焊装夹具验收标准.doc
夹具验收标准

性
2 安全防护 底板打磨光滑无锋利锐角
治具的图 片
荣着治具验收报告
审核
第1页 共1 页
作成
何瑚
要贴保护皮套。 酯块后是否由铝制保护块,保护块是否紧固,有无脱落现象。 样书要求。
具材料为5052铝合金 直度;
确紧固,顶端要求有瓷护套以防漏电 色成形件,不可在双色交接线上布置吸盘
落、位置变动等现象 件上的定位螺孔相对位置公差为±0.2 mm 良好,工具无明显错位,定位块与工件对比无明显反装现象。
观
4 部件连接 限位柱与基板配合面,应有定位销定位,并保证垂直度;
5 治具重量 治具应易于更换拆卸,重量≤ KG
6
线路 要求线路整洁,并正确标识线码,线路顶端连接正确紧固,顶端要求有瓷
7
吸盘 在LENS表面均匀布置,吸着力分布均匀;镜面为双色成形件,不可在双色
表面光滑,不能划伤灯玻
Hale Waihona Puke 1上治具 连接处要求牢固,光滑平整,无缺陷
治 具
能正常吸住灯玻,真空吸气时要求紧固,无松动掉落、位置变动等现象
精 度
定位面的位置精度控制在±0.2mm以内,
2
定位块 定位螺孔的位置精度控制在±0.1 mm以内,且同一件上的定位螺孔相对位
定位螺钉直径的加工精度:
工件与定位块贴合后稳定无滑动,定位松紧度配合良好,工具无明显错位
装
1
定位块
配
定位块不能划伤擦伤工件
热板荣着治具
版权所有,注意保密
确认
1
外观颜色 治具颜色是否与要求一致,定位块、夹紧块是否需要贴保护皮套。 、质量 治具尼龙块、聚氨酯块表面是否平整、美观,聚氨酯块后是否由铝制保护
夹具标准

3、 装配: 3.1. 紧固螺栓采用内六角螺栓,公制标准件,在钢板厚度允许条件下,内六角头应沉入钢板表面 。 紧固需带弹簧垫圈; 3.2. 尽量从上方和侧面安装螺栓; 3.3. 定位销采用GB120-86标准销,自带装卸螺孔; 4、检测 4.1. 零件的检测采用常规量具检测; 4.2. 部件的检测采用常规检测或3D检测; 4.3. 夹具的整体检测采用3D检测,并出具最终检测报告。 4.4 夹具精度: 4.4.1主定位销的位置度公差:±0.1㎜; 4.4.2定位销的加工精度:直径+0.00~-0.05mm; 4.4.3定位面的装配公差:±0.2㎜; 4.4.4 翻转定位机构的重复定位精度:±0.2㎜(Φ200处㎜); 4.5 移动单元: 4.5.1 带有轴承及防尘装置; 4.5.2.设有限位块; 4.5.3.大型移动机构(重量大于80Kg)采用直线轴承; 4.5.4.小型移动机构采用无油润滑轴承; 5 、定位夹紧单元:
5.1 定位销应二维可调,定位销带定位面的应三维可调; 5.2. 定位夹紧块在定位夹紧方向一维调节; 5.3. 尽可能采用标准支承、定位销、连接块、过渡块和限位块,做成易换、易调整、易维修; 6、 材料表面及热处理: 6.1定位块:一般采用16mm厚的钢板,特殊部位采用19mm厚的钢板,材料采用45钢,调质T235 和发黑处理; 6.2定位销:40Cr钢,表面氧化处理,淬火 HRC55-60 ; 6.3 支承座:采用铸钢支承座,为本公司标准支撑座。 7、夹紧方式: 7.1.