QC工程总表
合集下载
QC工程表

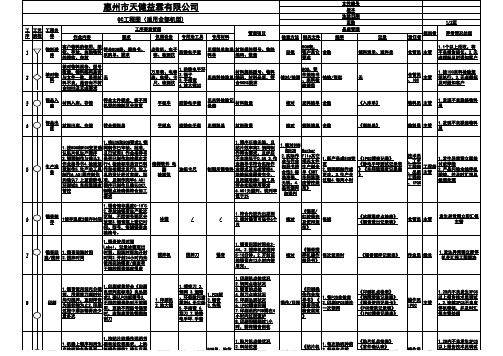
报告流程/周期 异常处置 担当 组长 工程师 部长 周期 领料 时 日 联络仓库管 理员、制造 部一课 联络制造技 术部、品质 技术部
1
1 领料
移动式货架
/
制造
物料员
全数
目视
与标准相符
《领料单》
2 前加工
专用剪脚治 具、斜嘴剪 钳、钢尺、 前加工作业指导书 剪脚托盘、 剪脚罩
1、部品确认 2、部品脚长确认 3、加工前点检
QC管理工程表 QC管理工程表
客 户 机 型 工 程 名 生产流程图 KOO1-0035 组装QC工程表 No 工程名称 设备/治具 工具/检具 文件编号 总页数 最新版本 作业文件
RoHS
1 A 管理项目
变 更 履 历
版本 A 新规作成
变更内容
日期
作成 核对
审批
实施方法 检查项目 实施责任 实施部门 1、确认部品规格与数量 2、SMT完成品确认 1、按照领料单领取物料,确认物料规格与数量 2、SMT完成品数量、规格与QA标签一致 担当 频度 检查 方法 判定 记录
1、核对部品编码、部品规格与要求一致 2、用专用加工治具加工部品并用钢尺进行测 量,确认部品脚长为3.0±0.2mm 3、批量加工前,先用治具加工6PCS直插式传感 制造 器,进行生产前试装,确认部品露出基板引脚长 制造技术 度在0.8~2.0mm范围内
作业员 技术员
1、2全数 4、点检1次/4H
目视
联络品质技 术部
联络制造部 制造 作业员 全数 目视 与标准相符 《生产日报表》 日
9
9 包装
封箱胶纸、 包装作业指导书 透明胶纸
1、包装数量与方法 2、包装方法
10
NG
QC工程图(完整版)
作业员
1.发现异常要及时报 告主管 2.连续3PCS 不良应停机稽核,并 及时汇报工程主管处 理
14
维修
1.静电防护2.物料的 正确性3.外观质量
1.佩戴静电手环,烙铁 接点2.补料的物料要求 和BOM一致
静电手环
烙铁
1.焊锡线 2.不良标签
1.维修完的产品清洁 干净, 无残留物、起 泡、发黄2.做好静电
目视
包装作业 1.每块PCBA 指导书 2.每班
《生产包装日报表》 《标示卡》
作业员 主管
2H内不良发生3个以 上报告班长2.无卤产 品污染全线停机稽核 。并及时汇报总经理 处理。
QA检验规
16
QA抽检
对生产线送检的产品 按《QA检验规范》和 《IQC/QA抽样计划标 准》进行检验
按QA检验规范、IQC/QA 抽样计划标准和作业指 导书
点数机、电子 称、检测仪
防静电手套
见领料单和送 材料规格型号、物料
料单
编码、数量
目视
BOM表, 客户其它 全数 要求
领料清单、送料单
核对物料规格、型号
2
核对物 料
数量,物料编码是否 与文件一致,是否材 无 料不良,是否有不符
合ROHS及无卤要求
万用表、电容 表、电桥、卡
尺、检测仪
1.防静电手环 2.镊子 3.手指套 4.放大镜5X
1.锡膏使用时间
Label,记录冰箱取出
7
锡膏回 1.锡膏回温时间 温/搅拌 2.搅拌时间
时间、回温时间和开封 时间2.开封24小时内未
搅拌机
搅拌刀
使用完的锡膏/表面有
干结的焊膏都应报废
/
1.符合先进先出原则 2.密封锡膏可保存6个 月
QC工程表
千分尺 投影仪 卡尺 目视
外观检验标准
检验水准Ⅱ正常
尺寸 毛边 包装 9 出货检 外观 验 包装 方式& 数量
依检查作业标准 产品包装检查 依外观检验标准 包装方法 包装数量
检查作业标准
5PCS/批 检验水准Ⅱ正常
