静态检查表
静态查找表

第十六页,编辑于星期三:十二点 五十六分。
第十七页,编辑于星期三:十二点 五十六分。
第十八页,编辑于星期三:十二点 五十六分。
第十九页,编辑于星期三:十二点 五十六分。
第二十页,编辑于星期三:十二点 五十六分。
第一页,编辑于星期三:十二点 五十六分。
第二页,编辑于星期三:十二点 五十六分。
第三页,编辑于星期三:十二点 五十六分。
第四页,编辑于星期三:十二点 五十六分。
第五页,编辑于星期三:十二点 五十六分。
第六页,编辑于星期三:十二点 五十六分。
第七页,编辑于星期三:十二点 五十六分。
第八页,编辑于星期三:十二点 五十六分。
第九页,编辑于星期三:十二点 五十六分。第十页,编辑于星期三:十二点 Nhomakorabea十六分。
第十一页,编辑于星期三:十二点 五十六分。
第十二页,编辑于星期三:十二点 五十六分。
第十三页,编辑于星期三:十二点 五十六分。
第十四页,编辑于星期三:十二点 五十六分。
第十五页,编辑于星期三:十二点 五十六分。
模具动静态检验标准

镶
材质是否与图纸
17 块 刃口吃入量
积料不超过 3 片。刃口吃入量 3-5mm。
18 与 接刀缝
间隙规测量 0.05mm 以下
19 刀 镶块补焊
补焊光顺,横向裂纹无,纵向裂纹 100 mm 内允许 3 条
20 口 镶块与安装底面
自由状态,贴合间隙小于 0.02mm/与基体或背托贴合率大于 90%
21 冲 标准异形冲头
凹模套在斜面上要有防转措施,小于等于¢8 的冲头采用快换冲头 材质、编号与实物一一对应;字体工整,醒目,内容齐全
15kg 以上或难于取出的镶块应有起吊螺纹孔,并有标示
检查时看导柱、导板间隙;如果是钢板变形量大,涂红丹看导柱间隙。
除压(托)料面,其他地方都要倒角
压(托)料板与刃口配合间隙 0.5-0.8mm 单边至少有两处定位,进料方向有导入角,并且刚性良好。 压料板上要有导正销,导正销突出压料板时要有退料销 活动部分必须有安全护板。 沉孔深度一致,正反面要倒角。螺钉拧入直径 2 倍以上。 工作时不起作用,但位置分布要合理,孔四周用黄漆标注 与沉孔一致,正反面倒角,螺钉紧入量是螺钉直径的 2 倍
8
上、下模型面 R 角光顺,棱线清晰,油石抛光
上
9
压边圈
下
压料面油石抛光;拉延筋(槽)圆顺光滑。
10 模 排气孔
钻孔¢6 应在凹处不影响制件外观
11
防尘管
紧固可靠,通畅
12
材质与硬度 材质依技术协议及图纸,硬度不低于 HRC50
13
拉延成型标记 标记深度 0.3mm,左右件用“L、R”代替, 压印不得留在 A 表上
型 型面及压料面
14 面 空研
上下模空研。平面着色
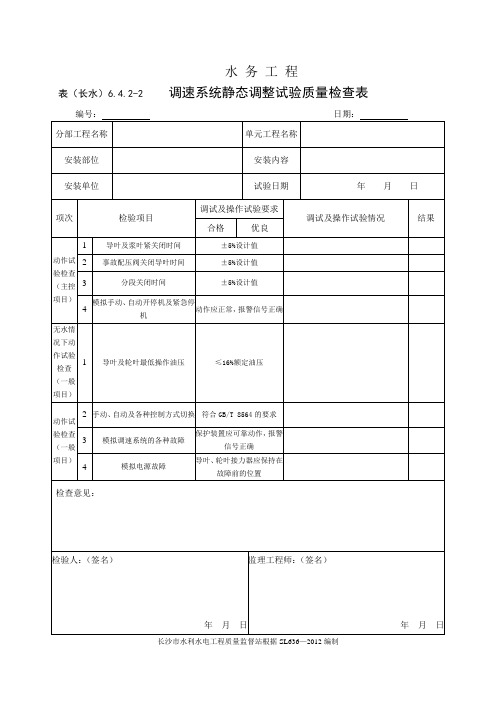
表(长水)6.4.2-2 调速系统静态调整试验质量检查表
检验人:(签名)
年月日
监理工程师:(签名)
年月日
长沙市水利水电工程质量监督站根据SL636—2012编制
模拟手动、自动开停机及紧急停机
动作应正常,报警信号正确
无水情况下动作试验检查(一般项目)
1
导叶及轮叶最低操作油压
≤16%额定油压
动作试验检查
(一般项目)
2
手动、自动及各种控制方式切换
符合GB/T 856ຫໍສະໝຸດ 的要求3模拟调速系统的各种故障
保护装置应可靠动作,报警信号正确
4
模拟电源故障
导叶、轮叶接力器应保持在故障前的位置
水 务 工 程
调速系统静态调整试验质量检查表
编号:日期:
分部工程名称
单元工程名称
安装部位
安装内容
安装单位
试验日期
年月日
项次
检验项目
调试及操作试验要求
调试及操作试验情况
