点焊机参数设定对照表
点焊参数初始设定参考
7 2 五步电流递增设定 2 450 300 1.5 3 500 500 1.0
7 2 五步电流递增设定 2 150 300 0.5 脉冲1焊接时间 (周) 12 14 6 7 6 7 6 7 3 250 500 0.5 冷却时间 (周) 1 1 2 2 2 2
非镀锌板和电镀锌板焊接 GMT范围 (mm) 0.70-1.09 1.10-1.39 1.40-1.59 1.60-1.79 1.80-2.09 2.10-2.39 2.40-2.79 2.80-2.99 3.00-3.40 步数 增加电流 焊点数 增加电流/点 焊接压力(kgf) 总焊接时间 低碳钢 高强度 (周) 钢 218 304 9 304 431 10 431 431 12 431 545 15 545 545 727 727 863 545 727 727 863 863 1 150 100 1.5 18 21 24 28 28 焊接脉冲数 1 1 2 3 3 3 4 4 4 4 450 600 0.75 焊接电流(kA) 保持时间 低碳钢 高强度 (周) 钢 9.0 9.5 2 9.5 10.0 2 10.0 10.0 2 10.5 11.0 4 11.0 11.5 12.0 12.5 13.0 5 675 900 0.75 11.5 12.0 12.0 13.0 13.0 4 4 8 8 8 总计 2025 2500 / GMT范围 (mm) 0.70-1.09 1.10-1.39 1.40-1.59 1.60-1.79 1.80-2.09 2.10-2.39 2.40-2.79 2.80-2.99 3.00-3.40 步数 增加电流 焊点数 增加电流/点 焊接压力(kgf) 总焊接时间 低碳钢 高强度 (周) 钢 218 304 12 304 431 14 431 431 18 431 545 21 545 545 727 727 863 545 727 727 863 863 1 150 100 1.5 24 28 30 35 35
路杰点焊机参数解释

路杰公司点焊机参数解释
第一阶段:
C1:预压时间(表示上电极动作压到工件的时间,如果此参数太小则可能出现炸火的现象。
)
C21:焊接周期(表示焊机焊接放电的时间)根据工件情况调节此参数
C41: 放电电流(表示焊机放电焊接时的电流大小)(此参数调节太小则焊不牢,太大则烧坏所焊工件)
第二阶段
C22:即第一阶段完成工件焊接后到第二阶段焊接开始之间的时间停留段长短。
C23: 焊接周期(同第一段C21功能一样)
C42:放电电流(同第一阶段C41功能一样0
第三阶段:
C24: (同第二阶段C22功能一样)
C25: (同第二阶段C23功能一样)
C43: (同第二阶段C42功能一样)。
点焊参数
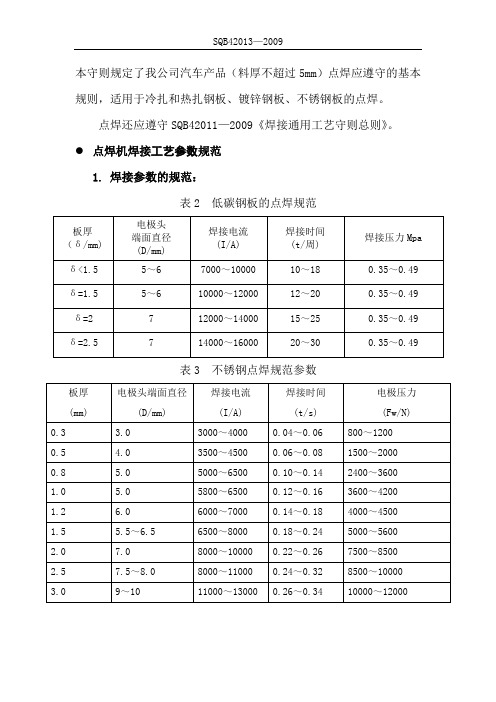
本守则规定了我公司汽车产品(料厚不超过5mm)点焊应遵守的基本规则,适用于冷扎和热扎钢板、镀锌钢板、不锈钢板的点焊。
点焊还应遵守SQB42011—2009《焊接通用工艺守则总则》。
点焊机焊接工艺参数规范
1.焊接参数的规范:
表2 低碳钢板的点焊规范
表3 不锈钢点焊规范参数
表4 镀锌钢板的点焊规范
2.点焊接头的最小搭边宽度和焊点的最小点距
a)点焊接头的最小搭边宽度见图1
最小搭边宽度
b = 4δ+8 (当δ
1<δ
2
时,按δ
2
计算)
其中 b ——搭边宽度,mm ;δ——板厚,mm
图1 搭边尺寸
b)点焊接头的最小搭边宽度和焊点的最小点距见表4
表4 点焊接头的最小搭边宽度和焊点的最小点距单位mm
3.点焊熔核直径的合格判定基准
点焊熔核直径合格判定基准见表5
表5 点焊熔核直径的合格判定基准单位: mm。
点焊机技术参数
点焊机技术参数
牌:斯特杰能型号:ST-18501、性能特点:
