GCR15轴承钢冶炼工艺的选择与控制
gcr15轴承钢球的热处理工艺及质量控制

gcr15轴承钢球的热处理工艺及质量控制
GCr15轴承钢球是一种高强度、高硬度、高耐磨性的工业材料,广泛应用于各种机械设备中。
为了保证GCr15轴承钢球的高品质和长寿命,必须采用适当的热处理工艺和严格的质量控制。
GCr15轴承钢球的热处理工艺主要包括:淬火、回火、正火、退火、球磨等。
其中,淬火是最关键的一个步骤,其目的是使钢球表面形成一层硬度高、强度大的贝氏体组织,从而提高其抗磨损性能和耐久性。
回火则是为了消除淬火过程中产生的残余应力和脆性,使钢球具有足够的韧性和塑性,以防止在使用过程中出现断裂等问题。
质量控制方面,需要对GCr15轴承钢球进行严格的化学成分、物理性能、金相组织、尺寸和形状等检测和测试。
特别是球面粗糙度、硬度、圆度和表面质量等指标的控制,直接影响到钢球的使用寿命和性能表现。
总之,GCr15轴承钢球的热处理工艺和质量控制是保证其优良性能和长寿命的重要保障,需要科学、严谨地操作和检测。
- 1 -。
GCr15钢管生产工艺要点与理论分析
GCr15钢管生产工艺要点与理论分析滚动轴承应用于国民经济的各个领域,是工农业不可缺少的零部件。
轴承厂用无缝钢管生产滚动轴承的轴承套圈,我国是在20世纪50年后期开始,逐步的掌握了轴承套圈的生产工艺并投入生产。
本文概要分析生产要点、关键参数及热处理工艺制度。
标签:GCr15 滚动轴承工艺要点关键参数热处理1 概述无缝钢管为原料生产轴承套圈是上世纪50年代后期,1953年鞍钢三大工程之一,鞍钢无缝厂-Φ140自动轧管机组(苏联援建)投产,当时在我国是先进、唯一的无缝钢管厂家。
由于建国后大规模经济建设,钢管需求量极大,远远满足不了市场需求。
作为当时急需的航空机构管、石油用管、枪炮军用及一般结构管都是这套Φ140机组来生产。
由于轴承钢工艺要求特殊,热处理复杂,受设备所限,在1955年后,轴承钢管生产量较少,主要用于军工等要害部门。
鉴于轴承钢管产量低、周期长、工艺复杂、热处理设备要求高等特点,至今鞍钢已经不再生产轴承钢管。
1956年后,成都钢管厂建成Φ216、Φ318周期轧管机,包钢Φ400,到1958年全国建成40余套Φ76小型无缝机组,80年衡阳建成Φ108三辊穿轧机组,随后大冶(黄石)、天津Φ250等大型国有企业相继建成投产,为我国无缝钢管蓬勃发展打下基础。
2 GCr15钢的特点及冶炼要求滚铬15钢(GCr15)至今为国内外公认的标准牌号轴承钢,为什么常用不衰呢?我们可从它的牌号和化学成份中得到答案,见下表1从表1看出:它含碳量在1%左右,含Cr量在1.5%左右,含P.S量≤0.025(属于优质钢),所以GCr15钢准确说叫高碳低合金优质铬钢。
其特点:①用高碳(1%)增加硬度和耐磨性;②用铬(1.5%)增加强度和耐腐蚀性;③加热时要防止脱碳:钢管内、外表面每边总脱碳层深度应符合高碳铬轴承钢标准(GB/18254-2002)见表2。
④非金属夹杂物和碳化物不均性等要求应符合GB/T18254-2002的规定。
gcr15圆钢生产工艺流程
gcr15圆钢生产工艺流程GCr15圆钢是一种高碳铬轴承钢,具有良好的耐磨性和高强度。
下面是GCr15圆钢的生产工艺流程,总共将分为六个步骤进行详细介绍。
第一步:原料准备GCr15圆钢的主要原材料是高质量的碳素钢和合适比例的铬。
碳素钢经过熔炼和精炼处理,铬则通常以合金的形式添加。
这些原材料经过质量检测后,配比合理,准备供下一步工艺使用。
第二步:熔炼和浇注在电炉或转炉中,将原材料放入炉中进行熔炼。
通过控制炉温和加入合适的熔剂,使原材料充分熔化和混合。
