管道焊接检查记录资料
管道焊接检查记录
管道焊接检查记录日期:XXXX年XX月XX日检查人员:XXX1.检查目的及背景为了确保管道焊接质量符合相关标准和规定,提高管道系统的可靠性和安全性,特进行本次管道焊接检查。
2.检查范围本次检查涉及的管道焊接工作包括但不限于:-焊缝准备工作-焊材的选择和使用-焊接工艺的操作和控制-焊接设备的使用和维护-焊缝外观质量-焊缝内部质量检测3.检查过程和方法根据焊接工艺规范和标准,以及现场的实际情况,本次检查采用以下方法进行:-视觉检查:通过肉眼观察焊缝的外观质量,如焊缝的形状、长宽比、焊缝内的夹渣、焊缝与母材的结合等。
-热处理检查:检查焊缝附近的热处理标记和跟踪记录,确保热处理工艺符合要求。
-焊缝内部质量检测:采用无损检测方法,如射线检测、超声波检测等,检查焊缝内部的缺陷情况。
4.检查结果经过检查,以下为本次管道焊接工作的主要结果:4.1焊接工艺的操作和控制-工艺参数设定合理,符合焊接工艺规范的要求。
-焊机运行正常,接地良好,电源稳定。
4.2焊缝外观质量-焊缝的外观质量整体良好,焊缝形状规整,焊缝与母材接头处无明显裂纹和凹陷。
-焊丝铺设均匀,无明显的透明气孔、夹渣等缺陷。
4.3焊缝内部质量检测-采用射线检测和超声波检测方法进行焊缝内部质量检测,未发现明显的裂纹、夹渣和其它缺陷。
-焊缝与母材的结合紧密,无明显的界面间隙。
5.检查结论根据以上检查结果,本次管道焊接工作质量良好,符合相关标准和规定要求。
各项工艺参数和设备运行状况都在正常范围内,符合设计要求。
焊缝外观质量良好,无明显缺陷。
焊缝内部质量无明显缺陷。
但仍需注意焊缝质量的持续监控,防止后续的变形和开裂等问题。
6.检查意见和建议根据检查过程,我们提出以下意见和建议:-维护和保养焊接设备,确保其正常运行。
-加强对焊材的监控和质量控制。
-检查焊缝后进行验收,并保持相关检查记录。
-加强对焊缝后处理的控制和监督。
以上为本次管道焊接检查记录,供参考和提供改进的依据。
管道焊接检查记录
管道焊接检查记录日期:___年__月__日检查单位:_____________________被检查单位:_____________________检查人员:_____________________1.被检查管道基本信息管道编号:_____________________管道材质:_____________________管道规格:_____________________管道长度:_____________________2.检查内容2.1管道焊缝外观检查检查人员对管道焊缝进行外观检查,包括焊接接头、熔化区、焊道以及周围金属是否有裂纹、气孔、夹渣、不良变形等缺陷。
发现问题:_____________________处理措施:_____________________2.2管道焊缝尺寸检查检查人员使用合适的工具测量管道焊缝的尺寸,包括焊缝高度、焊缝宽度、焊缝缩口以及焊缝内外突起程度等。
发现问题:_____________________处理措施:_____________________2.3管道材质成分检测检查人员针对管道材质进行成分分析,包括化学成分及物理性能等,以验证管道材质是否符合相关标准要求。
材质成分分析结果:_____________________3.检查结果统计根据上述检查内容,对检查结果进行统计和归纳。
共检查管道数量:_____________________合格管道数量:_____________________不合格管道数量:_____________________不合格管道处理情况:_____________________4.检查结论根据检查结果,对管道焊接工艺及质量进行评价。
结论:_____________________5.检查意见和建议根据实际检查情况,对被检查单位提出相关意见和建议,以提高管道焊接质量。