A、采用精确的数字控制,并可随意更改、调用;
B、运用脉冲式可确保焊接牢固、焊点美观;
C、9段LED显示各焊接参数;
D、工作台升降手拧式锁紧,电极立体式调节,使操作者可以轻易地焊接各种形状、尺寸的电池;
E、对电网电压自动监测、跟踪补偿。
功率大、操作简单、焊接可靠。
2、电气参数:功率10KVA(最大)输入频率50/60 Hz输入电压220 V输入气源7~8 Bar(公斤/平方厘米)初级电流5~40 A次级短路电流1800 A次级空载电压5、5 V最大工作气压6 公斤/平方厘米最小工作气压0、5 公斤/平方厘米进气接头直插式3、机械结构:整机结构一体化结构焊臂结构伸缩摆动控制电极至机体距离80~95毫米(可伸缩调节)气缸直径25毫米气缸行程25毫米(最大)电极直径3、00毫米最小电极距离0、1毫米4、焊接控制:脉冲数0~9脉冲能量级0~999自动补偿范围+40V ~ -40V面板数字显示9段LED 显示系统主控电脑8位微处理器系统记忆器EEPROM参数调整按钮触摸按钮开关操作控制方式微动开关控制5、外围规格:外围尺寸458 X374 X267mm总重量40千克包装尺寸500 X400 X300mm深圳市斯特杰能机电设备有限公司
第 1 页共 1 页。
点焊参数指导

点焊参数指导~1~~2~【补正】【设定条件的注意要点】①使用薄板侧条件时、板厚比在 1.4以上时,电流值取其相加平均值。
②使用垫板及SR30(SR40)的电极时,电流提高10%。
③设定加压力如果不会跳到490N(50kg)时,取高一档加压力。
例如:对于2100N(220kg)请使用2450N(250kg)的电流值、通电时间。
④使用垫板时,当下板<上板(3 层板重叠时的中间板),电流计算上的下板=上板(3层重叠时的中间板)+上板(3 层重叠时:中间板-下板)。
⑤以上条件为通常的参考性标准,实际操作中,还要根据具体情况来设定。
⑥“通电时间”的“t”指使用的板厚值(单位:mm)3、系列焊接的适用值②镀层钢板板厚要在 1.0mm以下③裸钢板的板厚要在 1.2mm以下。
4、打点焊接的系列焊接条件~3~电流值、通电时间选定指南材质类型板层数表面处理加压压力选择建议电流值通电时间同材质PINCHER(夹钳型)2层3层4层取薄板厚度取最厚的2层板的平均值相加平均最大条件STUD(柱压型钳)2层3层相加平均取最厚的2层板的平均值相加平均最大条件不同种材质PINCHER(夹钳型)2层只有裸材含镀层相加平均(全部有镀层)相加平均相加平均相加平均STUD(柱压型钳)3层◆4层只有裸材含镀层取电流值最大2层板的平均值全部镀层取最厚的2层板的平均值最大条件最大条件※电流值=9680+10340※通电时间=(8+2+2)+(10+2+2)【设定条件举例】①SHP28 1.2t, SGAC270-45/45 1.4t, SGAH28-45/45 1.6t夹型钳、直接⑴加压力:SGAC270-45/45 1.4t:2.94KN(300Kg)SGAH270-45/45 1.6t:3.43KN(350Kg)(2.94+3.43)/2= 3.19KN(325Kg)⑵电流值、通电时间:参考“设定加压力3430N(350Kg)”一栏。
SGAC270-45/45 1.4t 1.6t:11,300N+100012,300 N SGAC270-45/45 1.6t 1.6t:11,300N+100012,300 N 补正后※电流值(电流值最高的2层的 1等级的相加平均) =(12300+12500)/2= 12400 A※通电时间(最大条件:1.6t镀板28)=16+2(补正)= 18周波②系列SENC 0.8tSPC 1.0t⑴加压力:镀板28 0.8t柱压钳1760N(180Kg)(加压侧)⑵电流值、通电时间:参考“设定加压力1960N(200Kg)”一栏。
电阻点焊的主要技术参数.