结果
合格
优良
动作试验检查(主控项目)
1
导叶及浆叶紧关闭时间
±5%设计值
2
事故配压阀关闭导叶时间
±5%设计值
3
分段关闭时间
±5%设计值
4
模具动静态检查表

零件图号 操作者
检查方法
目视
验收 123
9 修边口粗糙度
※ Ra<0.8,240#以上油石推光
粗糙度样块
10 修边口无咬合、擦黑、刮痕等现象
※ 空车4-5次
目视
11 修边口及刃口的状态
※
锋利、无缺口,崩刃,啃刃等现象,刃口垂 直,无倒椎
目视,直角尺
12
焊接刃口不能有气孔、夹渣及平行于刃口的 裂纹
※
允许垂直于刃口的微裂纹应控制在100mm≤3条 (长<2mm,宽<0.02mm,深度≤1mm)
目视
※ 筋内侧100%,外侧85%,均匀 ※ 板厚+0.25mm以上
红丹粉 红丹粉
7 型面、侧壁的间隙 8 拉延面、型面、棱线及圆角,拉延筋粗糙度 9 其它加工面精糙度
※ 板厚±0 Ra≤0.8,320#以上油石推光,圆角、筋细砂
※布 推光
※ Ra≤1.6
10
凸模凹模、压料圈等工作部位,凸圆角淬火 硬度
直角尺 厚薄规
5 上下模导向面中心
※ 应无错位现象
目视
6 导板导柱的导入圆角
※ R8-R10
R规
7 导滑面、导入圆角粗糙度
※ ≤0.8,平整顺滑,240#油石推光
粗糙度样块
导 8 导板、导柱配合使用时
※ 导板应先于导住导向
目视
向 9 导板止退台宽度
10 导板与止退台安装面配合 装
11 导柱与导套配合间隙 置
※
无划伤、裂纹、波纹、磕碰伤、气孔、砂眼、 塌角、凹陷等,缺陷<0.05mm以内
目视
※
必须按基准制作,不准随意打磨,修改,要保 产品图,工艺
证产品尺寸要求
井下作业各岗位动静态隐患检查表
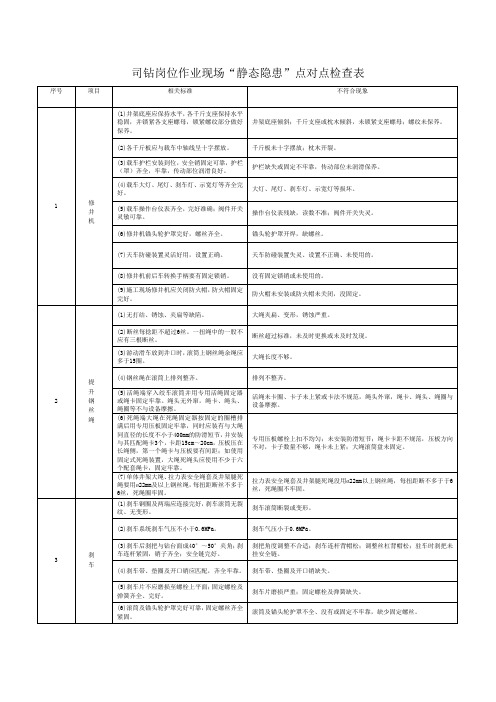
司钻岗位作业现场“静态隐患”点对点检查表
副司钻岗位作业现场“静态隐患”点对点检查表
井架工岗位作业现场“静态隐患”点对点检查表
修井作业现场“动态隐患”点对点检查表
根据辽河油田公司修井作业系统(大修、小修)现场HSE管理补充规定要求,对经常条件受限的参照下列规定执行:
一、修井作业系统大修现场HSE管理补充要求
(一)对《规范(大修)》中1.4条款要求,如作业井场条件受限,值班房必须保证距离井口20m以上,同时进行风险识别,采取对应有效的削减措施。
(二)对《规范(大修)》中1.6条款要求,如作业井场条件受限,防喷器远程控制台可与修井机平行摆放,但不能影响正常施工作业和安全通道畅通。
(三)对《规范(大修)》中1.8条款要求,管桥架设的位置应合适,与井架、抽油机等的间距合理,保证安全通道畅通,以便于施工作业为原则。
如作业井场条件受限,钻杆桥在三层以下的,执行原标准,超过三层的应采取加固措施,保证安全可靠。
(四)对《规范(大修)》中1.11条款要求,如作业现场条件受限达不到标准要求,可下入辅助地锚固定或安装辅助绷绳进行加固或执行下表标准(见下表)。
如仍不能达到要求,应采取其他措施;如有其它采油设备设施影响作业施工,达不到安全距离(固定设备<5m,旋转设备<10m)时,为保证作业施工安全,可临时停机。
对于因井场条件受限达不到安装要求的,可执行(SY/T5202-2004石油修井机6.3.4.5)的规定。
数据结构实验报告-静态查找表中的查找

数据结构实验实验一静态查找表中的查找一、实验目的:1、理解静态查找表的概念2、掌握顺序查找和折半查找算法及其实现方法3、理解顺序查找和折半查找的特点,学会分析算法的性能二、实验内容:1、按关键字从小到大顺序输入一组记录构造查找表,并且输出该查找表;2、给定一个关键字值,对所构造的查找表分别进行顺序查找和折半查找,输出查找的结果以及查找过程中“比较”操作的执行次数。
