首样确认表
合集下载
首件样品确认表(DIP)
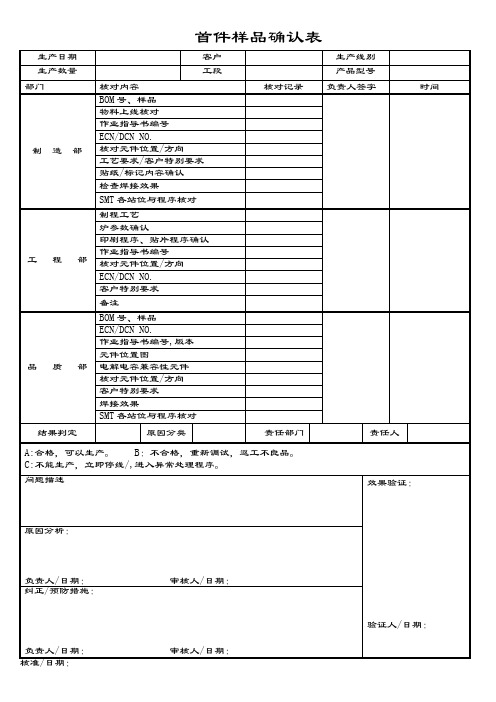
C:不能生产,立即停线/,进入异常处理程序。
问题描述
效果验证:
验证人/日期:
原因分析:
负责人/日期: 审核人/日期:
纠正/预防措施:
负责人/日期: 审核人/日期:
核准/日期:
作业指导书编号
核对元件位置/方向
ECN/DCN NO.
客户特别要求
备注
品 质 部
BOM号、样品
ECN/NO.
作业指导书编号,版本
元件位置图
电解电容兼容性元件
核对元件位置/方向
客户特别要求
焊接效果
SMT各站位与程序核对
结果判定
原因分类
责任部门
责任人
A:合格,可以生产。 B:不合格,重新调试,返工不良品。
首件样品确认表
生产日期
客户
生产线别
生产数量
工段
产品型号
部门
核对内容
核对记录
负责人签字
时间
制 造 部
BOM号、样品
物料上线核对
作业指导书编号
ECN/DCN NO.
核对元件位置/方向
工艺要求/客户特别要求
贴纸/标记内容确认
检查焊接效果
SMT各站位与程序核对
工 程 部
制程工艺
炉参数确认
印刷程序、贴片程序确认
问题描述
效果验证:
验证人/日期:
原因分析:
负责人/日期: 审核人/日期:
纠正/预防措施:
负责人/日期: 审核人/日期:
核准/日期:
作业指导书编号
核对元件位置/方向
ECN/DCN NO.
客户特别要求
备注
品 质 部
BOM号、样品
ECN/NO.
作业指导书编号,版本
元件位置图
电解电容兼容性元件
核对元件位置/方向
客户特别要求
焊接效果
SMT各站位与程序核对
结果判定
原因分类
责任部门
责任人
A:合格,可以生产。 B:不合格,重新调试,返工不良品。
首件样品确认表
生产日期
客户
生产线别
生产数量
工段
产品型号
部门
核对内容
核对记录
负责人签字
时间
制 造 部
BOM号、样品
物料上线核对
作业指导书编号
ECN/DCN NO.
