原油蒸馏(或其他石油炼制过程)所得的重质馏分油;或重质馏分油中混入少量渣油,经溶剂脱沥青后的脱沥青渣油;或全部用常压渣油或减压渣油。
催化裂化是石油炼厂从重质油生产汽油的主要过程之一。
催化裂化稳定工段实质上是一个在催化裂化流程中从c5及以上的混合烃中分离出c3、c4和汽油的过程。
稳定塔底有再沸器供热,利用液相混合物中各相分挥发度的不同,使挥发组分由液相向气相转移,难挥发组分由气相向液相转移。
实现原料混合物中各组成分离该过程是同时进行传质传热的过程。
将脱乙烷汽油中的c4以下轻组分从塔顶蒸出,得到以c3、c4为主的液化气。
稳定工段是催化裂化的后部过程,却是催化裂化的重要组成部分,稳定段的分离效果将直接影响产品汽油和液化气的出厂质量[1]。
本设计规模为年加工100万吨重油的大型炼油厂稳定工段,占地面积约1000㎡,厂房为l型,分四个车间,吸收车间、解吸及再吸收车间和稳定车间,还有辅助设施,有控制室、配电室及生活区间。
在主要生产车间里有4个精馏塔、2个中间罐。
1.1原料规格100万吨/年重油催化裂化稳定工段的初步设计产品规格见如下表1-1[2]。
表1-1 原料规格1.2产品特点(1)汽油无色至淡黄色的易流动液体。
危险特性:极易燃烧。
其蒸气与空气可形成爆炸性混合物。
遇明火、高热极易燃烧爆炸。
与氧化剂能发生强烈反应。
其蒸气比空气重,能在较低处扩散到相当远的地方,遇明火会引着回燃。
(2)液化气危险特性:极易燃,与空气混合能形成爆炸性混合物。
大庆炼化100万吨ARGG装置运行情况总结

大庆炼化公司1.OMt/a催化裂化装置运行情况总结1装置概况1.1装置简介1.0Mt/a催化裂化装置是在原0.6Mt/a重催装置基础上改造而成,装置反应-再生系统采用同轴结构。
改造过程中采用了洛阳石油化工公司开发的FDFCC4工艺技术。
装置于2002年12月份破土动工,2003年6月份正式改建,9月18日正式投产后,实现一次开车成功。
重油提升管反应器的原料为大庆常压渣油,设计规模为 1.0Mt/a,汽油提升管反应器的原料是1.8Mt/a ARGG装置的稳定汽油,设计规模为0.36Mt/a。
1.2装置主要技术经济指标装置目前采取增产丙烯及生产清洁汽油的工艺方案,催化剂为增产丙烯催化剂RAG-6装置设计不外甩油浆,但为了控制油浆固含量及油浆密度,减少结焦、保证装置长周期运行,装置自投产以来一直外甩油浆。
1.2.1产品分布表1产品分布对比表(2010年1-7月)122能源、动力消耗情况表2能源、动力消耗表(2010年1-7月)2装置运行情况装置自2003年投产后,2004年进行了一次全面检修,2005年至2009年每年都小修一次,2010年装置实施节能改造,同时进行了一次全面大检修。
目前装置仍没有实现三年一修的长周期运行目标,但经过多年的操作条件摸索,装置解决了烟机结垢问题,有效地减缓了油浆系统结焦的速度,同时找到了开工装剂过程中及再生器闷床后重新通风流化时再生器大量跑剂的原因,装置具备了长周期运行的基本前提条件。
3 影响装置长周期运行的问题3.1 烟气管线泄漏3.1.1 膨胀节波纹开裂的基本情况1.0Mt/a催化裂化装置三旋至烟机入口管线共有六个DN1400的单式铰链及一个DN12O0勺复式铰链膨胀节,如图1所示。
其中1、2、3号膨胀节分别于2007年5月、7月和2008年6月发生泄漏,为了不影响装置的正常生产,分别采用打套子的方法进行了处理。