意见和建议:_____________________6.检查人员签名:_____________________7.被检查单位签名:_____________________注:本检查记录仅为参考,可以根据具体检查情况进行适当调整。
管道管件现场焊接(熔接)检查记录
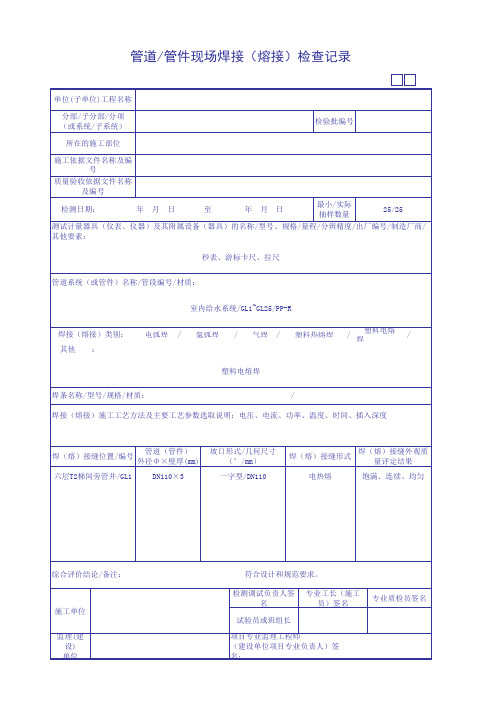
六层T2梯间旁管井/GL1
DN110×3
坡口形式/几何尺寸 (°/mm)
一字型/DN110
焊(熔)接缝形式
焊(熔)接缝外观质 量评定结果
电热熔
饱满、连续、均匀
综合评价结论/备注:
施工单位
监理(建 设) 单位
符合设计和工 员)签名
专业质检员签名
试验员或班组长
项目专业监理工程师 (建设单位项目专业负责人)签 名:
管道/管件现场焊接(熔接)检查记录
单位(子单位)工程名称
分部/子分部/分项 (或系统/子系统)
检验批编号
所在的施工部位
施工依据文件名称及编 号
质量验收依据文件名称 及编号
检测日期:
年月日
至
年月日
最小/实际 抽样数量
25/25
测试计量器具(仪表、仪器)及其附属设备(器具)的名称/型号、规格/量程/分辨精度/出厂编号/制造厂商/ 其他要素:
秒表、游标卡尺、拉尺
管道系统(或管件)名称/管段编号/材质:
室内给水系统/GL1~GL25/PP-R
焊接(熔接)类别: :
/
/
/
塑料电熔焊
/焊
/
焊条名称/型号/规格/材质:
/
焊接(熔接)施工工艺方法及主要工艺参数选取说明:电压、电流、功率、温度、时间、插入深度
焊(熔)接缝位置/编号
管道(管件) 外径Φ×壁厚(mm)
管道焊接工程检验批质量验收记录模板
管道焊接工程检验批质量验收记录模板第一篇范本(风格一):1. 施工单位:________________________2. 工程名称:________________________3. 工程位置:________________________4. 管道焊接工程检验批质量验收记录5. 检验批编号:________________________6. 检验日期:_________________________7. 前言本文档旨在记录管道焊接工程的质量验收情况,所涉及的管道焊接材料、焊接工艺、焊工资质等,均应符合相关法律法规的要求。
8. 检验范围焊接工程质量验收的范围包括但不限于以下检查项目:8.1 管道焊接接头的焊缝质量检查;8.2 焊接工艺和焊接材料的合规性检查;8.3 焊工的资质和技术能力检查;8.4 焊接过程中的可视检查和无损检测;8.5 管道焊接的外观检查;8.6 非破坏性试验(如气密性试验、水压试验)。
9. 焊接接头质量检查9.1 进行焊缝的外观检查,包括焊缝的平整度、内外焊缝是否对齐、有无气孔、裂纹、夹渣等缺陷;9.2 对焊缝进行无损检测,如超声波检测、射线检测等;9.3 进行焊缝的抽样化学成分分析和力学性能测试。
10. 焊接工艺和焊接材料合规性检查10.1 核查焊接工艺文件是否符合规定,并进行相应的审核;10.2 核查焊接材料是否符合规定,并进行抽样检测。
11. 焊工资质和技术能力检查11.1 验核焊工的资质证书;11.2 检查焊工的实际工作能力,包括焊接技术水平、操作规范和安全防护等。
12. 可视检查和无损检测12.1 对焊缝进行可视检查,发现缺陷及时修复;12.2 针对特定的焊缝,进行无损检测,如超声波检测、射线检测等。
13. 管道焊接的外观检查13.1 检查管道焊接的外观质量,包括焊缝的平整度、颜色、气孔、裂纹等。
13.2 检查管道的防腐保温层是否完好。
14. 非破坏性试验14.1 进行管道焊缝的气密性试验,确保焊缝的密封性;14.2 进行管道的水压试验,确保管道的承压能力。
管道焊接检验批质量验收记录表
管道焊接检验批质量验收记录表管道焊接检验批质量验收记录表
工程名称:
施工单位:
施工执行标准名称及编号:GB
施工单位检查评定记录:
监理(建设)单位验收意见:
分项工程名称:管道焊接验收部位
项目经理:
质量验收规范规定:
主控项目:
1.焊材的材质应符合设计要求和规范规定。
