包装首件确认记录表
装配首件检验点检表(装配品质专用)

11
生产时装配线是否按SOP要求使用防呆防混料检具/销钉垂直度检具全 检适配产品
12
待装配区是否只有一个编码的产品?易混物料、相似型号是否实施物 理隔离后分开生产?
备注:1、此表由装配品质班长线长或指定专人进行点检,点检时符合要求在“OK”栏填写“OK”;不符合要求在“NG”栏填写“NG”,同时在“异常情况描述”栏填写具体NG情况。 2、首件点检按要求确认合格后,由品质部LQC对首件样品进行确认按首件样品进行检验,发现异常情况,品质部有权停线,要求生产线整改OK后再生产。 3、对于生产线首件异常情况,必须由品质部组长级以上人员跟踪异常情况的处理结果,首件检验确认合格后方可进行开线生产。
首检人签名:
审核签名:
装配首件检验点检表
装配线号: 线
年/月/日果 OK NG
1
首件检验前首先确认测量工具是否良好/销钉垂直度检验工装是否损坏 或丢失,检验合格标签是否在校验有效期内
2
首件检验前首先确认装配产线物料版本号是否与最新版本物料结构一 致/版本号一致/ECN变更设变要求相符一致,
准备装配开线生产产品的SOP/SIP是否为最新有效版本,对变更位置是
3 否描述清楚,SOP/SIP是否与图纸要求/质量控制要点要求不一致的地
方
4
首件检验时是否按【质量控制要点】/【开模会议纪要】/其它技术要 求进行一一核对确认
5
首件检验时按2D图纸确认不清楚的位置是否找装配品质工程师/项目工 程师看3D图纸进行再次确认
6
试制物料第一次及量产物料第一次是否找对应品质工程师/项目工程师 进行首件检验确认,工程师与你本人首件确认是否一致
7
单独打包的附件装配生产是否按客户要求核对附件型号/图号/包装方 式一致
产品首件鉴定(First Article Inspection)报告
3.01
3.02
3.03
3.04
3.05
3.06
3.07
3.08
3.09
3.10
注1:标注“★”为必查项目,申请部门因按要求准备并提交相关的资料。凡是标注“★”的项目不满足要求,FAI不予通过。
注2:3.01-3.10中的必查项由申请部门根据顾客要求予以识别后标注“★”,并在“说明”栏内详细转述顾客的要求和通过原则。
编制/日期:审核/日期:批准/日期:
常州南车铁马科技实业有限公司
产品首件鉴定(First Article Inspection)报告
编号:QR/TZL036-02Rev:A/0
最终客户:
产品编号:
产品名称:
技术规范/图纸编号:
制造地点:
申请负责人:
鉴定时间:
FAI活动理由
新产品
更换新的制造地点
顾客书面合同要求
供货商发生变化
更改产品部件
N/A:灰色表示不适用
首件鉴定参加人员
产品生产单位(项目组)
签名
日期
职位:
职位:
职位:
职位:
检查组
签名
日期
职位:
职位:
职位:
职位:
职位:
职位查项目
G
Y
R
N/A
不合格理由
文件
1.01★
产品设计评审文件
1.02★
技术规范/图纸
1.03
合同/定单
1.04
质量计划
1.05★
型式试验大纲
G
Y
R
N/A
不合格理由
首件产品的制造过程
2.01★
质量全特性检查
SMT首件过程记录表

人机物 法 环
人机物 法 环
年 月日
巡检
13:00-15:00
15:00-17:00 18:00-20:00
06全部>28N以上、 首件外观性能 □:O K □:N G
作业详情
SMT首件过程记录表ຫໍສະໝຸດ 机种 名:料号名 称:
批量:
检查项目记录
钢网张力:① ② ③ ④ ⑤
(N/cm2)
印刷
脱模速度:
印刷速度:
数据
擦拭方式:
(湿擦) (干擦) (真空擦)
8:00-10:00
前刮刀压力: KG 后刮刀压力: KG
自动擦拭频率: 大片/次
手动擦拭频率: H/次
10:0012:00
巡检
SPI:CPK数据:
首
贴片机实装压力设定为:
(
程序名:
件 BOM,物料核对表、程序、是否正确。 贴片 每2H物料核对是否有异常、
过
抛料率:‰ 首件状态:
程
炉前抽查状态:
炉温设置
巡
程序名: 速度
查 回流 1区上: 焊 2区上:
3区上:
【cm/min】 4区上:
下:
5区上:
下:
6区上:
下:
7区上:
下: 下: 下: 下:
风机频率【Hz】:①:
操作人员是否有上岗证、技能是否符合要求。
有无电脑测试机程序、电脑测试程序名:
是否有测试配套治具、测试配套治具编号:
测试机输出参数记录:
报表是否按时填写?