核对元件位置/方向
工艺要求/客户特别要求
贴纸/标记内容确认
检查焊接效果
SMT各站位与程序核对
工 程 部
制程工艺
炉参数确认
印刷程序、贴片程序确认
确认样表格
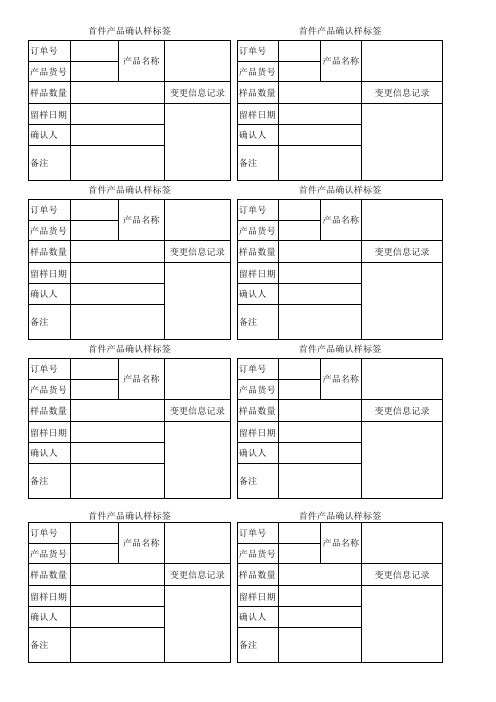
订单号 产品货号 样品数量 留样日期 确认人
首件产品确认样标签
产品名称
订单号 产品货号
变更信息记录 样品数量
留样日期
确认人
备注
备注
订单号 产品货号 样品数量 留样日期 确认人
首件产品确认样标签
产品名称
订单号 产品货号
变更信息记录 样品数量
留样日期
确认人
备注
订单号 产品货号 样品数量 留样日期 确认人
变更信息记录 样品数量
留样日期
确认人
备注
备注
首件产品确认样标签 产品名称 变更信息记录
备注
首件产品确认样标签
产品名称
订单号 产品货号
变更信息记录 样品数量
留样日期
确认人
备注
备注
首件产品确认样标签 产品名称 变更信息记录
首件产品确认样标签 产品名称 变更信息记录
首件产品确认样标签 产品名称 变更信息记录
订单号 产品货号 样品数量 留样日期 确认人
首件产品确认样标签 产品名称
订单号 产品货号
首件产品确认样标签
产品名称
订单号 产品货号
变更信息记录 样品数量
留样日期
确认人
备注
备注
订单号 产品货号 样品数量 留样日期 确认人
首件产品确认样标签
产品名称
订单号 产品货号
变更信息记录 样品数量
留样日期
确认人
备注
订单号 产品货号 样品数量 留样日期 确认人
变更信息记录 样品数量
留样日期
确认人
备注
备注
首件产品确认样标签 产品名称 变更信息记录
备注
首件产品确认样标签
产品名称
订单号 产品货号
变更信息记录 样品数量
留样日期
确认人
备注
备注
首件产品确认样标签 产品名称 变更信息记录
首件产品确认样标签 产品名称 变更信息记录
首件产品确认样标签 产品名称 变更信息记录
订单号 产品货号 样品数量 留样日期 确认人
首件产品确认样标签 产品名称
订单号 产品货号
首件确认表

检验员:
审核:
保存期限:1年
备注
首件确认,并填写此表。 及时向上级反馈。
保存期限:1年
生产日
期: 产品编
号:
首件确认表
生产机
送检时
台: 产色:
检
检验项目
检验结果描述
外观
颜色
结构
材质
实配
尺寸
叛定结果 □合格 □不合格
注意事项
备注: ①.新开机、换模、换色时由注塑部提供首件样品确认,交接班时由QC取样重新做首件确认,并填写此表。 ②.注塑部对模具进行维修后或进行调大参数调整时需重新送样至QC确认。 ③.QC收到领班送检的首件时必须在30分钟内完成确认工作,不能确认的部题需及时向上级反馈。
首样确认表
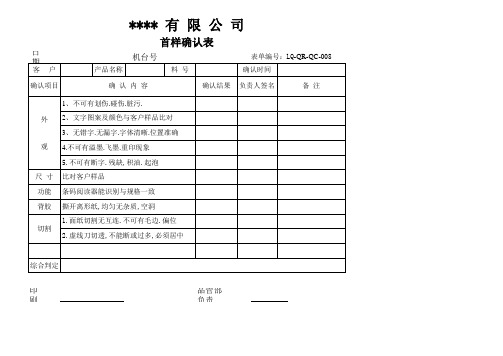
尺 寸 比对客户样品
功能 条码阅读器能识别与规格一致
背胶 撕开离形纸,均匀无杂质,空洞
1.面纸切割无互连.不可有毛边.偏位 切割
2.虚线刀切透,不能断或过多,必须居中
综合判定
印 刷
品管部 负责
பைடு நூலகம்
日 期
客户
**** 有 限 公 司
首样确认表
机台号
产品名称
料号
表单编号:LQ-QR-QC-008 确认时间
确认项目
确认内容
确认结果 负责人签名
备注
1、不可有划伤.碰伤.脏污. 外 2、文字图案及颜色与客户样品比对
3、无错字.无漏字.字体清晰.位置准确 观 4.不可有溢墨.飞墨.重印现象