AC=0 CPK≧ 依检查作业标准尺寸 1.33 AQL= 0.65 AQL= 0.65 AC=0 产品不可凸出盖带表面,且穴与穴之间产品不可窜位 外观不可打点、压伤、划伤、变形等; GB2828-2003 依<包装规格书》检查 外箱不可有破损,标签是否清晰且漏贴,料号,品名, 数量是否与实物相符,核对生产批号,环保标签是否有误 抽样标准依
模具编号: 管制项目/标准
流程
管制项目 热熔机的温度
量测工具 目视
检验依据
抽样标准
判定基 准 AC=0
规格要求
温度:155°±10°
机台
/ 热熔机的速度 目视 目视 作业指导书(SOP) 每复合5-10米自检一次 首件:10cm/次 制程:10cm/2小时 投影仪 检查作业标准 每盘抽检20-30cm 首件:10cm/次 制程:10cm/2小时
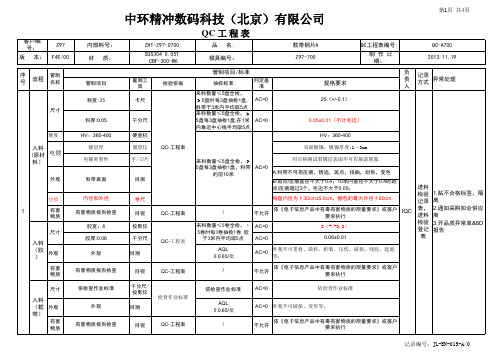
中环精冲数码科技(北京)有限公司
QC 工 程 表
客户编号: 版 序 号 本: Z97 F4E/00
管制 名称
第2页 共4页
内部料号: 材 质:
ZHT-Z97-0700 SUS304 0.05T CBF-300-W6
品
名:
载带钢片A Z97-700
QC工程表编号: 制 作 日 期: 负 责 人
QC-A700 2013.11.19 记录 异常处理 方式
修订履历 版本 F4E/00 修订内容 首次发行 修订人 余春埝
外观检验标准
检验水准Ⅱ正常
尺寸 毛边 包装 9 出货检 外观 验 包装 方式& 数量
依检查作业标准 产品包装检查 依外观检验标准 包装方法 包装数量
检查作业标准
5PCS/批 检验水准Ⅱ正常
AC=0 CPK≧ 依检查作业标准尺寸 1.33 AQL= 0.65 AQL= 0.65 AC=0 产品不可凸出盖带表面,且穴与穴之间产品不可窜位 外观不可打点、压伤、划伤、变形等; GB2828-2003 依<包装规格书》检查 外箱不可有破损,标签是否清晰且漏贴,料号,品名, 数量是否与实物相符,核对生产批号,环保标签是否有误 抽样标准依
模具编号: 管制项目/标准
流程
管制项目 热熔机的温度
量测工具 目视
检验依据
抽样标准
判定基 准 AC=0
规格要求
温度:155°±10°
机台
/ 热熔机的速度 目视 目视 作业指导书(SOP) 每复合5-10米自检一次 首件:10cm/次 制程:10cm/2小时 投影仪 检查作业标准 每盘抽检20-30cm 首件:10cm/次 制程:10cm/2小时
中环精冲数码科技(北京)有限公司
QC 工 程 表
客户编号: 版 序 号 本: Z97 F4E/00
管制 名称
第2页 共4页
内部料号: 材 质:
ZHT-Z97-0700 SUS304 0.05T CBF-300-W6
品
名:
载带钢片A Z97-700
QC工程表编号: 制 作 日 期: 负 责 人
QC-A700 2013.11.19 记录 异常处理 方式
修订履历 版本 F4E/00 修订内容 首次发行 修订人 余春埝
QC工程表

EN3088 1、化验 2、温度计 3、表测 4铜板测试 放大镜 1、50倍放大镜 2、100倍放大镜 3、10倍放大镜 4、3倍放大镜 5、目视 EN3088化验 1.首板50倍放大镜 2.化验 铜离子 盐酸 3.表测
1、点检1次/班
2、查核1次/4小时
EN4032 EN4033 QA4079 QA4017 QA4096 QA4054 EN4102 EN4087 EN4085 QA4079 EN4101 EN4034