电阻点焊的主要技术参数电阻点焊的焊接技术参数主要由焊接时间、焊接电极压力和焊接电流三项,可根据钢筋级别、直径及焊接性能等选定。
合理正确的参数值,要经过点焊过程中积累的经验来确定,不可生搬硬套。
1)焊接电流焊接电流是指点焊时电极通过钢筋的电流。
焊接电流的调节是通过电焊机变压器的分级转换开关的调节实现的,所以一般焊接电流这个参数由变压器级次的高低来反映,变压器级次高则焊接电流大,变压器级次低则焊接电流小。
焊接电流值的确定与钢筋直径的大小和通电时间长短有关,其间的函数关系可以表达为:焊接电流和焊接钢筋直径成正比,与通电时间成反比。
2)焊接时间点焊机的焊接时间由四部分组成:预压时间,通电时间,锻压时间,休息时间。
预压时间:即是钢筋放大电极之后,已加上电极压力,但尚未通上焊接电流的时间。
通电时间:为已通上焊接电流的时间。
锻压时间:是焊接电流切断后,电极压力持续至消失的时间。
休息时间:是指电极工作停歇间隔时间。
在上述四段时间中,通电时间是和焊接质量密切相关的,因此焊接参数主要是指通电时间。
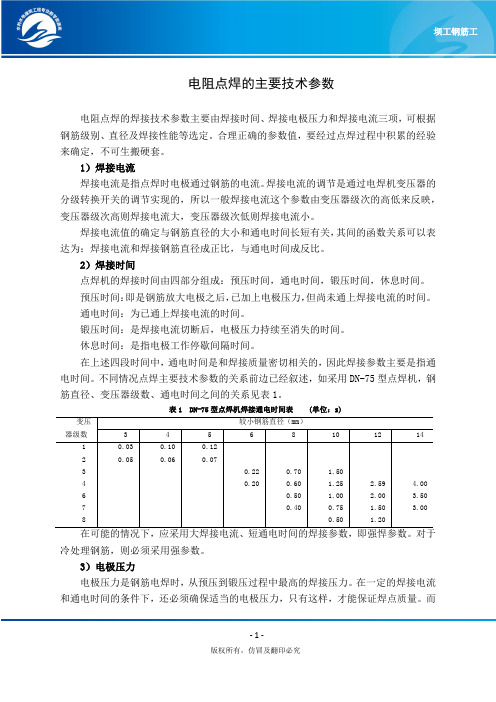
不同情况点焊主要技术参数的关系前边已经叙述,如采用DN-75型点焊机,钢筋直径、变压器级数、通电时间之间的关系见表1。
表1 DN-75型点焊机焊接通电时间表 (单位:s)变压器级数较小钢筋直径(mm)3 4 5 6 8 10 12 141 0.03 0.10 0.122 0.05 0.06 0.073 0.22 0.70 1.504 0.20 0.60 1.25 2.59 4.006 0.50 1.00 2.00 3.507 0.40 0.75 1.50 3.008 0.50 1.20冷处理钢筋,则必须采用强参数。
3)电极压力电极压力是钢筋电焊时,从预压到锻压过程中最高的焊接压力。
在一定的焊接电流和通电时间的条件下,还必须确保适当的电极压力,只有这样,才能保证焊点质量。
而- 1 -电极压力主要和钢筋直径有关,焊接钢筋直径大,电极压力也大,它们成正比关系。
点焊机的技术参数
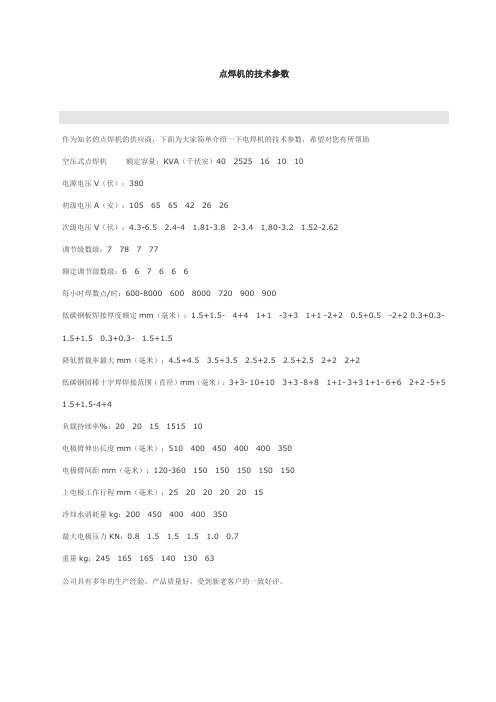
点焊机的技术参数
作为知名的点焊机的供应商,下面为大家简单介绍一下电焊机的技术参数,希望对您有所帮助
空压式点焊机额定容量:KVA(千伏安)402525161010
电源电压V(伏):380
初级电压A(安):105 6565422626
次级电压V(伏):4.3-6.5 2.4-4 1.81-3.82-3.4 1.80-3.2 1.52-2.62
调节级数级:778777
额定调节级数级:66766 6
每小时焊数点/时:600-80006008000720900900
低碳钢板焊接厚度额定mm(毫米):1.5+1.5- 4+4 1+1 -3+3 1+1 -2+20.5+0.5 -2+2 0.3+0.3- 1.5+1.5 0.3+0.3- 1.5+1.5