5.不可有断字.残缺,积油.起泡
功能 条码阅读器能识别与规格一致
背胶 撕开离形纸,均匀无杂质,空洞
1.面纸切割无互连.不可有毛边.偏位 切割
2.虚线刀切透,不能断或过多,必须居中
综合判定
印 刷
品管部 负责
பைடு நூலகம்
日 期
客户
**** 有 限 公 司
首样确认表
机台号
产品名称
料号
表单编号:LQ-QR-QC-008 确认时间
确认项目
确认内容
确认结果 负责人签名
备注
1、不可有划伤.碰伤.脏污. 外 2、文字图案及颜色与客户样品比对
3、无错字.无漏字.字体清晰.位置准确 观 4.不可有溢墨.飞墨.重印现象
5.不可有断字.残缺,积油.起泡
印刷首样确认表

印刷工序首件检验报告单
产品名称
工单号/PO#
生产机台
班次/机长
日期
检测项目及判定结果
序号
检验项目
合格标准
检测工具、方法
判定
1
产品规格
与工单、彩稿要求一致。
目测、核对单。
2
工艺参数设定
压力、温度、风量、粘度等与工艺单要求一致。
核对工艺卡
3
版辊号码及色序
与工单或彩稿要求一致。
目测、核对单。
4
有无共用版
和工单要求一致。
目测、核对单。
5
工单与版辊一致
和工单要求一致。
目测、核对单。
6
图案、文字、色相
图案、文字与标准签样/图稿一致,内容清晰、无脏污、无明显条杠、脏版、脏点。
目测、核对样本卡/图稿
7
图案附着力合格
检查有没有大面积掉墨现象,不能超过10%。
胶布、用透明胶袋黏贴住油墨层,用90℃方向慢慢撕开
8
条码数及级别
能识别,级别符合标样。
条码仪
9
光标
无断线、漏印现象。
目测、核对标样
10
套印
主要部位≤0.2,次要部位≤0.35
放大镜/核对标样
综合判断:□合格□改进确认人/时间:
改进原因:
改进措施:
备注:
1、确认人是质检员或班长以上人员。
2、此表在转工单时使用,最终由质检部保存在档案库。
3、在检查结果栏中,如果是”OK”请打”√”号,如果是”不合格”请打”×”号。
4、首检不合格时需将不合格项目在备注栏内注明并通知机台调整,调整后再重新进行首件检验确认;
5、首检未检验合格前生产的调机产品必须做好标识、隔离复查,不可混到成品中;
产品名称
工单号/PO#
生产机台
班次/机长
日期
检测项目及判定结果
序号
检验项目
合格标准
检测工具、方法
判定
1
产品规格
与工单、彩稿要求一致。
目测、核对单。
2
工艺参数设定
压力、温度、风量、粘度等与工艺单要求一致。
核对工艺卡
3
版辊号码及色序
与工单或彩稿要求一致。
目测、核对单。
4
有无共用版
和工单要求一致。
目测、核对单。
5
工单与版辊一致
和工单要求一致。
目测、核对单。
6
图案、文字、色相
图案、文字与标准签样/图稿一致,内容清晰、无脏污、无明显条杠、脏版、脏点。
目测、核对样本卡/图稿
7
图案附着力合格
检查有没有大面积掉墨现象,不能超过10%。
胶布、用透明胶袋黏贴住油墨层,用90℃方向慢慢撕开
8
条码数及级别
能识别,级别符合标样。
条码仪
9
光标
无断线、漏印现象。
目测、核对标样
10
套印
主要部位≤0.2,次要部位≤0.35
放大镜/核对标样
综合判断:□合格□改进确认人/时间:
改进原因:
改进措施:
备注:
1、确认人是质检员或班长以上人员。
2、此表在转工单时使用,最终由质检部保存在档案库。
3、在检查结果栏中,如果是”OK”请打”√”号,如果是”不合格”请打”×”号。