2+
版本:
D版 检验记录
QA4079 EN4027
文件编号:QA3012 负责部门
品保部 生产部
检验要求 EN3041 EN3043 EN3044 手动.自动 EN3045 EN3046 5KW.7KW 曝光 EN3047 EN3048 新力、嵩台
显影机、规范
检验方法/仪器 铜板测试 1、表测 2、设定 曝光尺,UV计 1次/4小时 温湿度仪
EN4101
文件编号:QA3012 负责部门 工程部 备注
检验/测试频率 1次/班 1次/4H 1.点检1次/班 2.查核1次/4H 3.巡视 1次/H 1次/天 1次/4H 1.点检表 1次/班 2.查核表 1次/4H 3.巡视 补加 1次/班 全检 或抽查
生产部
3
PTH
品保部 品保部
沉铜钯
沉铜铜 一铜
生产部
品保部 品保部 品保部
干膜来料 棕片 5 外层干膜 磨板
1次/班 QA3001 QA3001 EN3050 1次/班 点检1次/班
EN4102 QA4074 QA4064 EN4035 EN4085
品保部 品保部 品保部 生产部 工程部
欣强科技(深圳)股份有限公司
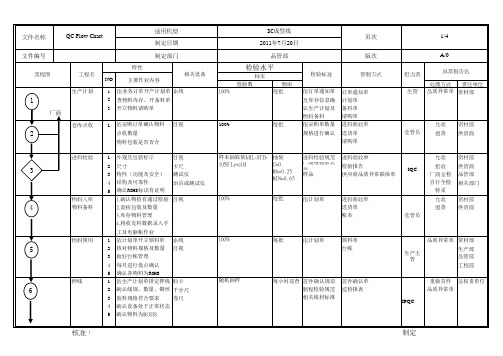
QC工程图样表

②
○ 材质报告
③
④
⑤
中间管倒 尺寸 坡口 总长: 两端面平 行度: 组对 间隙 面差 下料1.2圆 度 焊接 焊接参数 电流 电压 焊接速度
焊接状态
○ 400 高度尺测量 高度尺测量 目测 目测 目测 目测 200A 380V 100 样块 不得浸漏 清理干净
技术要求
全数測定
记录表
2
0~1mm 0~1mm 2
○
记录表
○ 记录表
○
日期:
防磕碰
目测
○
出库检查
规格、外观、数量 目视
○ 记录表
编制:
校对:
审核:
批准:
日期:
抽査 记录
设备条件 出厂检验 检查人员 批量管理 管理項目 记录 记录 日常点检
00)
设备条件
抽査 记录 出厂检验 检查人员 批量管理 管理項目 记录 记录 日常点检
○ ○
材质报告
○
○ ○
记录表
○
○ 材质报告
○
○
记录表
质量控制(QC)工序图 工步 作业内容 管理项目 技术要求 检测方法 制造自检项目 全数检查 确认记录 (全数确认) 记录
工步 作业内容 管理项目
技术要求
检测方法
加长套品质保证体系(158-18-01000) 质量控制工序图 制造自检项目 确认记 全数检查 抽査 录 (全数确认) 记录 记录
出厂检验 检 记录
○
○
○ 材质报告
○
○
记录表
○
○ 切断、
(熔接状态确 认)
○
记录表
○
○
记录表
回/周
○ ○
QC工程图

1、订单购 2、制造通知单
绕圈绕制
具合格之物料及 合格之机器
1、流程卡 作业指导书 2、IPQC检验报表 厂内生产专用图面 3、品质异常改善书 4、拆解报表 1、IPQC检验报表 2、锡温记录表 3、品质异常改善书
□ □ ◇
一次焊锡
前工序完成品及 合格之焊锡条 前工序完成品及 合格之铁芯
作业指导书
操作员 IPQC 各线组长 操作员 IPQC
合脚包装 完成品交货
以上工序完成品 以上工序完成品 根据物品之需要 采取相应之检验方 法(加严、正常)
入库检验 FQC
1、LCR综合测试仪 2、DCR测试仪 3、HI-POT测试仪 FQC(抽检) 4、卡尺 5、合脚板 仓储管理员 OQC(抽检)
入库 出
1、凡立水浓度检测记 录表 2、烤箱温度记录表 3、产品拆解记录表
福特杯 秒表 电子温度计 烤箱 喷码机 锡炉 测温计 LCR测试仪 耐电压测试仪 合脚板
