QC工程图
QC 工程图(模版)
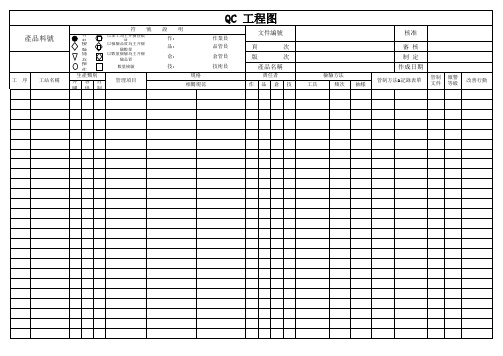
工 序 工站名稱
材 料檢 驗儲 存操 作 生產類別 外客自 購供制
符號
以加工為主并檢查數 量
以檢驗品質為主并檢 驗數量
以數量檢驗為主并檢 驗品質
數量檢驗
管理項目
QC 工程图
說明 作: 品:
作業員 品管員
文件編號
頁
次
倉:
倉管員
版
次
技:
技術員
規格
相關規范
產品名稱
責任者 作品倉技
核准ห้องสมุดไป่ตู้
審核
制定
作成日期
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
工 序 工站名稱
生產類別 外客自
購供制
管理項目
規格 相關規范
責任者 作品倉技
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
CTQ
備 注:報警等級 1-通知主管﹐ 2-通知IPQC﹐工程師﹐生
產經理﹐3-通知總經理或總監
文
件
修
訂
履
歷
版本 1.0
修訂內容 新版發行
修訂者
日期
QC工程图
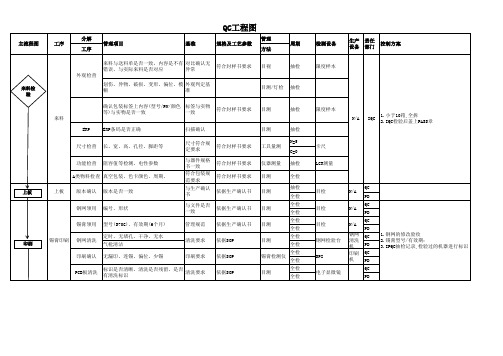
正常使用;
2.
PD 刷胶后检查胶水必须在芯中间位置;3.
使用H开头芯片时需通知技术更找加厚钢
网刷胶
插散热片
插散热片
插散热片
散热片型号是否与要求一致(高/ 矮)
文件要求
依据SOP
目视
PD全检 夹具套板
夹具 套板
PD
1.使用圆柱电容需使用矮散热片; 2.使用固态电容配高散热片; 3.技术员每天检查夹具是否有松动
2.老化测试
N/A
PD/OQ C
WI-QC-018 Rev:00
清洗要求
依据SOP
目测
抽检
目测 工具量测 仪器测量
抽检 N=5 C=0 抽检
目测
全检
目测
抽检 全检
目测
全检 全检
目测
全检 全检
目测
全检 全检
锡膏检测仪 全检 全检
目测
全检 全检
检测设备
生产 设备
责任 部门
控制方案
限度样本
限度样本
N/A
IQC
1.小于10箱,全拆 2.IQC检验后盖上PASS章
卡尺 LCR测量
等)与实物是否一致
一致
符合封样书要求
ERP
ERP条码是否正确
扫描确认
尺寸检查 长、宽、高、孔径、脚距等 功能检查 阻容值等检测,电性参数 A类物料检查 真空包装、色卡颜色、周期、 上板 版本确认 版本是否一致 钢网领用 编号、形状
尺寸符合规 定要求
符合封样书要求
与器件规格 书一致
符合包装规 范要求
与生产确认 书
软件检测 QC抽检 X-RAY
PD QC
1.首件或换线确认物料时,记录厂商, 周期以及确认人 2.IPQC全检项次需填写记录、抽检项次 以每两小时抽检4PCS并作好相关记录
QC工程图-通用
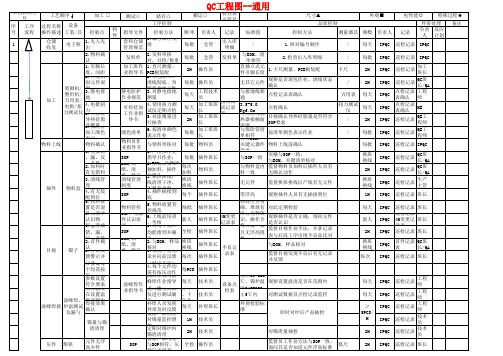
与BOM、清 2.检查出入库明细 单相符 直插立式元 2H 操作员 1.卡尺测量、PCB板装配 件引脚长度 观察是否混包作业,清线状态 每批 操作员 无其它元件 确认 工程技术 与接地线相 每天 点检记录表确认 员 通 加工班班 扭力测 3.5-5.0 每天 点检确认 试记录 Kgf.Cm 长 可控硅与散 目视确认导热硅脂量是否符合 加工班班 表 2H 热器接触面 SOP要求 长 涂满 加工班班 与保险管清 每批 按清单颜色表示作业 长 单相符 符合BOM、 每批 物料员 物料上线前确认 关键元器件 清单 实操与SOP一致; 每批 插件班长 与SOP一致 与BOM、关键清单核对 每次 与物料盒内 监督物料员加料后插件人员有 物料员 加料 料一致 无确认动作 换班 插件班长 无元件 监督换班换线后产线有无元件 换线 每个 每批 新人 全检 换班 换线 每次 插件班长 插件班长 零浮高 观察插件人员有无插接到位 对此定期检验 观察插件是否正确,询问元件 是否认识 监督目视作业手法,并拿记录 表与后段工序出现不良品比对 与BOM、样品核对 监督目视发现不良后有无记录 并反馈