4、首检不合格时需将不合格项目在备注栏内注明并通知机台调整,调整后再重新进行首件检验确认;
5、首检未检验合格前生产的调机产品必须做好标识、隔离复查,不可混到成品中;
首件签样确认表(水印)
8
成型效果:成箱后无明显包角,漏洞及叠盖裂缝(≤4mm)
9
签样箱
订箱
1
单钉距≤50mm,双钉距≤70mm,首尾钉距13±7mm,间隔均匀,钉合牢固
2
扁丝是否合格,表观无锈斑、龟裂、剥层等有碍使用的缺陷
3ቤተ መጻሕፍቲ ባይዱ
钉合舌宽≥35mm
结合
1
粘合舌宽≥30mm,粘合剂涂布均匀、充分
2
所有材料的确认:胶水型号:有效期:
印刷
1
工单、样稿、蓝图是否一致
2
检查校对印模版是否正确
3
印刷文字、图案、相对位置与彩稿或样箱一致
4
印刷颜色与样箱基本一致
5
印刷位置:图案文字偏离水平线≤2mm,套印准确≤1mm
6
印刷效果:色泽鲜艳、图案文字清晰、深浅一致、箱面清洁、无重印、托墨、漏印、露底
7
开槽/模切质量:开槽/模切尺寸误差≤1-2mm、刀口光洁、无变形、无明显毛刺;面、里纸无破裂
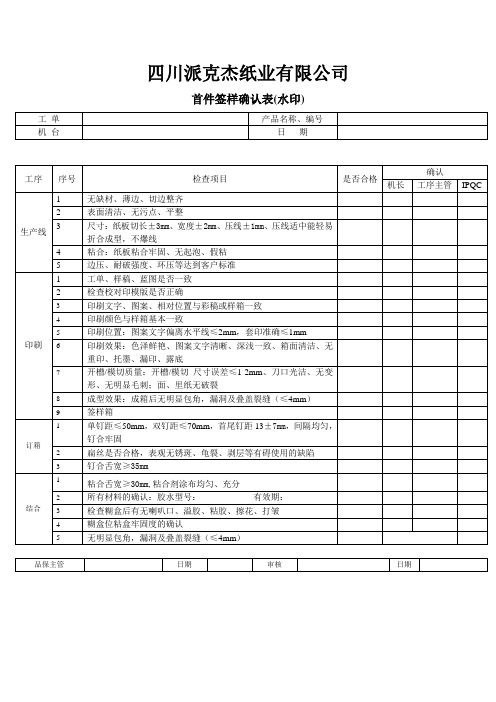
四川派克杰纸业有限公司
首件签样确认表(水印)
工单
产品名称、编号
机台
日期
工序
序号
检查项目
是否合格
确认
机长
工序主管
IPQC
生产线
1
无缺材、薄边、切边整齐
2
表面清洁、无污点、平整
3
尺寸:纸板切长±3mm、宽度±2mm、压线±1mm、压线适中能轻易折合成型,不爆线
4
粘合:纸板粘合牢固、无起泡、假粘
5
边压、耐破强度、环压等达到客户标准
3
检查糊盒后有无喇叭口、溢胶、粘胶、擦花、打皱
4
糊盒位粘盒牢固度的确认
5
无明显包角,漏洞及叠盖裂缝(≤4mm)
成型效果:成箱后无明显包角,漏洞及叠盖裂缝(≤4mm)
9
签样箱
订箱
1
单钉距≤50mm,双钉距≤70mm,首尾钉距13±7mm,间隔均匀,钉合牢固
2
扁丝是否合格,表观无锈斑、龟裂、剥层等有碍使用的缺陷
3ቤተ መጻሕፍቲ ባይዱ
钉合舌宽≥35mm
结合
1
粘合舌宽≥30mm,粘合剂涂布均匀、充分
2
所有材料的确认:胶水型号:有效期:
印刷
1
工单、样稿、蓝图是否一致
2
检查校对印模版是否正确
3
印刷文字、图案、相对位置与彩稿或样箱一致
4
印刷颜色与样箱基本一致
5
印刷位置:图案文字偏离水平线≤2mm,套印准确≤1mm
6
印刷效果:色泽鲜艳、图案文字清晰、深浅一致、箱面清洁、无重印、托墨、漏印、露底
7
开槽/模切质量:开槽/模切尺寸误差≤1-2mm、刀口光洁、无变形、无明显毛刺;面、里纸无破裂
四川派克杰纸业有限公司
首件签样确认表(水印)
工单
产品名称、编号
机台
日期
工序
序号
检查项目
是否合格
确认
机长
工序主管
IPQC
生产线
1
无缺材、薄边、切边整齐
2
表面清洁、无污点、平整
3
尺寸:纸板切长±3mm、宽度±2mm、压线±1mm、压线适中能轻易折合成型,不爆线
4
粘合:纸板粘合牢固、无起泡、假粘
5
边压、耐破强度、环压等达到客户标准
3
检查糊盒后有无喇叭口、溢胶、粘胶、擦花、打皱
4
糊盒位粘盒牢固度的确认
5
无明显包角,漏洞及叠盖裂缝(≤4mm)
首件确认表
审核:
首件确认表
生产日期:
注塑机台
送检人
产品型号
送检时间
订单数量
产品净重
产品毛重
送 送检数量
PCS 原 料
产品名称
颜色
人 填
□正常订单 □首次量产 □转换机台 送样时机 □调机后生产 □修模后开机 □改模后开机