然后,将熔化的钢液倒入铸造模具中,形成圆形的坯料。
第三步:坯料预热和轧制将铸造的坯料经过预热处理,使其温度达到合适的轧制温度。
然后,将坯料送入轧机,经过一系列的轧制和拉拔工艺,使其逐渐成为所需的GCr15圆钢。
在轧制的过程中,通过调节轧机的辊缝和压力,使材料的截面逐渐变小并变成圆形。
第四步:坯料锻造和调质处理将轧制好的圆钢坯料进行热锻造,以改善其组织和性能。
通过控制锻造温度和锻造过程中的力度,使坯料的组织更加致密。
然后,对锻造后的圆钢进行调质处理,通过加热、保温和冷却等工艺,使其达到所需的力学性能和硬度。
第五步:精加工和修磨将调质处理后的圆钢进行精加工,如切割、修直、开孔等,使其形成所需的尺寸和形状。
然后,对圆钢进行修磨处理,以提高其表面粗糙度和尺寸精度。
第六步:质检和包装经过精加工和修磨后,对GCr15圆钢进行质检,包括化学成分分析、力学性能测试和硬度测试等。
合格的圆钢经过质检后,按照要求进行包装,通常采用木箱、塑料袋或纸箱等包装材料,以便于运输和储存。
以上就是GCr15圆钢的生产工艺流程,通过严格控制每个工艺步骤的参数和质量要求,可以保证生产出高质量的GCr15圆钢,满足不同行业的需求。
GCr15热处理工艺及注意事项
G C r15热处理工艺及注意事项(总2页)本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.MarchGCr15热处理工艺及注意事项一、淬火示意图,如下说明:实际淬火温度在840±10℃,若零件较大,一般取温度上限。
还可以考虑在500℃时保温一段时间。
在淬火温度时保温2小时左右(保证淬透)。
淬火后HRC>60。
淬火后冷却,先在盐水中冷却至400℃左右,以出水时工件表面不发白为最适宜。
然后迅速油冷至150℃左右,及时回火。
二、回火此材料的回火硬度和温度关系,参照下表。
25-3030-3535-4040-4545-5050-5555-60>60硬度HRC600570520480420360280<180温度℃回火保温时间取4小时左右。
三、注意事项1、工件表面开孔,或有易发生形变的地方应尽量用适量的工具进行填充加固等,以防止开裂或发生变形等情况。
2、装炉时最好用木炭保护,最好将零件装入带保护剂的箱中,或直接放入通有保护气的炉内加热,将氧化脱碳的程度降至最小。
3、淬火后冷却时,取出工件后先用刷子刷去表面的氧化皮,然后淬入10%氯化钠水溶液中,并沿工件最大截面积方向晃动,加速冷却。
4、冷至400℃左右,迅速转入油中冷却(油应该充分搅拌,实际操作时,把高压气打入油中),使之缓慢冷却,减少淬火应力。
5、工件在油中冷却至150℃左右,迅速进行回火。
一定不能在油中停放时间过长,以免引起开裂。
6、工件形状如比较复杂,截面厚度差比较大,应考虑减少在盐水中冷却的时间,防止开裂。
石钢GCr15轴承钢控制轧制和控制冷却生产实践
m 圆钢 )进 行 空冷 收集 ,使 网状 碳化 物 沿 奥 氏体 m
晶界析 出 ,产生 粗大 的 网状 碳化 物 ,其原 始组 织 为 呈粗 片状珠 光体 +网状 碳 化物 。
化 钢材 的性 能 。降低终 轧温 度及 轧制 变形 量 ,或加 快 轧后 冷速 都能有 效 防止碳 化物 在原 奥 氏体 晶界呈
维普资讯
总 第 1 5期 5 20 0 6年 第 5期
河 北冶全
20 0 6, Nu mb r5 e
Tl ol t5 a 5
石 钢 GC l r5轴 承 钢 控 制 轧 制 和 控 制 冷 却 生 产 实 践
李 连 江
( 家 庄 钢 铁 公 司 新 一 轧 厂 ,河 北 石 石家庄 003 ) 50 1
网状 析 出。