采用气缸自动夹紧或嘉手的手动夹钳夹紧; 8、 铭牌及标牌: 8.1. 设备设有本公司铭牌及设备标牌; 8.2. 铭牌固定上底板上。铭牌上标明夹具名称、夹具图号、使用车型、验收日期、制造商名称等 , 使用厚度为1㎜的铝板制做; 9、油漆: 9.1 生产线工装夹具均喷涂磁漆(颜色由买主规定),定位面及定位销要求发黑处理,夹具基准 面 要求防锈处理; 9.2 用颜色区分固定零件和运动零件; 9.3 外购件、标准件、非金属材料、铝件等为本色,不油漆; 9.4 所有的表面氧化零件均不油漆。
焊接夹具验收标准(含表格)-13页文档资料

焊接夹具验收标准一、产品焊接夹具验收流程二、焊接夹具制造完成后,由乙方提出申请,甲方派出技术人员到乙方的现场进行焊接夹具预验收。
二、乙方必须提供以下记录,甲方才能进行预验收工作1、焊接夹具零部件质量检验记录:1)焊接工装外观质量检验。
1) 尺寸精度检验。
2) 焊接夹具材料及热处理检验。
3) 表面粗糙度检验。
2、焊接夹具装配检验记录。
3、焊接夹具动态检验记录。
4、经过清点的焊接夹具清单。
5、焊接夹具与其对应的夹具仕样书的吻合情况自检清单。
乙方根据上述记录整理成焊接夹具自检报告提供给甲方。
三、焊接夹具的预验收1、预验收依据:1)乙方提供并由甲方确认的验收标准。
2)产品数模。
3)焊接夹具技术要求。
4)焊接夹具验收技术要求。
2、预验收程序:1)焊接夹具动、静检验见后附表。
2)焊接夹具动、静检验合格后,在乙方场地进行试焊接,利用合格的冲压件,焊接成一台总成,如符检验精度标准,则视为焊接夹具预验收合格。
四、对焊接夹具预验收过程中存在的问题及应采取的措施,乙方必须记录并形成文件,且经双方签字确认。
若没有形成文件,甲方视为夹具没有经过本次的预验收。
五、包装运输1、焊接夹具在乙方工厂预验收合格后包装发运,包装箱内附包装清单一份。
同时发运焊接夹具设计图纸资料。
2、焊接夹具应进行防水、防锈处理,焊接夹具应装箱,以防止在运输过程中磕碰。
六:焊接夹具在甲方验收时,乙方必须派出技术人员和调整工人到甲方现场进行调试,甲方技术人员配合,在甲方的验收为焊接夹具的最终验收。
七:乙方调试焊接夹具的时间不能影响合同总体进度。
八、焊接夹具的终验收1、终验收的前提是焊接夹具符合《XXX技术要求》。
2、乙方在甲方场地进行焊接夹具的安装、调试并进行焊接。
3、乙方提供了完整的、符合要求的焊接夹具技术资料。
4、能连续稳定地生产出20台合格的总成,则焊接夹具终验收合格。
九、本附件与合同具有同等法律效力。
十、本附件未尽事宜,双方通过协商解决。
甲方代表签字:乙方代表签字:年月日年月日附表:焊接夹具静态检查表焊接夹具动态检查表附件九XXX设计图纸会签确认书NO:焊接夹具及检具自检报告NO:注:1、精度根据焊接生产线、焊接总成件检具验收要求及技术要求。
夹具验收预验收标准。
安装螺栓
安装螺栓采用强度为8.8级
4
安全防护
BASE板,基座等均无锋利锐角
5
外购件
电葫芦为德马格0.5T
气动元件均为SMC产品
所有两/三联件进气口处需安装截止阀及快换接头,且所选两/三联件必须携带残压释放三通阀。
有熔焊工位的气动元件要有防护罩
运动单元