降低暂载率最大mm(毫米):4.5+4.5 3.5+3.5 2.5+2.5 2.5+2.52+22+2
低碳钢园棒十字焊焊接范围(直径)mm(毫米):3+3- 10+103+3 -8+81+1- 3+3 1+1- 6+62+2 -5+5 1.5+1.5-4+4
负载持续率%:202015151510
电极臂伸出长度mm(毫米):510400450400400350
电极臂间距mm(毫米):120-360150150150150150
上电极工作行程mm(毫米):252020202015
冷却水消耗量kg:200450400400350
最大电极压力KN:0.8 1.5 1.5 1.5 1.00.7
重量kg:24516516514013063
公司具有多年的生产经验,产品质量好,受到新老客户的一致好评。
电阻点焊的主要技术参数.
电阻点焊的主要技术参数电阻点焊的焊接技术参数主要由焊接时间、焊接电极压力和焊接电流三项,可根据钢筋级别、直径及焊接性能等选定。
合理正确的参数值,要经过点焊过程中积累的经验来确定,不可生搬硬套。
1)焊接电流焊接电流是指点焊时电极通过钢筋的电流。
焊接电流的调节是通过电焊机变压器的分级转换开关的调节实现的,所以一般焊接电流这个参数由变压器级次的高低来反映,变压器级次高则焊接电流大,变压器级次低则焊接电流小。
焊接电流值的确定与钢筋直径的大小和通电时间长短有关,其间的函数关系可以表达为:焊接电流和焊接钢筋直径成正比,与通电时间成反比。
2)焊接时间点焊机的焊接时间由四部分组成:预压时间,通电时间,锻压时间,休息时间。
预压时间:即是钢筋放大电极之后,已加上电极压力,但尚未通上焊接电流的时间。
通电时间:为已通上焊接电流的时间。
锻压时间:是焊接电流切断后,电极压力持续至消失的时间。
休息时间:是指电极工作停歇间隔时间。
在上述四段时间中,通电时间是和焊接质量密切相关的,因此焊接参数主要是指通电时间。
不同情况点焊主要技术参数的关系前边已经叙述,如采用DN-75型点焊机,钢筋直径、变压器级数、通电时间之间的关系见表1。
表1 DN-75型点焊机焊接通电时间表 (单位:s)变压器级数较小钢筋直径(mm)3 4 5 6 8 10 12 141 0.03 0.10 0.122 0.05 0.06 0.073 0.22 0.70 1.504 0.20 0.60 1.25 2.59 4.006 0.50 1.00 2.00 3.507 0.40 0.75 1.50 3.008 0.50 1.20冷处理钢筋,则必须采用强参数。
3)电极压力电极压力是钢筋电焊时,从预压到锻压过程中最高的焊接压力。
在一定的焊接电流和通电时间的条件下,还必须确保适当的电极压力,只有这样,才能保证焊点质量。
而- 1 -电极压力主要和钢筋直径有关,焊接钢筋直径大,电极压力也大,它们成正比关系。