传 统 的轧 制 工 艺 是 采 用 奥 氏体 高 温 单 相 区 轧
制 、轧后 空 冷 ,由于终 轧温 度偏 高 ,碳 原子 的扩散 时间充 分 ,加上 热 轧 变形 使 二 次 碳 化 物提 前 析 出 , 冷 却后 得到 的组织 就具 有 比较严重 的网状碳 化 物 和
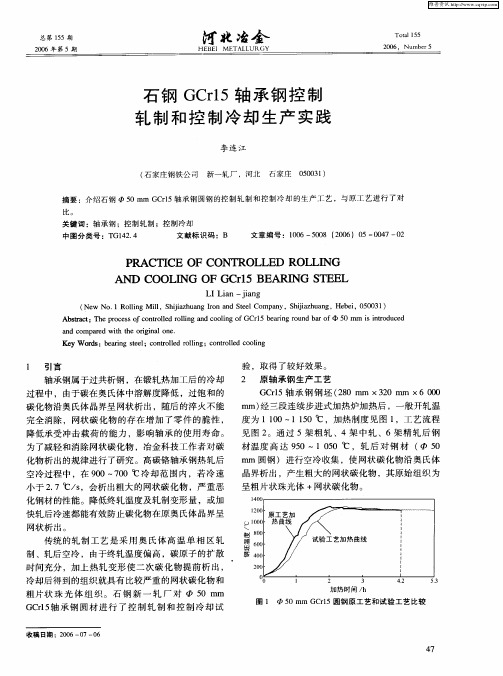
摘 要 :介 绍 石 钢 5 0mm C I 承 钢 圆 钢 的控 制 轧 制 和 控 制 冷 却 的生 产 工 艺 ,与 原 工 艺进 行 了 对 G r5轴
比。
关 键 词 :轴 承 钢 ;控 制 轧 制 ;控 制 冷 却
中 图分 类 号 :T 4 . G12 4 文 献 标 识 码 :B 文 章 编 号 :10 06—50 (0 6 5— 0 7— 2 0 8 20 )0 04 0
1
引 言
验 ,取得 了较好 效果 。 2 原 轴 承钢 生产工 艺
gcr15轴承钢球的热处理工艺及质量控制
gcr15轴承钢球的热处理工艺及质量控制GCr15轴承钢球作为高精度轴承中常用的材料之一,其性能要求十分高。
热处理是GCr15轴承钢球制造的重要工艺之一,其影响因素较多,合理的热处理工艺以及合格的质量控制能够保证GCr15轴承钢球的性能和质量。
GCr15轴承钢球的热处理工艺主要包括四个阶段:加热、保温、冷却和回火。
加热过程是将原材料加热至适当温度的过程,其温度参考值为810°C-850°C。
保温时间一般为60min-180min,以使钢球内部温度均匀并达到所需组织状态。
冷却过程是将钢球迅速降温至室温以下的过程,常用的冷却介质为冷水、风、油等。
回火温度一般为150°C-250°C,时长为1-2h,旨在消除加热时的应力集中和调整力学性能。
热处理过程中材料的金相组织结构十分重要。
热处理后的GCr15轴承钢球硬度与金相组织密切相关,淬火组织是指钢球经过冷却后的金相组织,其光洁度好、硬度高。
回火组织是指钢球经过回火处理后的金相组织,其硬度低、韧性好。
通过不同的加热温度、保温时间、降温速率等条件的组合,可得到不同的淬火组织状态,再通过回火工艺调整,最终得到合适的组织状态。
对于质量控制而言,热处理过程中钢球尺寸误差、硬度、光洁度等是需要重点关注的方面。
尺寸误差需要在加工前后得到精确控制。
硬度应根据不同的用途需求做出相应调整,一般要求硬度超过HRC60。
光洁度的要求较高,金相组织应平整、无裂纹、无气泡、无夹杂物等缺陷。
在质量控制过程中,可以采用金相显微镜、影像测量仪等设备对钢球组织和尺寸误差进行检测,并通过校正、调整等方式进行质量控制。
同时,对于热处理设备的维护保养也十分重要,设备的热稳定性对于热处理工艺及其效果有直接影响。
综上所述,热处理工艺与质量控制是保证GCr15轴承钢球质量和性能的重要手段。
通过适当的热处理工艺及其质量控制,可以获得适合不同用途的钢球组织状态,提高其耐磨性、耐腐蚀性和寿命。
GCr15轴承钢冶炼工艺的选择与控制
第4期2017年8月No.4August,2017现代盐化工Modern Salt and Chemical Industry近年来,机械设备运用及普及度的提升使钢材加工速度也随之加快。
轴承最为多种机械设备应用的核心部件,不仅直接影响到设备运行效益,同时也对设备使用安全性产生影响,因此高质量轴承钢的生产便凸显的至关重要。
GCr15轴承钢的运用,充分解决了轴承钢强度不高的问题,使轴承钢运用广泛性得到显著提升,对解决以上问题具有良好的应用效果。
1 概述轴承素称“工业的心脏”,由于轴承应具备长寿命、高精度、低发热量、高速性、高刚性、低噪声及高耐磨性等特性,这对轴承钢的化学成分均匀性、非金属夹杂物含量和类型、碳化物粒度和分布,以及脱碳等要求严格,因此轴承钢质量的好坏也成为一个国家钢铁冶炼水平的一个标志。