所有运动单元运动灵活且不来回晃动
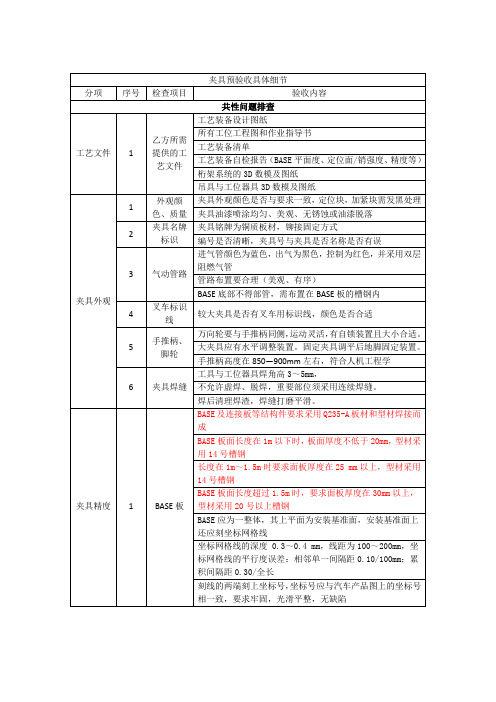
功能性问题检查
功能性
5
手推柄、脚轮
万向轮要与手推柄同侧,运动灵活,有自锁装置且大小合适。
大夹具应有水平调整装置。固定夹具调平后地脚固定装置。
手推柄高度在850—900mm左右,符合人机工程学
6
夹具焊缝
工具与工位器具焊角高3~5mm,
不允许虚焊、脱焊,重要部位须采用连续焊缝。
焊后清理焊渣,焊缝打磨平滑。
夹具精度
1
BASE板
所有压头打开角度能使零部件方便从夹具中取出
10
操作台
作业高度为600—800mm,符合人机工程学
位置应不影响焊接作业性,且易于人员操作
11
夹具的气路
动作顺序满足夹具操作要求
每步动作的先后顺序都有逻辑互锁,防止误动作
一个控制阀带气缸总数不大于8个
夹具油漆喷涂均匀、美观、无锈蚀或油漆脱落
2
夹具名牌标识
夹具铭牌为铜质板材,铆接固定方式
编号是否清晰,夹具号与夹具是否名称是否有误
3
气动管路
进气管颜色为蓝色,出气为黑色,控制为红色,并采用双层阻燃气管
管路布置要合理(美观、有序)
BASE底部不得部管,需布置在BASE板的槽钢内
定位销、块,加紧块
定位面的位置精度控制在±0.2mm以内
01 焊装夹具通用技术标准

解放卡车焊接夹具通用技术要求中国第一汽车集团公司发布Q/CAXX—XXXX—2012前言本部分由一汽解放汽车有限公司卡车厂工艺技术室提出。
本部分由一汽解放汽车有限公司规划部归口。
本部分由一汽解放汽车有限公司卡车厂工艺技术室负责起草。
本部分主要起草人:崔颖、李丽芹、冯唯。
本部分首次发布。
IQ/CAXX—XXXX—2012解放卡车焊接夹具通用技术要求1 范围本部分规定了主要用于解放卡车焊接夹具的通用要求。
本部分适合于解放卡车焊接夹具的设计与制造。
2 规范性引用文件GSB05-1426-2001 国标色卡3 解放卡车焊接夹具通用技术标准要求所有焊接夹具必须满足将零合件按产品要求定位组合,在夹紧状态下完成焊接工艺过程,每个工序合件和总成都要达到产品要求,控制在产品规定的公差范围内,最终按照生产节拍要求生产出合格产品;要求焊钳接近性好;重要表面焊点要加铜垫板,要求铜垫板厚度不小于8mm;所有装配夹具满足工艺要求。
3.1 坐标系的建立夹具设计的坐标系原则上与车身设计坐标系一致。
以汽车前轴中点为坐标原点,向上为Z坐标正向,向后为X坐标正向,面向前方右侧为Y坐标正向;反向为负。
当需要在某些特殊部位布置夹紧点时,为了方便尺寸标注,需要把局部坐标旋转变换,原则上所采用的旋转基点(轴),应取在车身设计坐标50线倍数的交点上。
3.2 基准要求1)为了保证在产品加工过程中基准的统一,需按照RPS基准系统来确定夹具主定位基准(改造焊接夹具需延用原有基准,并保证统一),定位孔及销的圆菱性必须与RPS一致,定位面可在RPS同一基准面上进行适当调整(50mm以内),且必须保证前后工序定位基准统一。
2)对于夹具的BASE板,其上表面为基准面,并且与车身坐标一个方向上的百线重合。
沿基板表面是车身坐标的另外两个方向,应加工出两道互相垂直的基准槽,并用钢印予以标记。