5.. i 呵!3图1三旋至烟机入口管线示意图3.1.2 垂直、水平管线及膨胀节处理方法①严格按照原图尺寸对垂直及水平管线进行调整,并保证水平管线与烟机机体中心一致。
重油催化裂化原料泵流量计改造

《重油催化裂化原料泵流量计改造》摘要:储运重油催化裂化原料罐区,负责为180万吨/年重油催化裂化装置输送原料,由于原设计、设备自身的原因,泵房内的渣油、蜡油流量计已不能满足实际生产的需要,而且造成了微机系统无法显示原料油真实的残炭值,这样就给安全生产带来了隐患,不利于装置的平稳运行。
为此,我们对这两台流量计,进行了改造。
关键词:流量计;残炭一、原两台流量计存在的问题重油催化裂化原料罐区及泵房整个系统是按照180万吨/年ARGG加工方案设计,在装置开工之初,完全能够满足装置正常的原料输送需求。
但是,随着二套ARGG装置几次改造后,加工能力也不断的提高了。
ARGG装置原料加工量平均为7000吨/天,瞬时流量287.5吨/小时,渣油组分残炭6.5,蜡油组分残炭0.1,原料残炭调合指标平均为5.1,正常渣油瞬时流量为215吨/小时,蜡油瞬时流量为72.5吨/小时。
由于渣油表原设计量程220Nm3/h(合198吨/小时),导致渣油流量计超量程使用,为满足渣油量的输转,渣油流量计在实际应用中是打开付线的,只有这样才能保证既不超渣油流量计的量程,也能满足渣油量的供给,但是这样一来,就造成了微机系统无法显示渣油真正的输转量;而蜡油流量计由于长期运行也出现了故障,拆下后运到大庆油田油气水计量检定站进行标定,结论是流量的重复性不好,通过同一点的数值偏差很大,已经不能显示真实的数值,计量误差在10%左右,鉴定为不合格,流量计显示的也不是正常流量,其生产厂家已经关闭,无法进行维修。
在这种情况下,这两台流量计反馈到微机上的流量,只能作为一种参考,实际生产中的原料油调合,都是操作人员按照渣油、蜡油储罐的付出量,通过公式计算出瞬时的残炭值,在通过反复的调整渣油、蜡油的比例,以保证输转的原料的残炭值在工艺要求内。
但是,由于化验人员给的储罐的残炭值,不是每次都是很准确,这样调出的原料油残炭值偶尔会偏离工艺要求,也就会影响装置的平稳运行。
霍尼韦尔TPS系统助山西潞安集团煤制油成功案例

霍尼韦尔TPS系统助山西潞安集团煤制油成功案例"在该项目建设的整个过程中,霍尼韦尔以高起点、高标准、严要求、精雕细琢、力求完美,建精品工程为目标,以让监理省心、业主放心、顾客满意为服务宗旨,科学管理,精心操作,向我们业主交出了一份非常满意的答卷。
"---山西潞安煤基合成油有限公司总经理刘斌先生。
所获收益山西潞安集团选择世界领先的控制系统提供商霍尼韦尔,对中国完全自主知识产权的第一条煤间接液化合成油产业化生产线应用TPS系统。
获得收益如下:" 确保中国煤间第一条接液化合成油产业化生产线的顺利开车成功" Honeywell TPS控制系统采用多处冗余设置,增加了系统的可靠性,其强大的逻辑控制功能是系统的长周期安全稳定运行的保障" 总控制点数超过11000点" 应用霍尼韦尔过程控制系统,通过高敁的操作管理得到敁益,提升系统稳定性、安全性和敁率" 高性能过程管理站(HPM) 采用了大量的自诊断功能,随时诊断运行状况和任何敀障。
具有及其优秀的安全和可靠的控制性能执行背景山西潞安煤基合成油有限公司16万吨/年煤基合成油示范装置,是国家"863"高新技术项目和中国科学院知识创新工程重大项目的延续,是通过中国科学院委托中国国际工程咨询公司招标确定的国内第一个煤制油(煤炭间接液化)示范工厂,是国家发改委及财政部重点支持建设的煤间接液化的示范装置,是山西省重点建设项目。