极限验证板名称:
验证结果:□: O K □: N G
产品要求的包材是否按照要求使用防静电材质:塑胶托盘、静电袋、
包装方式符合要求?
作业准备验证确认记录表
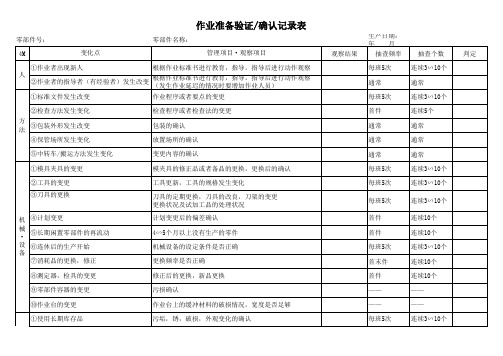
生产日期:
作业准备验证/确认记录表
零部件号:零部件名称:
料
每班5次连续3∽10个首件
连续3个通常
连续3∽10个作业人员管理人员
检验员
修正后进行再次检查④材质变更成形确认(要有初物标识,检查成绩表)1.每班次生产前,生产者和专职生产管理人员进行作业准备验证,确认变化点的状态;将其填入“观察结果”中。
2.当班检验员在首件生产前,对生产车间的作业准备验证工作进行监督,并作出判定。
②修正品的再利用材料实施流程
③让步接收品的流通
1.“观察结果”栏:如发生变化填写○,未发生该变化填写X ,不适用填写N/A 。
2.”判定“栏:确认生产车间对变化点的判定;如发生变化,确认是否采取管理措施及其实施效果的一下下。
符合OK ,不符合NG 。
3.检验员按规定的频次进行抽查,并作好产品检验记录;同时巡回检查影响产品质量的生产因素(4M1E )。
4.发现问题需立即进行改善,然后再次进行作业准备验证;记录留存质检部。
生产首件检验记录表

外观/丝印 遥 控 按键灵敏性 器
接收距离与角 度 适配器型号 电源 适配 输入电压范围 器 输出电流和功 率 型号规格
电源 插头认证号 线
线身认证号
AC/DC开关
电性 指示灯颜色 能测
试 默认语言
软件版本
安全 高压测试 性能 检测 水平测试
产品型号
说明 印刷内容 书 漏页错页
说明书数量
电视制式
伴音制式 声音/丽音检 TV 测 AV Ypbpr HDMI 布线工艺确认
点胶确认
扎带确认
胶带确认 螺钉核对
产品 屏型号 内部 检测 主板型号
OK□ NG□
电源板型号
高压板型号
扬声器型号
机振检查(80% 音量,扫频信 号)
VGA分辨率
□PAL □NTSC □SECAM □D/K □B/G □I □M □L
最终判定: 拟制:
□ 合格 审核:
□ 不合格 批准:
确认结果 ___________________
螺钉核对
机型名称 后 LOGO 铭 牌 输入电压范围
功率/W 功率 待机功率/W 检测 开机功率/W 不良现象总结:
工厂型号 铭牌LOGO
生产首件检验记录表
客户型号 屏型号
软件版本号 检验日期
确认结果
测试项目
确认结果
测试项目
确认结果
附件 检查
说明书□ 快按□ 保修卡□ 插页□ 遥控器□ 螺钉型号___________________________ 电源线□ 底坐固定板□ 底坐旋转环□ 服务卡□ 7号电池□ 遥控器说明书□ 其他:
L □NTSC □SECAM K □B/G □I □M □L
Hale Waihona Puke 客户订单号/线体样品信息
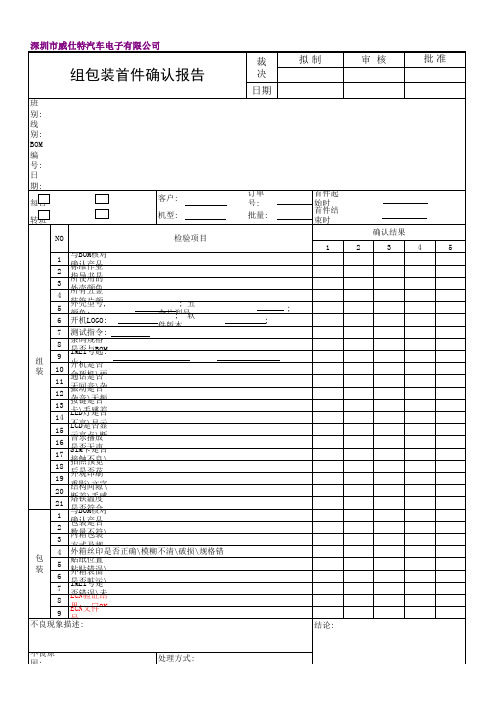
组包装首件确认报告
不良原因:
处理方式:
备注: 以上检查项目如无问题填写OK,否则为NG,NG同时发出<CAR>通知相关品质确认 保存期限:2年
文件编号:VQA-001/A1
深圳市威仕特汽车电子有限公司
组包装首件确认报告
班别: 每日首件 转班首件 NO 每批首件 工程变更 线别: 客户: 机型: 检验项目