管道焊缝无损
检测应符合设计要求和规范规定。
2.焊缝表面应整齐均匀,无裂纹、未焊透、气孔、夹渣、
烧穿等缺陷。
焊缝及其周围应清除干净,不应存在电弧烧伤母材的缺陷。
焊缝宽度应符合焊接工艺规程的要求,无要求时为坡口上两侧各加宽0.5mm~2mm。
焊缝余高应为0mm~2mm。
3.局部不应大于3mm且长度不大于50mm。
大于0.8mm
或大于12.5%管壁厚(取二者中的较小值),任何长度均不合格。
大于6%~12.5%管壁厚或大于0.4mm(取二者中的较小值),在焊缝任何300mm连续长度中不超过50mm或焊缝的
1/6,取二者中的较小值。
小于等于0.4mm或小于等于6%管
壁厚(取二者中的较小值),任何长度均合格。
施工单位检查评定结果:
项目专业质量检查员:
项目专业质量(技术)负责人:年月日
监理(建设)单位验收结论:。
管道焊接组对检查记录
工程名称:
序号 检查焊口编号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 检验人:管道组对焊接检查记录Fra bibliotek组对间隙
对接焊 承插焊 1~2.0 1.5~2.5
焊缝外观
撬装编号:
焊缝宽度 0.5~2.0
焊缝余高 0~2
咬边深度
焊缝 平滑度 凹凸小于
1.5
日期:
1.管道焊接组对按照《石油天然气建设工程施工质量验收规范站内工艺管道工程》SY4203-2016标准要求执 行,根据区域抽查不低于10%。 2.焊缝外观应该无飞溅、表面均匀整齐、不应存在有害焊瘤、凹坑、裂纹等。 3.咬边深度<0.3~0.5,且单个长度<30,在焊缝任何300mm连续长度内,咬边累计长度不应>50mm,累计长 度不应大于焊缝周长的15%。
管道管件现场焊接检查记录
管道管件现场焊接检查记录日期:XX年XX月XX日项目名称:XXX工程施工单位:XXX公司检查人员:XXX一、检查目的:1.确保现场焊接作业的质量符合相关标准和规范要求;2.发现并纠正焊接过程中可能存在的质量问题,确保焊接接头的完整性和可靠性。
二、检查内容:1.焊接预制件的准确性和完整性;2.焊接工艺符合规范要求;3.焊接接头的焊缝质量;4.焊接材料的质量;5.焊接设备和操作人员的合格性;6.焊接接头的尺寸和装配质量。
三、检查过程:1.检查焊接预制件检查焊接预制件的准确性和完整性,确认是否符合设计要求和工艺要求。
检查焊缝是否清理干净,是否有氧化层或污染等情况。
如发现问题及时进行整改。
2.检查焊接工艺核对焊接工艺文件,确认焊接工艺是否正确执行,包括焊接电流、电压、速度、焊接层数等参数是否符合规范要求。
检查焊接工艺参数记录是否准确、完整。
3.检查焊接接头的焊缝质量对焊接接头进行目视检查和无损检测,检查焊缝的牢固性、质量是否合格。
对焊缝进行外观检查,确认焊缝表面是否平整,是否有裂纹、缺陷、疤痕、气孔等问题。
如果存在问题,及时拆除焊缝,并重新进行焊接。
4.检查焊接材料的质量核对焊接材料的合格证明,确认焊条、焊丝等材料是否符合规范要求。
检查焊材的焊缝成分是否符合要求,防止掺杂杂质和低质量材料的使用。
5.检查焊接设备和操作人员的合格性核实焊接设备的合格证明和检测报告,确认设备是否符合安全规范,并检查焊机调整情况。
对焊工进行操作证件的核查,确认焊工是否具备相关的操作技能和资质。
6.检查焊接接头的尺寸和装配质量测量焊接接头的尺寸,对比设计要求和焊接图纸,确认焊缝的尺寸是否符合要求,并对焊接接头的装配质量进行检查,确认各接头的位置和角度是否正确。
四、检查结果:经过现场检查,发现以下问题:1.焊接预制件的准确性和完整性存在一些问题,需进行整改;2.焊接工艺参数记录不完整,需补充;3.焊接接头存在一些外观缺陷,需重新进行焊接;4.焊接材料的焊缝成分不符合要求,需更换;5.一名焊工的操作证件过期,需更新。
管道管件现场焊接(熔接)检查记录
焊(熔)接缝外观 质量评定结果
综合评价结论/备注 施工单位检测调试负责人