SOP SOP SOP SOP SOP SOP SOP SOP SOP 日期码编 码规则 SOP SOP SOP SOP
与样板一致 监督目视作业手法,并拿记录 插件班长 不良记 且无浮高现 表与后段工序出现不良品比 录表 象 对,观察电解电容需有标记, 监督目视发现不良后有无记录 插件班长 并反馈 不良记 班长 抽检,作业手法监督 录表 外观检验标 准 班长 询问、不良警惕验证 班长 班长 班长 点检表 55±15度、 ≥1min 漆:溶剂 =9:1 ≥1mm 插件面元件 防止浸漆 烘烤温度点检、线体速度监控 漆调配比例监控 漆的厚度测试 摆放方式确认; 未干前禁止下道工序使用 点检确认,点检记录表稽查 抽检,作业手法监督 出口机测试 电压一览表 出口机测试电压一览表核对 询问、不良警惕验证 符合编码规 则且易扫描 一块板子上 3码均为一 个IC号 与样品一致 超出板面 3.5-5.0mm 解读编码,及对其进行扫描辨 认 观察操作方法是否按SOP进行作 业 抽检,作业手法监督
QC工程图

目视、放大镜外观 测定器 外观、 尺寸
纸箱、袋、盒数量、番号生产日期 拖车 叉车、拖车 叉车、拖车 目视 货车 包装、数量、品质 在库数量 交期、数量 数量 数量、包装、品质
每1H或现场 生产 包装 每天 仓库 每12H 每批次 每批次 每批次 每批次 仓库 营业 生管 QA 业务
品管-仓库 客户-业务-QA
品质管理系统
序号 工序名 使用设备 FAX\EMAIL 电脑行文 管制事项 交期、数量 交期、产量 在库订购数量 1 P/O受领 2 生产通知
QC工程图 QC工程图
标准书 订单评审程序 注塑生产过程控制程序 采购控制程序 仓储管理程序 来料检验程序 仓储管理程序 上落模作业指导书、注塑机作业指导书 混料作业指导书 烘干作业指导书 工艺、参数调整作业指导书 试模、打板控制程序 成型条件表 日常点检记录表 原料记录表 原料记录表 成型条件表 管制方式 记录资料 订单评审表 周计划表 订货单 入库单 IQC检查记录表 物料卡、账本
交期、数量、规格 品质、数量、包装 规格、数量 成型成吨位 原料种每批量 每批量 每批量 初型成品 每批量 每24H 每24H
生产 仓库 生产 生产 生产 品管 生产 生产 品管生产
外观、尺寸 成型参数 产品检查标准书、产品作业指导书 模具 外观 模具设备控制程序 产品作业指导书 产品检基准书 产品检基准书、 产品作业指导书 搬运、贮存、包装、交付控制程序 搬运、贮存、包装、交付控制程序 搬运、贮存、包装、交付控制程序 搬运、贮存、包装、交付控制程序 产品检基准书 产品作业指导书
13 行腔保养 14 现场自检 15 巡回检查 16 成品检查 17 包装作业 18 入库 19 在库管理 20 纳品指示 21 出货准备 22 出货检查 23 出货
QC工程图
QC工程图
(一)、
管制计画(QC工程图)
定义:是一个控制产品及其制程的系统的书面陈述。
目的:将产品和制程的变异降到最低。
*相同製程、相同上游流程的同類產品,可通用一个管制计画。
*描述收料、制程中、出货、等各阶段过程中及周期性。
*能直接反应制程中的持续改善行动。
*组成跨部门小组来制作。
应用资料:
1.制造流程图。
2.系统/设计/制程FMEA。
3.特殊特性(CC/SC)。
4.从类似的产品中得到教训。
5.团队对制程的知识。
6.设计审查。
7.最佳化方法(QFD、DOE)。