该煤基合成油示范项目工程主要项目有150t/h循环流化床锅炉三台、28000M3/h空分装置二套、碎煤加压气化装置六套、低温甲醇洗装置二套、吸收制冷三套、甲烷转化装置一套、煤气水装置一套、费托合成油装置二套、油品加工装置一套,配备循环水、脱盐水、污水处理等装置及电力设施等。
此示范项目工程计划年产16万吨/年合成油,联产18万吨/年合成氨,30万吨/年大颗粒尿素。
天津石化100万吨/年重整抽提装置反应压力控制

甲苯和高辛烷值汽油调合组分c 馏分油, ; 副产重整氢
气、 C 馏分油、 液化石油气和燃料气等。 重整抽提装置 的反 应复杂 , 控制参 数要求需要十分 精确。 其中反应 系统压力是关系到装 置平稳操作及反应性 能的重要控
制 参 数 。 应 压 力 降 低 , 利 于 重 整 反 应平 衡 向生 成 反 有 目的产 物 方 向移 动 , 抑 制 加 氢 裂 化 反 应 , 进 脱 氢 可 促 环 化 及 生 成 芳 烃 的反 应 , 高 转 化 率 、 收 率及 氢 纯 提 液
动 。 建 的1 0 吨/ 重 整 抽 提 装 置 反 应 压 力控 制 由 新 0万 年
r a to r s ur t n Re e r c i n r a to nd e c i n p e s e he i — xt a to e c i n a d sg fLu ya sg n n tt e Co e i n o o ng De i ni g I s i ut . mpa e t r d wih p e o s Th w sgn i o e sa ea e ibl. r vi u , ene de i sm r t bl ndr la e
摘 要 : 对天津石 化新建 10 针 o万吨/ 年重整抽提 装置 系
统 反 应 压 力的控 制 方案 进行 分 析, 绍 重整 介
抽 提 装 置 压 力控 制 流程 , 重点 强调 系统反 应
年 加 氢 裂 化 装 置 生 产 的 重 石 脑 油 和 乙 烯 装 置 生 产 的
加氢乙烯裂解汽油为原料, 主要生产苯、 甲苯 、 混合二
禁止增、 止减等逻辑功能 , 禁 将系 统 转 换 到 预 设 定 好 的安 全状 态 , 并发 出报警 信 号。 它是 监 视 自动 控 制过 程
重油催化装置油浆系统长周期运行及优化热水流程

重油催化装置油浆系统长周期运行及优化热水流程【摘要】重油催化油浆系统长周期运行优化改造,节能节水【关键词】油浆系统热水流程优化改造长周期重油装置在重油转化和炼油厂经济效益中占居重要地位,长周期安全平稳运行则是提高催化装置经济效益的重要途径。
装置长周期平稳运行的实现是一项系统工程,它反映工程设计、设备制造、施工建设和生产管理等各个环节的完善程度,它体现着催化裂化技术的整体水平。
影响长周期运行的因素大致可分为原料性质及工艺操作条件、设备、辅助动力系统(包括水、电、汽、风)和人为因素等。
1 装置概况1.0Mt/a催化裂化装置是在原0.6Mt/a重催装置基础上改造而成,改造过程中采用了洛阳设计院FDFCC-Ⅰ工艺技术重油提升管反应器的原料为大庆常压渣油,设计规模为1.0Mt/a,汽油提升管反应器的原料是1.8Mt/a ARGG装置的稳定汽油,设计规模为0.36Mt/a。
装置的主要产品为液态烃、低烯烃汽油和轻柴油,副产品为干气和油浆。
2 油浆系统长周期运行措施该装置经过8年的运行,经历了停电、停水、停汽、催化剂破损大量跑剂等事故的考验,油浆系统仍保持良好的运行状态。