监理(建设)单位
专业监理工程师 (建设单位项目技术负责人):
专业工长
施工单位 专业质检员
施工班组长
商/
其他要素:
管道系统(或管件)名称/管段编号/材质 焊接(熔接)类别: 电弧焊 /氩弧焊 /气焊
/塑料热熔 焊
/塑料电熔接
/其 他
焊条名称/型号/规格/材质
焊接(熔接)施工工艺方法及主要工艺参数选取说 明:
焊(熔)接缝位置/编号
管道(管件) 外径Φ×壁厚
(mm)
坡口形式/几何尺 寸
(°/mm)
焊(熔)接缝形式
管道/管件现场焊接(熔接)检查记录
GD-C4-643
单位(子单位)工程名称 01
施工单位
检验批编号
分部/子分部/分项 (系统/子系统)
施工依据文件名称及编号
质量验收依据文件名称及编 号
施工部位
最小/实际 抽样数量
检查日期
年月日 至
年月日
测试计量器具(仪表、仪器)及其附属设备(器具)的名称/型号、规格/量程/分辨精度/出厂编号/制造厂
3、管道管件现场焊接(熔接)检查记录
1至////监理(建设) 单位项目专业监理工程师(建设单位项目专业负责人)签名:施工单位检测调试负责人签名专业工长(施工员)签名专业质检员签名试验员或班组长综合评价结论/备注:符合设计和规范要求。
首层室内给水系统/JL-29-sDN50×3.5一字型/DN50热熔焊饱满、连续、均匀焊接(熔接)施工工艺方法及主要工艺参数选取说明:电压、电流、功率、温度、时间、插入深度PP-R给水管道及配件采用热熔连接,压力等级为1.25MPa焊(熔)接缝位置/编号管道(管件) 外径Φ×壁厚(mm)坡口形式/几何尺寸(°/mm)焊(熔)接缝形式焊(熔)接缝外观质量评定结果/:塑料热熔焊焊条名称/型号/规格/材质:/测试计量器具(仪表、仪器)及其附属设备(器具)的名称/型号、规格/量程/分辨精度/出厂编号/制造厂商/其他要素:秒表、游标卡尺、拉尺管道系统(或管件)名称/管段编号/材质:室内给水系统/JL-29-s/PP-R焊接(熔接)类别:焊施工依据文件名称及编号建筑给水排水及供暖施工方案质量验收依据文件名称及编号《建筑给水排水及采暖工程质量验收规范》GB50242-2002检测日期:2017年 12 月 15 日2017年 12 月 15 日最小/实际 抽样数量全/24分部/子分部/分项 (或系统/子系统)建筑给水排水及采暖/室内给水系统/室内给水管道及配件安装检验批编号GD-C5-7121所在的施工部位首层管道/管件现场焊接(熔接)检查记录GD-C4-643单位(子单位)工程名称。
管道焊接检查表格
4
焊接材料
焊条/焊丝型号
与设计要求相符,无混用现象
合格/不合格
5
焊条/焊丝烘干
按规定进行烘干,无潮湿现象
合格/不合格
6
保护气体纯度
符合设计要求,无杂质、水分等
合格/不合格
7
焊接工艺
焊接参数设置
符合设计要求
符合设计要求,无过高或过低现象
管道焊接检查表格
以下是一个管道焊接检查表格的样板。此表格可以根据实际的管道焊接项目、检查项目、检查标准、检查结果和备注进行修改和调整。
序号
管道焊接项目
检查项目
检查标准
检查结果
备注
1
管道准备
表面清洁度
无油污、锈蚀、杂质等
合格/不合格
2
管口形状
管口平整,无毛刺、裂纹等缺陷
合格/不合格
3
对口间隙
符合设计要求,无过大或过小现象
合格/不合格
9
焊接顺序及方向
符合设计要求,无跳焊、漏焊等现象
合格/不合格
10
焊缝质量
外观质量
无夹渣、裂纹、气孔等缺陷,焊缝饱满、平滑
合格/不合格
11
尺寸精度
符合设计要求,无超标现象
合格/不合格
12
内部质量检测(如X射线检测)
无内部缺陷,如气孔、裂纹等
合格/不合格
此表格可根据具体需求进行扩展或缩减。在实际使用中,应根据具体项目的特点和要求进行检查和记录。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
单位(子单位)工程名称
安利10#楼改造工程
子分部(系统)工程名称
管道安装工程
验收部位、区、段
蒸汽管道安装