(二)、
执行管制计画(QC工程图)的好处:
1 品质:能在设计、制造、装配等各阶段减少废料并改善产品品质,能鉴别出制程特性并帮助找到因制程变异而影响到产品变异的根源。
2. 顾客满意:集中在顾客的重要度特性相关的制程和产品上,将资源运用在紧要处在不牺牲品质之下降低成本。
3. 沟通:是活的文件,能揭示并传达有关产品制程特性、控制方法、特性度量方面的变更状况。
(三)、
管制计画(QC工程图)内容:
管制对象:产品、制程编号(利用制程流程图上的编号)、制程名称、作业描述、生产设备、模具、治具。
(四)、
特性:
产品特性:规格容许差、量测技术、抽样数/频率、控制方法、反应计画。
制程特性:参数设定值、制程条件监测技术、监测频率、控制方法、反应计画。
进行制程分析:
1.必先了解变异的来源。
2.适当的管制方法。
3.分析工具有:DOE、要因分析法、因果图。
QC工程图

1、订单购 2、制造通知单
绕圈绕制
具合格之物料及 合格之机器
1、流程卡 作业指导书 2、IPQC检验报表 厂内生产专用图面 3、品质异常改善书 4、拆解报表 1、IPQC检验报表 2、锡温记录表 3、品质异常改善书
□ □ ◇
一次焊锡
前工序完成品及 合格之焊锡条 前工序完成品及 合格之铁芯
作业指导书
操作员 IPQC 各线组长 操作员 IPQC
合脚包装 完成品交货
以上工序完成品 以上工序完成品 根据物品之需要 采取相应之检验方 法(加严、正常)
入库检验 FQC
1、LCR综合测试仪 2、DCR测试仪 3、HI-POT测试仪 FQC(抽检) 4、卡尺 5、合脚板 仓储管理员 OQC(抽检)
入库 出
1、凡立水浓度检测记 录表 2、烤箱温度记录表 3、产品拆解记录表
福特杯 秒表 电子温度计 烤箱 喷码机 锡炉 测温计 LCR测试仪 耐电压测试仪 合脚板
操作员 IPQC
印章/贴标签
前工序完成品
1、IPQC检验报表 作业指导书 2、喷码确认表 厂内生产专用图面 3、品质异常改善书 作业指导书 1、IPQC检验报表 2、锡温记录表 3、品质异常改善书
成立条件 合格的供应商 依订单交货
△ ◇ △ ○ □
进料检验
材料承认书 进料检验规范 AQL抽样表 经IQC检验 合格之物料 制造通知单
IQC
入库 投料
仓管员 业务员 仓管员 绕线机 卡尺 DCR测试仪 针孔测量器 锡炉 测温计 DCR测试仪 LCR测试仪 DCR测试仪 耐电压测试仪 制造部组长 操作员 IPQC
组装铁芯
作业指导书 1、IPQC检验报表 厂内生产专用图面 2、品质异常改善书 1、仪器查核记录 作业指导书 2、IPQC检验报表 厂内生产专用图面 3、品质异常改善书
QC工程图(模板)

系统名称: 制程控制标准程序主题:铝壳电芯通用工程图-制片文件编号:版面共3页版本 A0说明:检验工序 工序物 料流 程 图控 制 点首件 控制 抽检频率 检验方法/工 具记录形式 责任部门异常处理方式 过程特性 产品特性 控制标准 抽样数量 生产 品质转料检验产品标识与生产计划相符 全检 目视 产品转交单√ √ 反馈QE 、PE正极片 辊压 ★千分尺 使用前归零使用前 目视√ √反馈计量 车间湿度晴天:25-40RH% 雨天:25-50RH%1次/h湿度计《温湿度记录表》√反馈技术部 对辊速度辊压机:30HZ√1次/h查看显示值 《首件产品确认表》《制片IPQC 巡检记录 表》√生产调机压片厚度参照工艺标准 √ 5pcs/20min千分尺 《首件产品确认表》 《极片辊压厚度记录 表》√ √ 反馈上级/PE 处理负极片 辊压 ★千分尺 使用前归零 使用前 目视√ √反馈计量 车间湿度 晴天:25-40RH% 雨天:25-50RH%1次/h湿度计《温湿度记录表》√反馈技术部 