写
外观
□材质变更 □转色生产 □停机后复产
判定结果
自检
结构
□合格
试装 检验类别 检验项目
缩水.缺胶
检验结果
□不合格辅助生产
判定
备注
气泡.气纹
批锋.错位
色差.黑点
外观
碰伤.刮花 夹线.顶白
堵孔.断裂
油污.指印
变形.混色
质 结构
部 填 尺寸
变形 缺胶 堵孔 粘模 检测标准
样
备注
试装
产品变形 不贴机 孔偏位 错位
□合格 综合判定
备注:
核准:
□不合格
□有条件生产
首件确认完成时间
首件样品确认表
样 品 要 求
生产部 样品确认 质检人员签字确认一致后符合标准,生产部根据相关要求以 首件一致安排批量生产。如生产产品与首件不符,公司给予追究相关人 员责任,并于所造费用损失均为相关制作人承担,所有首件样品及相关 资料产权均公司所有。
项目内容首件样品确认表生产日期201109220923下单日期订单编号201109003正面图侧面图俯视图仰视图样品确认生产部采购部质检部总经办备注杭州市康博家具有限公司首件样品经相关人员签字确认一致后符合标准生产部根据相关要求以首件一致安排批量生产
有限公司
项目内容 生产日期 下单日期 首件样品确认表 规格 订单号
首件签样确认表(水印)
四川派克杰纸业有限公司
首件签样确认表(水印)
工单
产品名称、编号
机台
日期
工序
序号
检查项目
是否合格
确认
机长
工序主管
IPQC
生产线
1
无缺材、薄边、切边整齐
2
表面清洁、无污点、平整
3
尺寸:纸板切长±3mm、宽度±2mm、压线±1mm、压线适中能轻易折合成型,不爆线
4
粘合:纸板粘合牢固、无起泡、假粘
5
边压、耐破强度、环压等达到客户标准
3
检查糊盒后有无喇叭口、溢胶、粘胶、擦花、打皱
4
糊盒位粘盒牢固度的确认
5
无明显包角,漏洞及叠盖裂缝(≤4mm)
品保主管
日期
审核
日期
8
成型效果:成箱后无明显包角,漏洞及叠盖裂缝(≤4mm)
9
签样箱
订箱
1
单钉距≤50mm,双钉距≤70mm,首尾钉距13±7mm,间隔均匀,钉合牢固
2
扁丝是否合格,表观无锈斑、龟裂、剥层等有碍使用的缺陷
3
钉合舌宽≥35mm
结合
1
粘合舌宽≥30mm,粘合剂涂布均匀、充分
2
所有材料的确认:胶水型号:有效期:
印刷
1
工单、样稿、蓝图是否一致
2
检查校对印模版是否正确
3
印刷文字、图案、相对位置与彩稿或样箱一致
4
印刷颜水平线≤2mm,套印准确≤1mm
6
印刷效果:色泽鲜艳、图案文字清晰、深浅一致、箱面清洁、无重印、托墨、漏印、露底
7
开槽/模切质量:开槽/模切尺寸误差≤1-2mm、刀口光洁、无变形、无明显毛刺;面、里纸无破裂
首件签样确认表(水印)
工单
产品名称、编号
机台
日期
工序
序号
检查项目
是否合格
确认
机长
工序主管
IPQC
生产线
1
无缺材、薄边、切边整齐
2
表面清洁、无污点、平整
3
尺寸:纸板切长±3mm、宽度±2mm、压线±1mm、压线适中能轻易折合成型,不爆线
4
粘合:纸板粘合牢固、无起泡、假粘
5
边压、耐破强度、环压等达到客户标准
3
检查糊盒后有无喇叭口、溢胶、粘胶、擦花、打皱
4
糊盒位粘盒牢固度的确认
5
无明显包角,漏洞及叠盖裂缝(≤4mm)
品保主管
日期
审核
日期
8
成型效果:成箱后无明显包角,漏洞及叠盖裂缝(≤4mm)
9
签样箱
订箱
1
单钉距≤50mm,双钉距≤70mm,首尾钉距13±7mm,间隔均匀,钉合牢固
2