三、实验要求:1、查找表的长度、查找表中的记录和待查找的关键字值要从终端输入;2、具体的输入和输出格式不限;3、算法要具有较好的健壮性,对错误操作要做适当处理;4、输出信息中要标明所采用的查找方法类型。
实验二基于二叉排序树的查找一、实验目的:1、理解动态查找表和二叉排序树的概念2、掌握二叉排序树的构造算法及其实现方法3、掌握二叉排序树的查找算法及其实现方法二、实验内容:1、输入一组记录构造一颗二叉排序树,并且输出这棵二叉排序树的中序序列;2、给定一个关键字值,对所构造的二叉排序树进行查找,并输出查找的结果。
三、实验要求:1、二叉排序树中的记录和待查找的关键字值要从终端输入;2、输入的记录格式为(整数,序号),例如(3, 2)表示关键字值为3,输入序号为2的记录;3、算法要具有较好的健壮性,对错误操作要做适当处理。
四、程序实现:(1)实现顺序查找表和折半查找表:#include<stdio.h>#define MAX_LENGTH 100typedef struct{int key[MAX_LENGTH];int length;}stable;int seqserch(stable ST,int key,int &count){int i;for(i=ST.length;i>0;i--){count++;if(ST.key[i]==key)return i;}return 0;}int binserch(stable ST,int key,int &count){int low=1,high=ST.length,mid;while(low<=high){count++;mid=(low+high)/2;if(ST.key[mid]==key)return mid;else if(key<ST.key[mid])high=mid-1;elselow=mid+1;}return 0;} main(){stable ST1;inta,b,k,x,count1=0,count2=0,temp=0;ST1.length=0;printf("请按从小到大的顺序输入查找表数据:(-1代表结束!)\n");for(a=0;a<MAX_LENGTH;a++){scanf("%d",&temp);if(temp!=-1){ST1.key[a]=temp;ST1.length++;}elsebreak;}printf("输入数据为:\n");for(b=0;b<ST1.length;b++){printf("%d ",ST1.key[b]);}printf("\n请输入要查找的数据:");scanf("%d",&k);a=seqserch(ST1,k,count1)+1;printf("\n顺序查找:该数据的位置在第:%d个\n",a);printf("查找次数为:%d\n\n",count1-1);a=binserch(ST1,k,count2)+1;printf("折半查找:该数据的位置在第:%d个\n",a);printf("查找次数为:%d\n",count2-1);}(2)二叉排序树的查找:#include<stdio.h> #include<malloc.h> typedef struct node {int data;int key;struct node *left,*right;}bitnode,*bittree;void serchbst(bittree T,bittree *F,bittree *C,int data){while(T!