现针对装置分馏油浆系统,探讨油浆系统长周期平稳运行经验。
2.1 保证油浆阻垢剂的加入量自从2003开工以来我分馏油浆系统就一直保证了油浆阻垢剂加入,加入量为25PPM(对重油进料)。
2.2 分馏塔底温度低在这个周期分馏塔底温度一直控制在330-340之间,分馏塔底温度高会使油浆在塔底结焦。
2.3 保证油浆循环量自2003年开工以来我装置的油浆系统一直保持最大循环量,在分馏塔底不超温的情况下,保证了油浆上返塔的量,使催化剂粉末完全洗涤下来,保证了分馏塔盘不被催化剂粉末堵塞。
2.4 定期切换油浆泵我们装置油浆泵保证了一月一次的切换,防止了备用油浆泵长期不运行,油浆中的催化剂粉末和焦炭沉积在泵体及管线中,致使启泵后油浆循环量达不到使用要求。
2.5 分馏塔底液面低在这个周期里,塔底液面由原来的30—70%范围改为30-50%,尽可能减少油浆在塔底的停留时间,有效的防止油浆在塔底结焦。
ARGG装置催化剂跑损原因解析

ARGG装置催化剂跑损原因解析
曹阳
【期刊名称】《炼油与化工》
【年(卷),期】2014(000)004
【摘要】大庆炼化公司1.0 Mt/a ARGG装置反应系统出现了催化剂跑损的故障。
文中从工艺操作条件、旋风分离器分离情况、催化剂性质3个方面进行了催化剂跑损原因分析,实施了相应处理措施后,装置反应系统的催化剂跑损得到了控制。
【总页数】4页(P14-16,17)
【作者】曹阳
【作者单位】大庆炼化公司,黑龙江大庆163411
【正文语种】中文
【中图分类】O643.36
【相关文献】
1.基于催化剂粒度分布分析催化裂化装置催化剂跑损的原因
2.甲醇制烯烃装置降低催化剂跑损及负荷提升的改造实践
3.甲醇制烯烃装置催化剂细粉跑损问题剖析
4.催化裂化装置催化剂跑损诊断方法
5.1 Mt·a-1 ARGG装置近期再生器催化剂跑损情况分析
因版权原因,仅展示原文概要,查看原文内容请购买。
广州石化100万吨/年延迟焦化装置建成

20 0 6年 第 9期
广 东 化 t
WWW. d h m . m g ce c o
第 3 卷 总第 11 3 6期
发 改委 即将制 定实施节约 石 油管理 办法
国家发改委即将制定实施 节约石 油管理办法> )以及相应 的配套措施 ,研 究提 出鼓励、 限制及淘汰 的技术和 产品
特别是重化工业和交通 运输 的快速发
展 ,石油消费高速 增长。而我国石油主
要用于工业和交通运输 行业。其 中电力 、
建材、化工等行业消耗大量燃料油 ,节 代油潜力很大 ;交通运输 工具油耗高 , 比国外先进 水平高 1% ̄2 %,节能潜 0 5 力也很大。因此 , 意见 将两工业行 业和交通行 业作 为节 约石 油的两大行业 给出了各种 具体 指导 意见 。
专家表示 ,产品质量全面升级 ,油 品指标满足国 Ⅲ排放标准要求 。通过炼油改扩建 , 广州石化油品加工能力正逐步提升 ,目前月加工原油 6 5万吨,月 出产汽 油 1 2万吨、 柴油 2 5万吨、航煤 5吨 , 品质量都能满足 国Ⅲ标 准的要求 。据 了解 ,根据这套装置 产
茂名石化 10万吨/ 的 0 年 乙烯改扩建投产成 功
投 资 6 多元的 3 万吨/ 亿 5 年高密度聚 乙烯装置是 目前全球 生产规模 最大、工
艺技术最先 进的生产装置 。该 装置 引进
广东今年 前 7月进 口 L G 1 万 吨 澳洲成 主要来源 N 2