安装单位
湖南省工业设备安装公司
项目经理(负责人)
梁晶
施工执行标准名称及编号
工业金属管道工程施工及验收规范GB50235-97
管线号
管道
焊缝编号
焊接方法
坡口名称
焊条型号
规格
外观检查
GD2302011
单位(子单位)工程名称
安利10#楼改造工程
子分部(系统)工程名称
管道安装工程
验收部位、区、段
蒸汽管道安装
安装单位
湖南省工业设备安装公司
项目经理(负责人)
梁晶
施工执行标准名称及编号
工业金属管道工程施工及验收规范GB50235-97
管线号
管道
焊缝编号
焊接方法
坡口名称
焊条型号
规格
外观检查
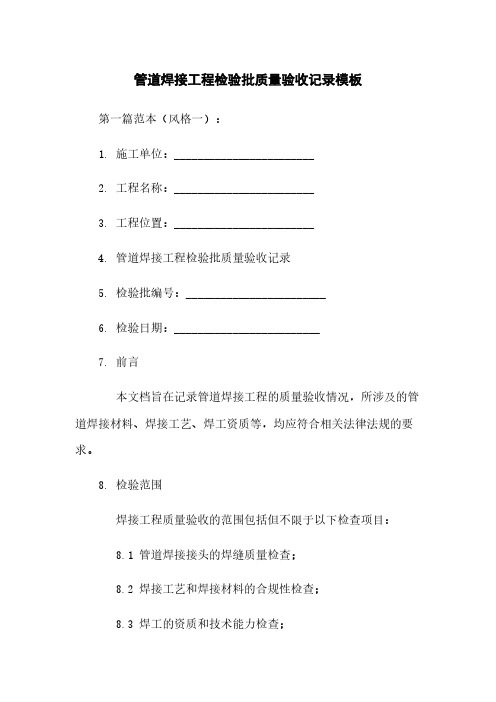
管道焊接检查记录
GD2302011
单位(子单位)工程名称
安利10#楼改造工程
子分部(系统)工程名称
管道安装工程
验收部位、区、段
蒸汽管道安装
安装单位
湖南省工业设备安装公司
项目经理(负责人)
梁晶
施工执行标准名称及编号
工业金属管道工程施工及验收规范GB50235-97
管线号
管道
焊缝编号
焊接方法
坡口名称
焊条型号
φ57*3.5
7
氩弧焊
V
TIG-50
合格
20#
φ57*3.5
8
氩弧焊
V
TIG-50
合格
20#
φ57*3.5
9
氩弧焊
V
TIG-50
合格
20#φ76Βιβλιοθήκη 410氩弧焊V
TIG-50
合格
20#
φ76*4
11
氩弧焊
V
TIG-50
合格
安装单位检查评定结果
专业工长(施工员)
检测人员
项目专业质量检查员:年月日
管道焊接检查记录
规格
外观检查
情况
材质
规格及壁厚
20#
φ89*4.5
56
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
57
氩弧焊
V
TIG-50
合格
20#
20#
φ89*4.5
34
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
35
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
36
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
37
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
38
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
39
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
管道焊接检查记录
GD2302011
单位(子单位)工程名称
安利10#楼改造工程
子分部(系统)工程名称
管道安装工程
验收部位、区、段
蒸汽管道安装
安装单位
湖南省工业设备安装公司
项目经理(负责人)
梁晶
施工执行标准名称及编号
工业金属管道工程施工及验收规范GB50235-97
管线号
管道
焊缝编号
焊接方法
坡口名称
焊条型号
氩弧焊
V
TIG-50
合格
20#
φ76*4
19
氩弧焊
V
TIG-50
合格
20#
φ76*4
20
氩弧焊
V
TIG-50
合格
20#
φ76*4
21
氩弧焊
V
TIG-50
合格
20#
φ76*4
22
氩弧焊
V
TIG-50
合格
安装单位检查评定结果
专业工长(施工员)
检测人员
项目专业质量检查员:年月日
管道焊接检查记录
GD2302011
40
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
41
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
42
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
43