对辊速度30Hz/s√1次/h 查看显示值 《首件产品确认表》《制片IPQC 巡检记录 表》√ 生产调机压片厚度参照工艺标准√ 5pcs/20min 千分尺 《首件产品确认表》《极片辊压厚度记录 表》√ √反馈上级/PE 处理正极 裁大片极片毛刺 裁切铝箔,铝箔毛刺长度≤ 该产品所用隔膜厚度的1/2√目视、手感 《首件产品确认表》反馈技术部 极片长度参照工艺标准 √ 5pcs/h 钢尺 《首件产品确认表》 《制片IPQC 巡检记录表》√ √ 反馈上级/PE 处理 极片间隙尺寸参照工艺标准 √ 5pcs/h 钢尺 √ √ 反馈上级/PE 处理 外观 极片外观检验标准 √ 5pcs/h目视√ √反馈上级/PE 处理极片毛刺裁切铜箔,铜箔毛刺长度≤ 该产品所用隔膜厚度的1/2√目视、手感 《首件产品确认表》反馈工程部4 3 2 1 ★ 重点工序 物料导入负极 裁大片极片长度 参照工艺标准 √ 5pcs/h 钢尺 《首件产品确认表》 《制片IPQC 巡检记录 表》 √ √ 反馈上级/PE 处理 极片间隙尺寸参照工艺标准 √ 3pcs/h 钢尺 √ √反馈上级/PE 处理外观极片外观检验标准 √5pcs/h目视 √反馈上级/PE 处理铝带/高温胶纸正极分切小片分切刀规格 参照工艺标准《首件产品确认表》《制片IPQC 巡检记录表》 《极片横切工序厚度抽检表》 √ √ 反馈技术/PE 处理极片毛刺 毛刺长度≤8um √目视、手感极片宽度 参照工艺标准 √-钢尺√ √ 反馈技术/PE 处理 极片厚度 参照工艺标准5pcs/h 千分尺 √ √ 反馈技术/PE 处理外观极片外观检验标准 √5pcs/h目视√ √反馈上级/PE 处理负极分切小片 分切刀规格 参照工艺标准《首件产品确认表》《制片IPQC 巡检记录表》《极片横切工序厚度抽检表》√ √反馈技术/PE 处理极片毛刺 毛刺长度≤8um √目视、手感极片宽度 参照工艺标准 √- 钢尺√ √ 反馈技术/PE 处理 极片厚度 参照工艺标准5pcs/h 千分尺 √ √ 反馈技术/PE 处理外观极片外观检验标准 √5pcs/h目视 √ √反馈上级/PE 处理 正极片分档电子称极片重量 参照工艺标准,超出工艺标准档次范围的比例>3%,则该批次极片全检√每批次抽检 10% 电子称《极片称重记录表》√极片称重全检/反馈PE、QE 负极片 分档 电子称 极片重量 参照工艺标准,超出工艺标 准档次范围的比例>3%,则 该批次极片全检√每批次抽检 10% 电子称《极片称重记录表》√极片称重全检/反馈PE、QE正极耳 焊接 极耳尺寸 参照SOP 标准 √ 《首件产品确认表》 √ √ 反馈PE 处理 胶纸尺寸 参照SOP 标准 √《首件产品确认表》√ √ 反馈PE 处理 焊接位置 参照工艺标准 √ 3pcs/h/台钢尺《首件产品确认表》 《制片IPQC 巡检记录 表》 √返工/反馈PE 处理 焊接牢固度 无虚焊√ 3pcs/h/台 手拉、 目视 √ √生产调机/返工 极耳外露尺寸参照工艺标准 √ 3pcs/0.5h/ 台钢尺 反馈上级/PE 处理焊接有效长度根据模具长度调整 √ 3pcs/h/台 目视√生产返工镍带/高温胶纸负极耳 焊接极耳尺寸参照SOP 标准 √ 《首件产品确认表》 √ √ 反馈PE 处理 胶纸尺寸 参照SOP 标准 √《首件产品确认表》√ √ 反馈PE 处理 焊接位置参照工艺标准√ 3pcs/h/台钢尺√返工/反馈PE 处理10 8 69 75 111 2514负极耳焊接焊接牢固度 手工检测是否虚焊 √ 3pcs/h/台 目视《制片IPQC 巡检记录 表》√ √ 生产调机/返工 极耳外露尺寸 参照工艺标准 √ 3pcs/h/台反馈PE 处理 焊接有效点数≤35mm 的7个有效点 >35mm 的7-9个有效点√ 