3)对于定位支座,高度方向的基准是支座底面,其余两个方向的基准分别是支座对称中心和底面安装基准销孔中心线。
焊装夹具验收标准(DOC)

××××轿车白车身焊接用工装技术要求验收标准一汽轿车股份有限公司产品部 发布Q/CAF01 0300 P-1-2006前言为保证轿车白车身焊接用工装质量,提高白车身焊接质量,规范轿车白车身焊接用工装的验收,特制定本标准。
本标准由一汽轿车股份有限公司技术部提出并归口。
本标准由一汽轿车股份有限公司技术部负责起草。
本标准主要起草人:赵卯、崔海滨、孙红英Q/CAF01 0300 P-1-2006索引1范围2规范性引用文件3术语和定义3.14 验收标准使用注意事项4.1 验收标准使用要领4.2 其他注意事项4验收标准5.1 工艺装备验收通项5.2焊接夹具验收项目5.2.1 第一阶段:K2结束后5.2.2 第二阶段:配线、配管完成后5.2.3 第三阶段:接通气源,夹具不带工件动作确认5.2.4 第四阶段:夹具载件动作确认5.2.5 第五阶段:一汽轿车拆箱、安装、还原5.2.6 第六阶段:一汽轿车复检Q/CAF01 0300 P-1-2006轿车白车身焊接用工装技术要求-验收标准1范围本标准规定了轿车白车身焊接用工装的验收标准。
本标准适用于轿车公司白车身焊接用工装验收。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款,其最新版本适用于本标准。
MES E6032 TG02MES E6032 TG03MES E6032 TG04MES E6032 CB02MES E6032 CB06MES E6032 CC03MES E6032 CC04MES E6032 CC05MES E6032 FA04MES E6032 HA033 术语和定义3.1 工艺装备:实现制造加工工艺要求的设备。
Q/CAF01 0300 P-1-2006 4 验收标准使用注意事项4.2.1 左件与右件的工装设备单独验收,即一套工装对应一份验收单;4.2.2 原则上各阶段使用同一验收单,由技术部存档;4.2.3 由技术部负责组织各阶段的验收工作Q/CAF01 0300 P-1-2006 5 验收标准Q/CAF01 0300 P-1-2006 5.2 焊接夹具验收项目Q/CAF01 0300 P-1-2006 5.2.2 第二阶段:配线、配管完成后Q/CAF01 0300 P-1-2006 5.2.3 第三阶段:接通气源,夹具不带工件动作确认Q/CAF01 0300 P-1-2006 5.2.4 第四阶段:夹具载件动作确认Q/CAF01 0300 P-1-2006Q/CAF01 0300 P-1-2006 5.2.5 第五阶段:一汽轿车拆箱、安装、还原Q/CAF01 0300 P-1-2006 5.2.6 第六阶段:一汽轿车复检Q/CAF01 0300 P-1-2006。
焊装夹具调试及验收技术要求精编版
焊装夹具调试及验收技术要求精编版MQS system office room 【MQS16H-TTMS2A-MQSS8Q8-MQSH16898】+8AT项目焊装夹具招标要求项目名称:+8AT项目夹具新增/改造重庆力帆乘用车有限公司目录+8AT项目焊装夹具招标要求1.简述该项目承担重庆力帆乘用车有限公司(甲方)+8AT项目夹具新增/改造(详见附件一清单,但不限于清单内容)。