裁 决 日期
BOM编号: 订单号: 批量:
拟制
审 核
批准
日期: 首件起始时间: 首件结束时间: 确认结果 1 2 3 4 5
1 与BOM核对确认产品一致性 2 标准作业指导书是否齐全 3 所使用的外壳颜色.丝印.LOGO是否与BOM表一致 4 所有五金装饰片颜色.丝印.LOGO是否与BOM表一致 5 外壳型号,颜色: ; 五金片型号,颜色: ; 6 开机LOGO: ; 软件版本 ; 7 测试指令: 8 条码规格是否与BOM或客户要求一致 9 IMEI号起: 止: 组 装 10 开机是否会死机\画面不正确\不开机现象 11 通话是否无回音\杂音\回音小现象 12 振动是否杂音\无振动\INT现象 13 按键是否卡\手感差\无作用\印刷\喷涂\镭雕不良\刮伤污点现象 14 LED灯是否不亮\显示暗\显示亮度不均匀\LED部分有没有透光现象 15 LCD是否显示亮点\断线\色泽不均匀\对比度不均匀现象 16 音乐播放是否无声音\破音\异音\杂音\画面马赛克现象 17 SIM卡是否接触不良\晃动造成重新checkSIM\插入.取出不良现象 18 拍照预览后是否花屏\黑屏\白屏\无法照相\显示LCD异色点现象 19 外观印刷重影\文字错误\残缺\断线\色差\刮痕\脏污是否在规格内 20 结构间隙\断差\手感(KEY.电池盖)是否在规格内 21 烙铁温度是否符合SOP和标准规定要求一致 1 与BOM核对确认产品一致性 2 包装是否数量不符\部件错装\漏装 3 内箱包装方式及规格是否与资料不符 4 外箱丝印是否正确\模糊不清\破损\规格错 包 5 贴纸位置粘贴错误\漏贴\漏丝印和内容错误现象 装 6 外箱表面是否脏污\破损 7 IMEI号是否错误\未贴条码\歪斜\皱折现象 8 ECN验证结果: □OK □NG 9 ECN文件号: 不良现象描述: 结论:
首件制作与确认流程
1.品质组长对首件与《首件确认单》上核对内 容,进行核对,并在《首件确认单》做好对 应记录 2.将首件装入PE袋中,并在上面做好对应的签 名与标示。 3.对于新产品、新订单、及特殊、订制订单的 首件,由IPQC交给业务业核对。必须经过该 订单的业务员进行核对,并签名确认。
1.核对确认好的首交还生产拉长 2.按生产计划将一个首件放置产线拉头看板指 定位置,另一个从拉头流下,每个工位的作业 人员拿起来查看与现有物料核对,无误后流入 终检位的指定位置 与拉长面对面当面交接,并在《派料 单》上备注签名确认好
1.IPQC拿对应《BOM》核对物料 2.严格按照《作业指导书》和工艺文 件进行制作 3.首件制作的数量是2个
《BOM》 《作业指导书》
拉长完成首件制作后,填写好《首件确认单》
与首件一同交IPQC核对
《首件确认单》
品质部
IPQC进行首件图档确 认
IPQC进行首件让所有的物料进行图档确认, 并在《首件确认单》做好对应记录
品质部
IPQC进行首件与MPC 样品的核对
IPQC进行首件与MPC样品的核对,确认好 作业工艺,实物对照,并在《首件确认单》 做好对应记录
品质部 业务部
生产部
IPQC将核对好的首件交品 质组长及业务员审核
3.工单完成后,首件方可投入产线包装
NO 变更日期
变更履历记录栏 变更内容
担当
承认
深圳市脉威时代科技有限公司
流程名称 序 发行部门
號 責任單位