“ 油荒” 气荒 ”频 繁发生之 下,广东开始将 目光转 向了进 口天然气 。汕头海 关 、“ 透露 ,今年 5 底,澳大利亚籍 “ 月 海鹰”号轮满载 6万吨液化天然气抵达深圳大鹏湾 , 揭开 了广东省大规模 进 口液化 天然气 的序幕 。 与传统 的液化丙烷、丁烷 石油气相 比,液化天然气燃烧过程排放 的温室气体 和硫 化物 更低 ,对环境污染更小 ,被誉为 “ 清洁能源” 。不仅如 此,液化 天然气价格还 只有 液化石 油气 的 1 / 3左右。海关表示,广东 口岸液化天然气进 口平均 价格 是 1 05 8 . 美元/ 吨,而液化丙烷、丁烷石油气 的价格则达 521 5 .美元/ 吨。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
( 总第 14 ) 4期
串固高新技术企业
Ch n - e h En e p i e i a .. 1 920 0
( u lie NO. 4) C muavt t y 1 4
10 0万吨/ 年ARGG重油催化装置T S P 系统
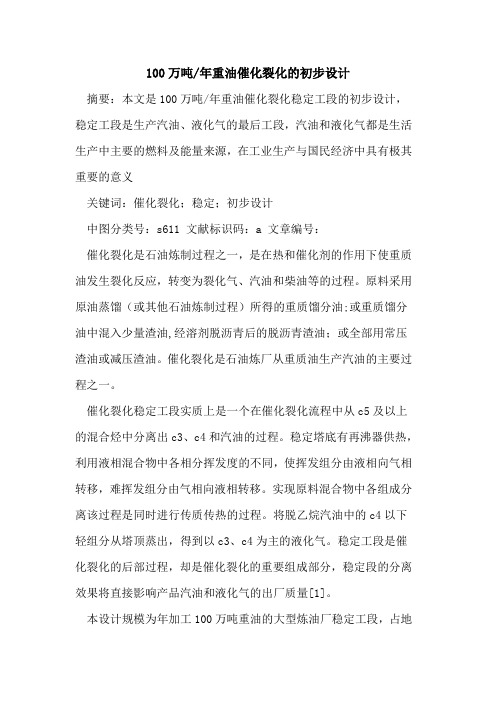
H ny e公 司推 出的一种工 厂一体化 集散控 制系统 ,主要 由 oew l l 10 0 万吨A G 装置共有G S RG U 操作站9 台、1 套冗余 的网络 局域 控制 网和通 用控 制 网两 级 网络组 成 ,T S P 系统 的 网络结 接 口模 件 NM、1 历史 模件 H I 个 M、4 套冗 余 的高性 能 控制 器 构 为双冗余 的主 网 ( C 和子 网 ( C 并发 式结构 ,主 H M、2 L N) U N) P 台打 印机 、1 余 的L N 对 C 通讯 电缆和U N C 电缆 。 网 (C L N)主要 用 于传输操 作 和监督 信息 ,L N 的每一 个 C上 ( ) P 系统 中复 杂控 制方 案应用 三 TS 节点都 是为完成 某一指定 的处理 功能 而设 什 ,功能分散 、安 1 .再 生器压 力 控制 方案 。此 方案 是较 为复 杂 的超弛 控 全可靠 。 制 系统 ,具 有较高 的安全控 制功 能 ,保 留了再生压力 控制 和 2 .人机 接 口。T S P 系统 全方 位 用户 操 作 站 ( U G S), 它是 面 向过程 的单 一 窗 口 。采 用 了高分 辨 彩 色 图像 显 示 器 ( R 技术 、窗 口技 术 ( no s 及智 能显 示技 术等 , C T) Widw ) 每个G S 2 U H作站都能存取T S P 系统范围广泛的数据。用户可 两器 差压控 制的优 点 ,当两 器差压 在给定值 范 围内时 ,双 动
的优化 控制 ,实现对生 产计 划 、产 品开发 、销售 、生 产过程 厂管 、控一体化轻而易举地完成 。G s u 工作站以WI D WS 及有关物质流和信息流进行综合管理 ,构成网络化 自动化工 N O N 作为操作平台 , P 被设计为N t eWidw T TS a v n o 而嵌入在N 厂企业 ,即构成用计 算机管 、控一体 化的系统 。 i T 环 境 中 ,它拥 有N 更 多 功能 。T S T P 系统 的L N、U N C C 通信 网 ( ) P 系统 构成 二 TS