乙方对以上工程负全面责任,以满足工艺、安全、可靠等方面要求。
本项目为“交钥匙”工程。
双方共同确认技术方案、工艺装备要求、供货范围及施工工程等,乙方须在该方案基础上进行完善并满足纲领和焊车需求;若后续发生工艺变更,双方协商解决或交付商务处理。
本招标要求书主要针对该设备技术要求、功能描述、责任范围等进行明确,作为甲、乙双方履行合同的技术依据。
2.生产线设计及建设基本条件电源:电压380V±10%、220V±10%、频率50Hz±2%;冷却水压力:;设备正常工作;压缩空气压力:;设备正常工作;焊装生产线使用寿命为8年或总产量50万台。
3.生产线信息生产节拍:288秒/台;生产纲领:5万/年;251天。
生产班次:双班;设备开动率:85%。
项目夹具新增/改造管理要求乙方负责+8AT焊装SE分析(输出:时序图、焊接流程图,MCP/MCS,焊点分析及优化,焊接通过性分析,搭接性分析,焊接避让,干涉性审查等)、文件输出、工艺方案及布局图的详细设计,并反应出乙方的工艺规划及流程的合理性及可行性。
项目总计划时间大纲要求30日前制定《项目计划》及项目组织架构图发送甲方确认,《项目计划》需体现甲方在该项目的管理流程中。
⑴焊接总成的组成件;⑵装入件名称、数量、零部件号;⑶装件顺序;⑷定位点、辅助定位、支撑点、压紧点的坐标位置;⑸定位及压紧形式;⑹操作高度700mm~800mm;⑺焊接形式(是电阻焊还是二氧化碳焊);⑻所用设备的规格、型号及数量;⑼前后工序,定位基准应统一;⑽所装件的名称及件数;未特殊说明部分按照行业通用规则进行提供。
焊装车间夹具检查标准
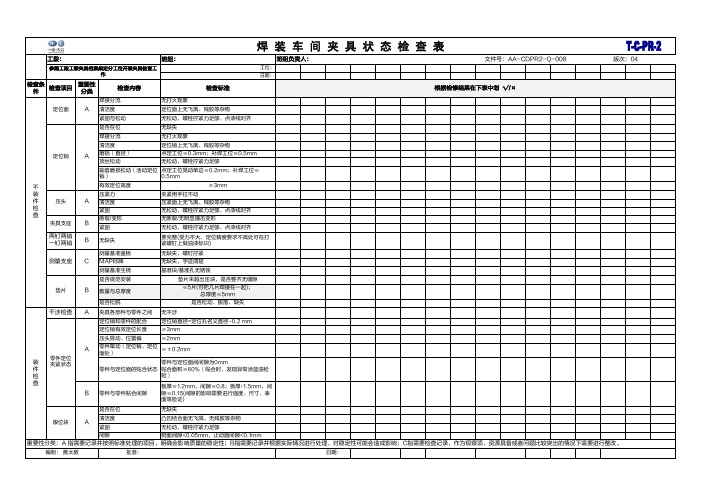
装
零件定位 夹紧状态
件
检
查
焊接分流
无打火现象
A 清洁度
定位面上无飞溅、残胶等杂物
紧固与松动
无松动,螺栓拧紧力足够,点漆线对齐
是否在位
无缺失
焊接分流
无打火现象
清洁度 A 磨损(直径)
顶丝松动
定位销上无飞溅、残胶等杂物 点定工位≤0.3mm;补焊工位≤0.5mm 无松动,螺栓拧紧力足够
轴套磨损松动(活动定位 点定工位晃动单边≤0.2mm;补焊工位≤
无缺失,螺钉拧紧 无缺失,字迹清楚
测量基准生锈
基准块/基准孔无锈蚀
是否规范安装
垫片未超出压块,是否整齐无缝隙
B 数量与总厚度
≤5片(可把几片焊接在一起); 总厚度≤5mm
是否松脱
是否松动、脱落、缺失
A 夹具各部件与零件之间 无干涉
定位销和零件的配合 定位销有效定位长度
定位销直径=定位孔名义直径-0.2 mm ≥3mm
焊装车间夹具状态检查表
工段:
班组:
参照工段工装夹具档案规定分工位开展夹具检查工 作
检查条 件
检查项目
重要性 分类
检查内容
检查标准
班组负责人:
工位: 日期:
文件号:AA-CDPR2-Q-008 根据检修结果在下表中划 √/×
版次:04
定位面
定位销检
查
夹具支座
两钉两销 一钉两销
测量支座
垫片 干涉检查
压头晃动、位置偏