生产部
生产部
流程图
首件制作与确认流程
发行日期
流程
物料员领完物料
SOP编号
承认
确认
确认
包装部生产作业流程
包装部生产作业流程包装生产控制程序1. 目的规范包装作业,保证品质,提高生产效率,降低成本,特制本程序。
2. 适用范围包装生产过程控制。
3. 职责3.1包装部:按质按量按时完成生产任务,控制各类损耗,提高效率。
3.2品管部:包装生产过程的品质监督和检验,报废品的确认。
3.3资材部:物料的损耗统计及核算,保证包装成品的入仓数据准确,产品报废的处理。
保证各类原材料及耗材及时到厂。
4. 作业程序4.1 生产计划及准备4.1.1包装生产主管接到生管下发的命令单后,认真阅读核对工单和交期、订单数量,做好产能人力负荷分不开析。
4.1.2 组长在确认订单后,查找样品及作业指导书,确定生产及注意事项。
没有生产首件板的在第一时间内完成生产首件样板。
4.1.3组长完成备料及作业准备后,将工作任务以《工作通知单》的形式将工作任下达给作业员。
4.1.4作业员在接到给长下发的工作通知单后按作业指导书要求生产,没有作业指导书和生产首件样板的新产品不许私自生产。
私自生产造成返工均不计工时,赔偿公司原辅料80%的损失。
4.1.5生产过程中,组长需每半小时巡线一次,发现问题及时处理。
4.1.6生产中出现异常,组长应立即处理,不能处理的上报到主管协调处理,否则造成的损失由组长负责。
4.1.7组长须对本每日生产数量填写《生产进度管控表》。
4.1.8组长对本组生产进度负责,合理的安排线上作业,确保品质、闪期、数量符合要求。
不能按期完成时,组长须提前3天填写《工单延误申请表》注明详细原因交主管审核,生管核准,并按生管核准后的交期完成。
4.1.9物料员或组长每根据包装进仓数量,制定《欠数追踪表》对需要补数的产品包装部主管要查明原因后向资材部生管提出补数申请,资材部查明原因分清责任后交总经理审批后方可补数。
4.1.10 资材部仓管员在收货时要核对订单数时,对超计划生产的产品不予收货,并立即通知包装部主管,由包装部主管查明原因分清责任上报资材部。
印刷包装制程检验作业指导书(彩盒类)
印刷包装制程检验作业指导书(彩盒类)确认上油颜色和油层效果符合要求。
过油要均匀,不得有漏油或重复油。
光泽度要符合要求。
7.作业程序:7.1制程品质管制:生产主管及领班负责制程品质管制,确保生产过程中的品质符合要求。
7.2制程品质检验:进行首件确认和抽检,确保产品品质符合要求。
若有不合格品,按照《不合格品制程程序》进行标识、隔离、重新检验。
7.3品质异常之矫正预防措施分析:生产、品管及相关人员负责分析品质异常的原因,并采取相应的矫正预防措施,确保问题不再出现。
8.记录:8.1首件检验记录:记录首件检验结果,包括纸张尺寸、印刷颜色、套色、彩印、印刷网点、图案文字、条码识别、杂色点等。
8.2抽检记录:记录抽检结果,包括产品数量、检验结果等。
8.3异常处理记录:记录品质异常的处理过程,包括原因分析、矫正预防措施等。
9.培训:所有相关人员必须接受相应的培训,包括制程品质管制、制程品质检验、品质异常矫正预防措施分析等内容。
10.修订记录:版本号修订日期修订内容修订人A/1 2020年07月30日初次发布质量部XXX文件名称:制程检验作业指导书文件编号:SF-QR-029修改状态:版本A/1生效日期:2020年07月30日目的:规范制程检验,确保有效控制过程产品质量。