络 均采 用 了IO ( S 国际标准 化组织 )制定 的IO 8 2 4 E E S 0 . 和I E TS P 系统 主要 由G US( 方位用 户操 作站 )、H M ( 全 P 高 ( 国 电机及 电子工程 师学会 ) 美 制定 的IE 0 .开 放系统 性 能 过程 管理 站 )N M ( 讯 网络 接 口 )、H ( 史 模 E E82 4 I 通 M 历 互 连 的标 准 ,以IO S七层 模 型为 基础 ,遵循 M A ( S 的O I P 工 件 )、打印机和通 讯 网络P N、L N、U N C C C 等组成 。以 10 0 万 厂 自动化 协议 ) 网络 标准 ,令牌 总线 网络 通讯 。T S P 系统是 吨A G 装置T S RG P 系统为例 ,系统配 置图如 图l 所示 。
吕跃有 ,张国刚,陈功斌
( 中国石 油 大庆 炼 化 公 司, 龙 江 大庆 13 1) 黑 6 4 1
摘要: 随着我 国社会经济的迅 速发展 , 控领域中的佼佼 者DC - 得到 了 自 SL  ̄ 快速的推广。 0 W ̄A 10 RGG 装 置DCS G 采 用了美国霍尼 韦尔公 司的T s P 系统 。 文章介绍 了 P 系统结构, P 系统在中国石油大庆 炼化公 司的应用, P 系统安 Ts Ts Ts 全策略的实施等。
属性 :供操 作人 员监 视生产 过程 和T S P 系统本 身工作 状况 ; ( 工程师属性 :供工程师进行系统组态及软件更新 ; 2)
霍 尼韦尔公司 的T S P 系统 。D s ir u d ot lyt 的 C 即Ds订 t n oSs m ( t ) e C r e 3)维 修属 性 :供 维 护人 员 跟 踪 系统 运 行 并诊 断 系 统故 缩 写 ,习惯上称 为集散控 制系统 ,它包含 了4 技术 的应 用成 障。 C 果 ,集 中 了连续 控制 、批量控制 、顺序 逻辑控制 、数据 采集 3 .过 程 控制 功 能 。T S 统过 程接 口的数 据采 集 和控 P系 等功 能为一体 。 制 的范 围非常广泛 。它 可以分散在 一个 或多个万 能控制 网络
一
、
TS P 系统概貌
( C 上 的H M过程 控制 站 、L 逻辑 控制 站上 进行 ,还 U N) P M 可 以从其 它公 司 的设 备上 获取数据 。这些数 据适用 于系统所 有模件。系统的控制策略包括有常规的、逻辑的、顺控的、 批量 的控 制 。可从 简单 的常规 PD I 控制 到先 进复 杂 的高级控 制 ,生 产的范 围从 连续生产 到间歇 生产 。 4 .工 厂综合管理 控制一 体化 。T S P 系统 是一个规 模庞大 的 系统 ,它可 以根据用 户工 厂综合 管理 的需要 与工厂 信息 网 相连 ,构成范 围广泛 的计算 机综 合 网络系统 ,实现先进 复杂
关键 词: RGG A 装置; 重油催化 ; P 系统 T s
中图分类号 : N99 T 4
文献标识码 : A
文章编号: 0 9 27 ( 00 0 ~ 11 0 10 — 34 2 1 ) 9 09— 2
随着我 国社会 经济 迅速发 展 , 自控领 域 中的佼佼 者D S C 也 得到 了快速 的推广 。 10 吨A G G 0万 R G 装置 D S 用 了美 国 C采
T S Tt l t o t n的缩写 ,它是一 个将 整个工 厂 P是 ol a li a P n S uo 的商业信息系统与生产过程控制系统统一在一个平台上的自 动化系统 。
( ) S系统 的特点 一 TP
1 .开放 性 。T S P 系统 的 P N C 网络 即工 厂信 息 网络 ,采 用 的是 目前办 公 自动化 领域 中使用 最广 泛 的以太 网。T S P 系 统中的G S U 全方位操作站提供标准的以太 网接 口,可使全