=NULL){if(T->data==data){*C=T;break;}else if(data<T->data){*F=T;T=T->left;}else{*F=T;T=T->right;}}return 0;}int insertbst(bittree *T,int key,int data) {bittree F=NULL,C=NULL,s;serchbst(*T,&F,&C,data);if(C!=NULL) return 0;s=(bittree)malloc(sizeof(bitnode));s->data=data;s->key=key;s->left=s->right=NULL;if(F==NULL) *T=s;else if(data<F->data)F->left=s;elseF->right=s;return 1; }void creatbst(bittree *T){int key,data;*T=NULL;printf("请输入数据以构造二叉排序树:(数据格式为:m n (-1000,-1000)代表结束)\n");scanf("%d%d",&key,&data);while(key!=-1000 || data!=-1000){insertbst(T,key,data);scanf("%d%d",&key,&data);}}void midTraverse(bittree T){if(T!=NULL){midTraverse(T->left);printf("(%d,%d)",T->key,T->data);midTraverse(T->right);}}main(){bittreeT=NULL,C=NULL,F=NULL;int key,data,temp;creatbst(&T);printf("此二叉树的中序序列为:");midTraverse(T);printf("\n请输入要查找的关键字:");scanf("%d",&data);serchbst(T,&F,&C,data);printf("此关键字的数据为:%d\n",C->key);}五、实现结果:(1)顺序查找和折半查找:(2)二叉树排序树查找:六、实验之心得体会:(1)在这次实验中,我基本上掌握了顺序查找、折半查找和二叉排序树查找的基本思想和实现方法,让我体会到了写程序时,不仅要考虑是否能够调试出结果,还要考虑程序实现的效率,这是一个编程人员必须要具备的一项总要的素质。
冲压模具验收动静态检查表

A
√
/
/
87
安全护板
厚度22∙Omm,操作安全
C
√
/
/
88
销钉
松紧合适,上下各销•半,安装防脱落装置
C
√
√
√
√
89
侧销孔
船销直径+0∙2mm=侧销孔宜径,无兄动
A
/
√
√
Z
90
侧销固定长度
原则上固定25mm根据直径大小现场判定
A
/
√
√
/
91
侧销锁板销钉
锁板按要求安装摞钉孔不允许人工打磨或加工
65
翻边整形刃口面
顺滑,无凸凹不平等缺陷
B
/
/
/
√
66
翻边整形块安装
间隙W0.05mm,无台阶,圆角顺滑一致
B
/
/\
/
√
67
翻边顶出器顶杆
螺钉孔与顶杆壁厚保证3-5M
B
/
/
/
√
冲压模具静态验收检查表
项目
CN200
零件名称
螺母片
备注:符合要求填写,不符合要求填写“X”,不适用填写
*7”具体问题填入“模具问题记录表”
目视
B
/
7
4
/
102
防护板涂黄色
目视
C
√
Z
/
Z
103
取出压料芯前需要先拆除的镶块涂红色
目视
A
/
√
/
/
104
模具存放块外周边涂红色.