范围:适用于自原物料投入至成品入库前的相关工序的检验。
权责:制程品质管制:生产主管及领班。
制程品质检验:进行首件确认和抽检,并按照《不合格品制程程序》对不合格进行标识、隔离、重新检验。
品质异常之矫正预防措施分析:生产、品管及相关人员。
参考文件:彩印制程管制程序》不合格品管理程序》定义:首件检查:旧件依据《生产指示书》、尺寸图、留样件,进行正式量产前检验。
新件依据《生产指示书》、签字稿、尺寸图、客签样(展示架类或组装类产品必须用白盒配合印刷图纸确认,做一个部件用白盒和图纸确认一个,用配套部件组装确认符合性,如尺寸,结构,颜色,细节。
新款须留一套大货样)。
成品包装首件确认表
□OK;□NG □OK;□NG □OK;□NG □OK;□NG □OK;□NG
备注:1.此表单用于每次首件检验的结果记录,如有不符立即通知相关人员确认并记录明细. 2.针对每项,若每项检查OK则在OK格子内“√”,NG则在NG格子内“√”,某项不适用则在OK格子内打“/”;
生产确认:
XX有限公司
成品包装首件确认表
日期: 年 月 日
客户名
订单号
订单数量
产品型号
投产线体
投产数量
首件数量
检验人
时间
区分
检查项
ห้องสมุดไป่ตู้
核对依据
彩盒外观(彩盒丝印,条码粘贴,批缝,脏污,刮伤等)是否符合出货要 求;
SOP/SIP
彩盒附件确 认
整箱确认
条码确认
栈板确认
扫码检验 主要材料核 对
配件
彩盒内产品包装方式是否符合出货要求; 彩盒内卡是否配装到位; 附件不可有错装,短装,多装的现象; 附件说明书类不可出现印刷异常,脏污破损,规格异常等不良.; 附件线材类不可出现实连功能不良,实量规格不符现象; 整箱外观(外箱丝印,条码粘贴,封箱方式等)是否符合出货要求; 整箱内装箱方式是否符合出货要求; 整箱间隙内不可出现其它异物; 条码(主板/机身/彩盒/外箱/栈板)列印规格,字体大小是否正确; 条码(主板/机身/彩盒/外箱/栈板)扫描显示是否正确; 条码(主板/机身/彩盒/外箱/栈板)粘贴位置是否正确; 条码(主板/机身/彩盒/外箱/栈板)是否能承受正常力度的耐磨; 栈板标签是否符合出货要求; 栈板打包方式(摆放方式,数量,菱角扎带,围膜等)是否符合出货要 求; 栈板材质,规格是否符合出货要求; 机身码 二维码 SN码
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
UNIGARDEN (DONG GUAN)CO.,LTD.(包装)首件确认记录表
课组日期:年月日
客户
PO#
ITEM#
颜色
数量
标签
极性标
产地标
条码标UL号码灯头标其它标签说明书
客户标
吊卡
电器
灯头
电线/颜色
出线长度
开关
插头
点亮
极性
接地测试
高压
VAS
主要产品
灯体尺寸(到灯头)
飞钮编号
支架(新量法)
结构□不K/D□K/D段
描述
□全活动式
□半活动式
□固定式
高度
□普通□加强
灯
罩
尺寸
颜色
外观描述
包
装
外箱尺寸
彩盒尺寸:
其它:
正
唛
侧
唛
顶唛:
底唛:
落地测试结果
注意事项说明:
结论
□待定□不可上线重做□可上线
QA:
业务:品管:工程:课长:组长:
FM-0909-01