操作员 IPQC
印章/贴标签
前工序完成品
1、IPQC检验报表 作业指导书 2、喷码确认表 厂内生产专用图面 3、品质异常改善书 作业指导书 1、IPQC检验报表 2、锡温记录表 3、品质异常改善书
成立条件 合格的供应商 依订单交货
△ ◇ △ ○ □
进料检验
材料承认书 进料检验规范 AQL抽样表 经IQC检验 合格之物料 制造通知单
IQC
入库 投料
仓管员 业务员 仓管员 绕线机 卡尺 DCR测试仪 针孔测量器 锡炉 测温计 DCR测试仪 LCR测试仪 DCR测试仪 耐电压测试仪 制造部组长 操作员 IPQC
组装铁芯
作业指导书 1、IPQC检验报表 厂内生产专用图面 2、品质异常改善书 1、仪器查核记录 作业指导书 2、IPQC检验报表 厂内生产专用图面 3、品质异常改善书
QC工程表

荣杨电子(深圳)有限公司
QC工程表
荣杨电子(深圳)有限公司
QC工程表
荣杨电子(深圳)有限公司
QC工程表
荣杨电子(深圳)有限公司
QC工程表
荣杨电子(深圳)有限公司
QC工程表
荣杨电子(深圳)有限公司
QC工程表
荣杨电子(深圳)有限公司
QC工程表
荣杨电子(深圳)有限公司
QC工程表
W-QC1008-05
荣杨电子(深圳)有限公司
QC工程表
荣杨电子(深圳)有限公司
QC工程表
荣杨电子(深圳)有限公司
QC工程表
荣杨电子(深圳)有限公司
QC工程表
荣杨电子(深圳)有限公司
QC工程表
W-QC1013-03
荣杨电子(深圳)有限公司
QC工程表
荣杨电子(深圳)有限公司
QC工程表
荣杨电子(深圳)有限公司
QC工程表
荣杨电子(深圳)有限公司
QC工程表
W-QC1017-01。
QC工程表
适用机型 文件名称 文件编号
特性 流程图 工程名 NO 生产计划 1 2 3 1 主要作业内容 依业务订单开产计划单 系统 查物料库存,开备料单 开立物料请购单 依采购订单确认物料 点收数量 物料包装是否否合 进料检验 1 2 3 4 5 物料入库 外观及包装标示 尺寸 目视 卡尺 目视 100% 相关设备 100%
相关设备
2011年7月20日 品管部
样本抽取依MIL-STD- 每批 105E LevelⅡ 检验规范 客户需求 检验报告 QA
版次
7
裁线
8
分叉
9
裁刀 随机抽样 *注意戴工作手套 *裁刀锋利,小心 伤手 治具 随机抽样 `
每小时巡查 作业指导书 检验规范 工程图面 每小时巡查 作业指导书 检验规范 工程图面
确认线材外观符合规格 目视 各尺寸符格规格 镀锡尾OD符合规格 DC头、及线材上不可 出现脏污的情形 客户有特殊需求依客规 NA 范作业 未有客户要求依我司标 准规范作业 确认包材符合ROHS 外观检查 功能测试 安全检查 包装检查 结构检查 核对订单规格及数量 核对入库数量 核对外箱标识要求 确认出货数量 确认外箱标识 客户特殊要求 测试仪 卡尺
品质异常单 IPQC 各权责单位
QC Flow Chart 制定日期 制定部门
正负极性符全规格 烙铁 随机抽样 焊点光滑,不可出现 短路、少锡、异物等 确认DC头符合ROHS 检查线材焊接极性 目视 各焊点光滑、牢固 不可出现短路、少锡、 异物等不良 确认模具需符合规格 各成型尺寸检查 成型机 卡尺
品质异常单 各权责单位 QC IPQC
QC Flow Chart 制定日期 制定部门
依规格测试产品高压 及绝缘等安全项目 正确对设备进行操作 综合测试仪 随机抽样