扁丝是否合格,表观无锈斑、龟裂、剥层等有碍使用的缺陷
3
钉合舌宽≥35mm
结合
1
粘合舌宽≥30mm,粘合剂涂布均匀、充分
2
所有材料的确认:胶水型号:有效期:
印刷
1
工单、样稿、蓝图是否一致
2
检查校对印模版是否正确
3
印刷文字、图案、相对位置与彩稿或样箱一致
4
印刷颜水平线≤2mm,套印准确≤1mm
6
印刷效果:色泽鲜艳、图案文字清晰、深浅一致、箱面清洁、无重印、托墨、漏印、露底
7
开槽/模切质量:开槽/模切尺寸误差≤1-2mm、刀口光洁、无变形、无明显毛刺;面、里纸无破裂
首件确认单(新)
软件版本号
菜单+开机键
进入工厂老化模 式方法
加键+开机键 按音量加键再连续按三次上键
其它:
喇叭左右声道和各板卡硬件是否有更改 修改方式: 备注:
工程 软件确认正常的软件版
DQE
本号
软件验 备注:
证项
品质QA 外观结
软件检测是否OK
构与软 确认人:
件综合 备注: 确认
1.生产、工程、品质制作首件
确认人
外观结构确认是否 OK
确认时间
包材、附件确认是 否OK
2.工程PIE确认整
3.软件工程
4.工程DQ接收
6.PIE工程收集统计问题 确认最终是否可量产
5.品质QA整机检测
整机验
确认人
证项 备注:
结构工艺确认是否 OK
确认人
仪器设备确认是否 OK
确认人
包装物料确认是否 OK
确认人
测试治具确认是否 OK
确认人
软件工 程
调试项
接收时间 软件烧录方式
完成时间
使用(松冠)RTD Customer TOOl v3.6 工具烧录
使用 ISP 烧录工具升级方式
使用U盘插线或插入USB口开 机直接升级方式 其它:
客户订单号
生产部 首样制
作项
机型 屏型号
备注:
物料确认是否OK
IPQC首 件确认
备注:
生产首件确认表
客户名称 首件制作时间 信号主板型号
订单生产台数 电源板/适配器规格
恒流板型号
内/外观确认结构确 认是否OK
确认人
电子物料确认是否OK
工程首 件确认
确认人
备注:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
日 期
客户
**** 有 限 公 司
首样确认表机台号产品名称 Nhomakorabea料号
表单编号:LQ-QR-QC-008 确认时间
确认项目
确认内容
确认结果 负责人签名
备注
1、不可有划伤.碰伤.脏污. 外 2、文字图案及颜色与客户样品比对
3、无错字.无漏字.字体清晰.位置准确 观 4.不可有溢墨.飞墨.重印现象
5.不可有断字.残缺,积油.起泡
尺 寸 比对客户样品
功能 条码阅读器能识别与规格一致
背胶 撕开离形纸,均匀无杂质,空洞
1.面纸切割无互连.不可有毛边.偏位 切割
2.虚线刀切透,不能断或过多,必须居中
综合判定
印 刷
品管部 负责
客户
**** 有 限 公 司
首样确认表机台号产品名称 Nhomakorabea料号
表单编号:LQ-QR-QC-008 确认时间
确认项目
确认内容
确认结果 负责人签名
备注
1、不可有划伤.碰伤.脏污. 外 2、文字图案及颜色与客户样品比对
3、无错字.无漏字.字体清晰.位置准确 观 4.不可有溢墨.飞墨.重印现象
5.不可有断字.残缺,积油.起泡
尺 寸 比对客户样品
功能 条码阅读器能识别与规格一致
背胶 撕开离形纸,均匀无杂质,空洞
1.面纸切割无互连.不可有毛边.偏位 切割
2.虚线刀切透,不能断或过多,必须居中
综合判定
印 刷
品管部 负责