1.1 国内外轴承钢行业发展概况我国轴承钢制造发展已有50余年历史,在规范方面仅2010年初期阶段即已达2 200余家。
2015年,我国各类轴承配套设备生产数量更是达到83亿套,实现全部收入为912亿元。
现阶段,我国轴承生产行业实际产量逐步增加,市场需求量也有所提升,在数量方面我国实际轴承生产早已走在世界前列。
虽我国数量方面占有绝对优势,但在轴承质量、轴承降噪及轴承精度等方面仍与西方部分发达轴承制造企业存在一定的差距。
目前,在亚洲板块轴承制造领先企业以日本山楊公司为主。
而西欧则以Svenska Kullargerfabriken,Ascometal等公司技术工艺最为成熟,是现代轴承生产工艺水平较高的主要企业。
其中瑞典Svenska Kullargerfabriken公司轴承产量占世界全部产量的31%,是当前世界轴承产量最高及质量最好的轴承生产企业。
1.2 国内外轴承钢冶炼设备和工艺特点国外轴承钢冶炼主要采用大电炉设备进行熔炉,可充分解决残余元素问题,并提高轴承钢质量,通过二次精炼的方式将其与空气脱离,从而形成真空,以此降低钢结构中实际气体含量,该方法不仅有效解决了钢制轴承氧化问题,同时也进一步保障了轴承钢基础质量品质稳定。
方坯轴承钢GCr15操作要点(定稿)
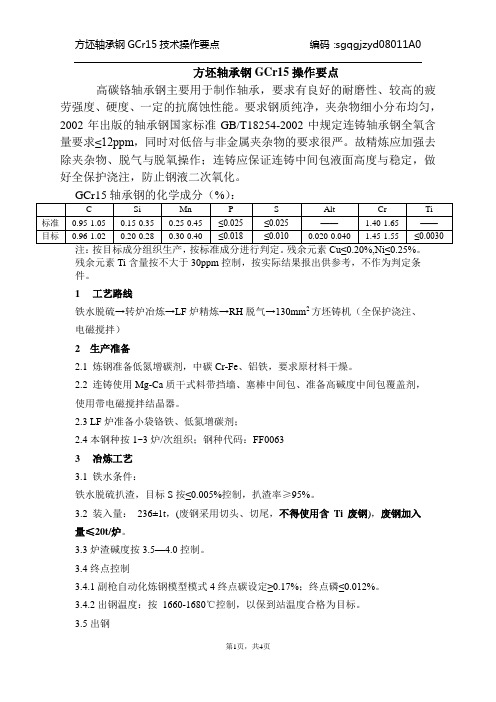
方坯轴承钢GCr15操作要点高碳铬轴承钢主要用于制作轴承,要求有良好的耐磨性、较高的疲劳强度、硬度、一定的抗腐蚀性能。
要求钢质纯净,夹杂物细小分布均匀,2002年出版的轴承钢国家标准GB/T18254-2002中规定连铸轴承钢全氧含量要求≤12ppm,同时对低倍与非金属夹杂物的要求很严。
故精炼应加强去除夹杂物、脱气与脱氧操作;连铸应保证连铸中间包液面高度与稳定,做好全保护浇注,防止钢液二次氧化。
残余元素Ti含量按不大于30ppm控制,按实际结果报出供参考,不作为判定条件。
1 工艺路线铁水脱硫→转炉冶炼→LF炉精炼→RH脱气→130mm2方坯铸机(全保护浇注、电磁搅拌)2 生产准备2.1 炼钢准备低氮增碳剂,中碳Cr-Fe、铝铁,要求原材料干燥。
2.2 连铸使用Mg-Ca质干式料带挡墙、塞棒中间包、准备高碱度中间包覆盖剂,使用带电磁搅拌结晶器。
2.3 LF炉准备小袋铬铁、低氮增碳剂;2.4本钢种按1~3炉/次组织;钢种代码:FF00633 冶炼工艺3.1 铁水条件:铁水脱硫扒渣,目标S按≤0.005%控制,扒渣率≥95%。
3.2 装入量:236±1t,(废钢采用切头、切尾,不得使用含Ti废钢),废钢加入量≤20t/炉。
3.3炉渣碱度按3.5—4.0控制。
3.4终点控制3.4.1副枪自动化炼钢模型模式4终点碳设定≥0.17%;终点磷≤0.012%。
3.4.2出钢温度:按1660-1680℃控制,以保到站温度合格为目标。
3.5出钢3.5.1出钢口状况良好,出钢时间5—8分钟。
3.5.2 出钢过程加入500kg小粒白灰100kg精品萤石。
3.5.3采用挡渣出钢,尽量减少下渣量,钢包渣层厚度≤80mm。
3.5.4 出钢到吊包在线底吹,流量500-1000l/min,以保渣面翻动为宜。
3.5.5使用正常周转包,不用新包和小修包,确保钢包自开。
3.6脱氧合金化3.6.1出钢过程加铝铁1.5Kg/t钢,用硅锰配Mn和Si,Mn的吸收率按90%,不足Si用硅铁补齐,Si的吸收率按88%计;用中碳铬铁配铬,Cr的吸收率92%,考虑铬铁增碳量; (参考铬铁成分:C:1.38%;Cr:61.86%)。