特性 流程图 工程名 NO 生产计划 1 2 3 1 主要作业内容 依业务订单开产计划单 系统 查物料库存,开备料单 开立物料请购单 依采购订单确认物料 点收数量 物料包装是否否合 进料检验 1 2 3 4 5 物料入库 外观及包装标示 尺寸 目视 卡尺 目视 100% 相关设备 100%
相关设备
2011年7月20日 品管部
样本抽取依MIL-STD- 每批 105E LevelⅡ 检验规范 客户需求 检验报告 QA
版次
7
裁线
8
分叉
9
裁刀 随机抽样 *注意戴工作手套 *裁刀锋利,小心 伤手 治具 随机抽样 `
每小时巡查 作业指导书 检验规范 工程图面 每小时巡查 作业指导书 检验规范 工程图面
确认线材外观符合规格 目视 各尺寸符格规格 镀锡尾OD符合规格 DC头、及线材上不可 出现脏污的情形 客户有特殊需求依客规 NA 范作业 未有客户要求依我司标 准规范作业 确认包材符合ROHS 外观检查 功能测试 安全检查 包装检查 结构检查 核对订单规格及数量 核对入库数量 核对外箱标识要求 确认出货数量 确认外箱标识 客户特殊要求 测试仪 卡尺
品质异常单 IPQC 各权责单位
QC Flow Chart 制定日期 制定部门
正负极性符全规格 烙铁 随机抽样 焊点光滑,不可出现 短路、少锡、异物等 确认DC头符合ROHS 检查线材焊接极性 目视 各焊点光滑、牢固 不可出现短路、少锡、 异物等不良 确认模具需符合规格 各成型尺寸检查 成型机 卡尺
品质异常单 各权责单位 QC IPQC
QC Flow Chart 制定日期 制定部门
依规格测试产品高压 及绝缘等安全项目 正确对设备进行操作 综合测试仪 随机抽样
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
混 炼 机
厚・宽
------
B
「混炼条件表」 厚度计・卷尺
n=1
每批次
「混炼作业记录」
生产科
再作业
P02
橡胶裁断
裁 断 机
尺寸・重量
------
B
「裁断条件表」
卡尺・秤量器
n=5
调整時 (基准内)
「裁断记录」 「品质管理票D蓝」
生产科
「裁断要领书」
再作业
------
温度
温 度 计
1次
始终业前 始业前 设定值点检 作业开始 不定时 每次作业
----------B ---------------B
无破损 核对订单 材料名・批次号 ・ 使用期限 有:合格 规格值内 「橡胶受入检查 要领书」 「橡胶受入检查 指示书」 每批次 每次受入 「材料检验书」 加硫度曲线 目 视 全批次 每次受入 「入库单」 品质保证 「材料入库~保管~ 科/业务 出库要领书」 科
图
番DWG No.
材 质 Material Quality
品 名 Part Name
部 品 番 号 Part No
AOK9302
工 程 名 / 作 业 内 容 PROCESS NAME/ OPERATION DESCRIPTION
EP401C
使 用 装 置 / 治 工 具 MACHINE, DEVICE, JIG, TOOLS, FOR MFG 特
第1页,共2页
文件编号 No.
AHD-B-10-03
Asahi Precision Rubber DongGuan CO.,LTD.
QC 工 程 表
QC工程表分类 QC Control Plan Classify 区分 Discrim inate 通用
currency
CONTROL PLAN
要求区分 Discriminat e 制定年月日 Date (Orig.) 作成者Compile By 确认 Checked 批准 Approved
工程 No.