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
44
氩弧焊
V
TIG-50
合格
安装单位检查评定结果
专业工长(施工员)
检测人员
项目专业质量检查员:年月日
管道焊接检查记录
情况
材质
规格及壁厚
20#
φ89*4.5
45
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
46
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
47
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
48
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
49
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
50
氩弧焊
V
TIG-50
单位(子单位)工程名称
安利10#楼改造工程
子分部(系统)工程名称
管道安装工程
验收部位、区、段
蒸汽管道安装
安装单位
湖南省工业设备安装公司
项目经理(负责人)
梁晶
施工执行标准名称及编号
工业金属管道工程施工及验收规范GB50235-97
管线号
管道
焊缝编号
焊接方法
坡口名称
焊条型号
规格
外观检查
情况
材质
规格及壁厚
合格
20#
φ89*4.5
51
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
52
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
53
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
54
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
55
氩弧焊
V
TIG-50
合格
安装单位检查评定结果
专业工长(施工员)
检测人员
项目专业质量检查员:年月日
V
TIG-50
合格
20#
φ89*4.5
30
氩弧焊
V
TIG-50
合格
20#
φ76*4
31
氩弧焊
V
TIG-50
合格
20#
φ76*4
32
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
33
氩弧焊
V
TIG-50
合格
安装单位检查评定结果
专业工长(施工员)
检测人员
项目专业质量检查员:年月日
管道焊接检查记录
GD2302011
单位(子单位)工程名称
安利10#楼改造工程
子分部(系统)工程名称
管道安装工程
验收部位、区、段
蒸汽管道安装
安装单位
湖南省工业设备安装公司
项目经理(负责人)
梁晶
施工执行标准名称及编号
工业金属管道工程施工及验收规范GB50235-97
管线号
管道
焊缝编号
焊接方法
坡口名称
焊条型号
规格
外观检查
情况
材质
规格及壁厚
20#
φ76*4
23
氩弧焊
V
TIG-50
合格
20#
φ48*3
24
氩弧焊
V
TIG-50
合格
20#
φ48*3
25
氩弧焊
V
TIG-50
合格
20#
φ57*3.5
26
氩弧焊
V
TIG-50
合格
20#
φ57*3.5
27
氩弧焊
V
TIG-50
合格
20#
φ48*3
28
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
29
氩弧焊
情况
材质
规格及壁厚
20#
φ76*4
12
氩弧焊
V
TIG-50
合格
20#
φ76*4
13
氩弧焊
V
TIG-50
合格
20#
φ76*4
14
氩弧焊
V
TIG-50
合格
20#
φ76*4
15
氩弧焊
V
TIG-50
合格
20#
φ76*4
16
氩弧焊
V
TIG-50
合格
20#
φ76*4