≤2mm
A
零件窜动(定位销、定位 面处)
≤±0.2mm
零件与定位面间间隙为0mm 零件与定位面的贴合状态 贴合面积≥60%(贴合时,发现异常涂蓝油检
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
××××
轿车白车身焊接用工装技术要求
验收标准
一汽轿车股份有限公司产品部 发布
Q/CAF01 0300 P-1-2006
前言
为保证轿车白车身焊接用工装质量,提高白车身焊接质量,规范轿车白车身焊接用工装的验收,特制定本标准。
本标准由一汽轿车股份有限公司技术部提出并归口。
本标准由一汽轿车股份有限公司技术部负责起草。
本标准主要起草人:赵卯、崔海滨、孙红英
Q/CAF01 0300 P-1-2006
索引
1范围
2规范性引用文件
3术语和定义
3.1
4 验收标准使用注意事项
4.1 验收标准使用要领
4.2 其他注意事项
4验收标准
5.1 工艺装备验收通项
5.2焊接夹具验收项目
5.2.1 第一阶段:K2结束后
5.2.2 第二阶段:配线、配管完成后
5.2.3 第三阶段:接通气源,夹具不带工件动作确认
5.2.4 第四阶段:夹具载件动作确认
5.2.5 第五阶段:一汽轿车拆箱、安装、还原
5.2.6 第六阶段:一汽轿车复检
Q/CAF01 0300 P-1-2006
轿车白车身焊接用工装技术要求-验收标准
1范围
本标准规定了轿车白车身焊接用工装的验收标准。
本标准适用于轿车公司白车身焊接用工装验收。
2规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款,其最新版本适用于本标准。
MES E6032 TG02
MES E6032 TG03
MES E6032 TG04
MES E6032 CB02
MES E6032 CB06
MES E6032 CC03
MES E6032 CC04
MES E6032 CC05
MES E6032 FA04
MES E6032 HA03
3 术语和定义
3.1 工艺装备:
实现制造加工工艺要求的设备。
Q/CAF01 0300 P-1-2006 4 验收标准使用注意事项
4.2.1 左件与右件的工装设备单独验收,即一套工装对应一份验收单;
4.2.2 原则上各阶段使用同一验收单,由技术部存档;
4.2.3 由技术部负责组织各阶段的验收工作
Q/CAF01 0300 P-1-2006 5 验收标准
Q/CAF01 0300 P-1-2006 5.2 焊接夹具验收项目
Q/CAF01 0300 P-1-2006 5.2.2 第二阶段:配线、配管完成后
Q/CAF01 0300 P-1-2006 5.2.3 第三阶段:接通气源,夹具不带工件动作确认
Q/CAF01 0300 P-1-2006 5.2.4 第四阶段:夹具载件动作确认
Q/CAF01 0300 P-1-2006
Q/CAF01 0300 P-1-2006 5.2.5 第五阶段:一汽轿车拆箱、安装、还原
Q/CAF01 0300 P-1-2006 5.2.6 第六阶段:一汽轿车复检
Q/CAF01 0300 P-1-2006。