目视
A
√
√
汽车静态检查

汽车静态检查引言概述:汽车静态检查是指在车辆停放状态下,对车辆外观、车身结构、车轮、灯光等部分进行检查,以确保车辆的安全性和正常运行。
本文将详细介绍汽车静态检查的内容和重要性。
一、外观检查1.1 车身外观检查:仔细检查车身是否有凹陷、刮擦等损伤,特别注意车门、车顶和车尾部分。
1.2 玻璃检查:检查车辆的前、后挡风玻璃以及侧窗是否完好无损,是否有裂纹或破损。
1.3 雨刮器检查:检查雨刮器是否完好,刮水效果是否良好,确保在行驶过程中能够清晰地看到前方道路。
二、车轮检查2.1 轮胎检查:检查轮胎的磨损情况,是否有裂纹或破损,胎压是否正常。
2.2 轮毂检查:检查轮毂是否有变形或损坏,螺丝是否松动。
2.3 轮胎花纹检查:检查轮胎花纹深度是否符合安全标准,确保良好的抓地力和操控性能。
三、灯光检查3.1 大灯检查:检查车辆的大灯是否正常工作,灯泡是否破损,灯光的亮度是否符合要求。
3.2 刹车灯检查:检查刹车灯是否正常工作,是否能够及时亮起,确保在刹车时给后车明确的信号。
3.3 转向灯和示宽灯检查:检查转向灯和示宽灯是否正常工作,是否能够及时闪烁,确保在转弯和变道时给其他车辆明确的指示。
四、车身结构检查4.1 车门检查:检查车门是否能够正常关闭,是否有松动或变形的情况。
4.2 后备箱检查:检查后备箱是否能够正常关闭,是否有异响或松动。
4.3 车身钣金检查:检查车身钣金是否有凹陷、变形或修补痕迹,确保车身结构的完整性和稳定性。
五、其他检查5.1 镜子检查:检查车辆的后视镜和后视镜是否完好,是否能够正常调节。
5.2 车牌检查:检查车牌是否完好,是否清晰可辨认,是否与车辆登记信息一致。
5.3 安全带检查:检查车辆的安全带是否完好,是否能够正常收放,确保乘车人员的安全。
总结:汽车静态检查是保证车辆安全性和正常运行的重要环节。
通过对车辆外观、车轮、灯光和车身结构等部分的仔细检查,可以及时发现问题并进行修复,确保车辆在行驶过程中的安全性和稳定性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
37 圆角半径处的光顺情况?
38 平衡块正确地安装了吗?
39 平衡块下是否设置了竖筋?
40 冲孔衬套是否有防转销?
41 衬套的周围有充分保证强度的壁厚吗?
10.切边冲孔模 42 切刀是否取了剪切角度?
43 刃口的状态好吗?
44 堆ቤተ መጻሕፍቲ ባይዱ后的刃口有没有横裂口竖裂口堆焊部有否针孔?
11. 翻边整形模
45 模具有无到底标识? 46 翻边、整形后模腔表面是否有凹痕?
项目
序号
检测项目
OP10
21 决定产品位置的定位功能面不涂装
6. 自动装置
22 最终验收后,在产品定位处插入合销
23 升降机挡竿上是否加工了减轻孔
24 所有的锐角都打磨掉了吗?
25 模具上是否有安全栓的放置区及数量是否符合标准?
7. 安全性
26 限位块下是否设置竖筋?
27 安全罩(包括斜契・弹簧罩)?
5 导套是否有停止装置?
6 模具是否设置防呆装置?
7 铸字、铭牌正确刻印了吗?
8 模具的正面标识?
9 是否标识了钢材的材质?
10 模具的涂色是否符合要求?
11 警示标识,特別标识(如果有要求時)?
12 电气配线是否正确,有无干渉?
13 接线盒的位置设置是否合理?
14 近接开关或限位开关的状态如何?
15 压板槽的尺寸精度对于压机中心如何?
模具静态检查记录表
零件名称 零件图号
车型 厂家
检查 确认
信息 操作
工序号
OP10 OP20 OP30 OP40 OP50
工序名称
项目 1.通用
2.模具标识 3.电气线
4.夹紧装置 5. 吊耳
序号
检测项目
1 模具上是否有定位销、导正销?
2 有没有限位块?安装状态如何?
3 有无气管接口?
4 模具导套设置排气口了吗?
16 压板槽相对于机床的设置是否合理?
17 吊耳与模具或压机有否干渉?
18 吊耳是否有铸造缺陷?
19 镶块上是否加工了起吊孔?
20 装卸的零件是否有搬运用的吊销孔或铸孔?
模具尺寸
长
宽
高
模具重量 上模 下模 总计
OP10
OK(O) NG(×) Nothing( / ) OP20 OP30 OP40 OP50 OP05
47 斜契块彻底返回情况如何?
12. 斜契块
48 飞转斜契的强制返回如何?
49 斜契压料板的适时性如何如何?
50 气管接头的底座位置设置是否合理?
13. 气管
51 每个气管接头旁是否标明其所起的作用?
52 气管接头与模具顶料器的线路连接是否合理?
OP20
OP30
OP40
OP50
OP05
28 合理地提供了安全区吗?
8.外表涂色
29 上下模具及附属部件是否按指定色? 30 备品备件是否按指定量配给了?
31 模具是否有排气管,空气流通状态如何?
32 模具有无到底标识?
33 模具是否有顶料装置?
34 压边圈是否有拉紧螺栓?
9. 拉延模
35 加强筋,压边圈,凹凸的成形部表面状态如何?
36 与产品接触的表面状态如何?