工程图 PROCESS SYMBOL
规格/仕样/公差 PRODUCT/ PROCESS SPECIFICATION/ TOLERANCE
评价/測定方式 EVALUATION/ MEASUREMENT TECHNIQUE
包装外观 重量 R01 橡胶受入 -----标签 供应商检测报 告 比 重 计 I01 橡胶受入检査 比 重
废
弃
I05
最终检查
------
寸法
------
A
限度样本 卡尺 「最终检查指示书 「品质管理票D 」 蓝」
n=5
每成型批次
「最终检查要领书 「品质管理票D蓝」 品质保证 」 「终检记录」 再处理・废弃 科 「最终检查指示书 「检查经历书」 」 「箱包装作业要领 书」 再称量・再包 「包装标准一览表 装 」 「材料入库~保管~ 再检查・废弃 出库要领书 」
-----P05 成 型 圧縮成型机 -----剥落 外观
时間 圧力 ----------A 「KJT150成型加工 条件表」
定 时 器 圧 力 表 剥落副度30%以 下 目 视
1次 1次 每箱 每模
「成型操作始业点检 表」 「品质管理票D蓝」 「成型作业日报表」 「成型工程检验委托 书」
生产科
「KJT150成型机操 作要领书」 「离型剂配比记录 表」
确认批次号 温度计
每次操作&每月盘点 2次 每天
R02
橡胶保管 ------
「材料库存明细表」 「再检委托书」 「温度管理表」
业务科
「材料过期处理规 则」 「材料入库~ 再评价・废弃 保管~出库要领书 」 「混炼工序清扫要 领书 」 「橡胶混炼出片操 作要领书」 「成型产品装工去毛边
------
外观
------
B
目
视
n=5
每小时
选别・废弃
------
温度 A 时間
------
自动温控器 1次 定 时 器 每次作业
P08
二次加硫
烘
箱
------
生产科
废
弃
I04
外观检查
------
外观
------
B
限度样本
目 视
全数
每成型批次
「品质管理票D蓝」 「检查履历书」 1 检 2检 「检查班进出记录一 品质保证 览」 科 「外观检查要领书 「检查日报表」 」 「弹簧回收记录一览 」
P11
包装
电子称
------
包装标签 ・数量
B
「包装标准书」
計数器
全数
每次包装
「品质管理票D蓝」
生产科
P12
成品保管
------
先进先出 出货方式
------
B
先进先出 包装无破损
确认标签 目视 出库单/出货排 期表 确认批次号
Checked Approved CHUN.W Yoshida
------
BUSHING
性 CHARACTERISTICS 产品 PRODUCT 工 程 PROCESS 特別 特性的 级别 RANK
99302-28004
3
10-Jun-10
方法 样本SAMPLE 数量SIZE 频度FREQ. 记录方式 RECORD SHEE 担当部门 PERSON IN CHARGE 相关指导书 TWORK INSTRUCTION 不合格时处理 REACTION PLAN MEANS
No 1 2 3 4 5
Date 2010/4/15
修改履历(改訂内容)Revise content 初作first
YG.ZHANG
特殊特性 的级别 Special characteris tics class A 重要 Importan
备注 Remaks
B 一般General
选别・废弃
第2页,共2页
工程 No.
工程图 PROCESS SYMBOL
工 程 名 / 作 业 内 容 PROCESS NAME/ OPERATION DESCRIPTION
使 用 装 置 / 治 工 具 MACHINE, DEVICE, JIG, TOOLS, FOR MFG
特
性 CHARACTERISTICS 产品 PRODUCT 工 程 PROCESS
退货・废弃
硬 度 仪 硫 变 仪 ------
硬
度
---------------------
规格值内 加硫度曲线确 认(T10,T90)
加硫度 保管期限 温度
「材料过期处理规 则」 「橡胶比重 品质保证 仪操作要领」 「 科 橡胶硬度计操作要 领」 「硫变仪操 作要领」
退货・废弃
B B
3个月 25度以下
I02
工程内检查
------
模具伤痕/污染 确认
------
A
「成型工程检查 指示书」 「外观 检查示意图」 被切部位不可高 低不平 「精加工指示书 」 毛边残 留0.2mm一下 「二次加硫条件 表」
目
视
一模
始业前5模内
「成型工程内初检记 品质保证 「成型工程检查要 选别・废弃选 录」 科 领书」 别・废弃 「手动切边日常点检 「手动修边机操作 表」 品质保证 要领书」「精加工 「品質管理票D蓝」 科 检查要领书」 「精加工成品抽检记 生产科 「检查指示书」 录」 「温度记录仪」 「二次加硫执行记录 」 「二次加硫操作要 领书」
每次操作&每月 入库单/库存明细表 盘点
业务科
------
P13
出
货
------
数量/品番 先进先出
------
B
与发票相符 先进先出
Compile By
全箱
每 次 出 荷 / 「出库单」/「出货 每月盘点 记录」
业务科
「捆包标准书」
再梱包
------
Graphical representation 受入 Receive 检查 Inspection 保管 Storage 工序 Opertion
方法 特別 特性的 级别 RANK 规格/仕样/公差 PRODUCT/ PROCESS SPECIFICATION/ TOLERANCE 评价/測定方式 EVALUATION/ MEASUREMENT TECHNIQUE 样本SAMPLE 数量SIZE 频度FREQ.
MEANS 记录方式 RECORD SHEE 担当部门 PERSON IN CHARGE 相关指导书 TWORK INSTRUCTION 不合格时处理 REACTION PLAN