3pcs/h/台 手拉、 目视 √生产返工正极片 烘烤烘烤温度 80±5℃ 1次/0.5h 温度计《烘烤记录表》√ 反馈技术部 烘烤时间8h1次/0.5h 起止时间记 录 √重新加烘 真空度 -0.08mpa ±0.005mpa1次/0.5h真空表 √反馈技术部换气频率 1次/1h查看真空表标识参照此工序SOP全检 查看标识√ 生产返工冷却温度≤45℃ 1次/层反馈PE 处理负极片 烘烤烘烤温度 40±5℃ 1次/0.5h 温度计《烘烤记录表》√ 反馈技术部 烘烤时间不烘烤,真空箱结存 1次/0.5h 起止时间记 录 √重新加烘 真空度 -0.08mpa ±0.005mpa1次/0.5h真空表 √反馈技术部换气频率 1次/1h 查看真空表标识参照此工序SOP全检 查看标识√ 生产返工冷却温度≤45℃1次/层批准:审核:制定:制定日期:1。
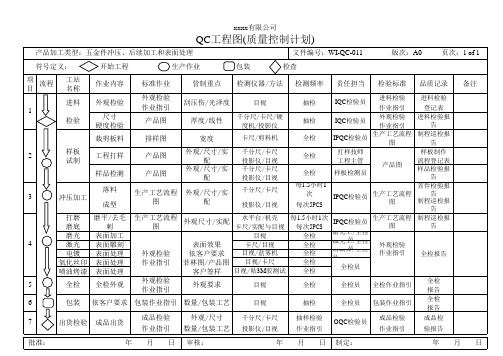
QC工程图(质量控制计划)
QC工程图(质量控制计划)
产品加工类型:五金件冲压、后续加工和表面处理
文件编号:WI-QC-011
版次:A0
页次:1 of 1
符号定义:
开始工程
生产作业
包装
检查
项 目
流程
工站 名称
作业内容
标准作业
管制重点 检测仪器/方法 检测频率 责任担当 检验标准 品质记录
1
进料 外观检验
外观检验 刮压伤/光泽度 作业指引
目视
抽检
IQC检验员
进料检验 作业指引
进料检验 登记表
检验
尺寸 硬度检验
产品图
厚度/线性
千分尺/卡尺/硬 度机/投影仪
抽检
IQC检验员
外观检验 作业指引
进料检验报 告
裁剪板料
排样图
宽度
卡尺/剪料机
全检
IPQC检验员
生产工艺流程 图
制程巡检报 告
2
样板 试制
工程打样 样品检测
产品图 产品图
外观/尺寸/实 配
成品检验
外观/尺寸
千分尺/卡尺
抽样检验
成品检验
OQC检验员
成品检
作业指引 数量/包装工艺 投影仪/目视
作业指引
作业指引
验报告
备注
批准:
年 月 日 审核:
年 月 日 制定:
年月日
IPQC检验员
生产工艺流程 图
磨光工/全检
激光工员/全检 测试员员/全检 员
外观检验 作业指引
全检员
制程巡检报 告
全检报告
5
全检 全检外观
外观检验 作业指引
外观要求
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目视
作业指导 书
目视
外观检查 作业指导书 记录表
目视 目视
测试仪 目视
作业指导 书 作业指导 书 作业指导 外观检查 书
记录表
胶袋
购入品
条形码标签 购入品
无破损 规格正确
印刷正确 污染/少胶
全数 目视 全数 目视
作业指导书 作业指导书
贴附
贴附状态 全数 贴歪/夹异物 全数 目视
作业指导书
贴附位置正
确
《备注》
《记号》 :部
○:加工
D:保管 :质量、
●: 重
:捆
点作业
工程
部准 品 工 备工 本工 序序序
品名
工序名
锡膏印刷
贴片部品 B面
购入品 SMT自动 贴片
弹片正极A 购入品 弹片贴装
弹片正极B 购入品 弹片贴装
炉前检查
重
点 机械 装置
作 (制造条件) 业
管理 项 目 方法
检查
测定
项 目 方法 机器
作业指导 书
螺钉×2
购入品 打螺钉
● 电批
LED灯帽
购入品 组入
开关帽
购入品 组入
麦克风支架 购入品 组入
开关×2 购入品
电批扭力: 0.9±0.1 kgf.cm
规格正确 2回/日 滑牙/浮起
欠品
组入状态
全数
成形不良 倾斜/脱落 欠品/错品
组入状态
全数
成形不良 倾斜/脱落 欠品/错品
组入状态
成形不良 全数 浮起/欠品
全数 浮起/错品 2回/日
变形/氧化
全数
目视 测试仪
全数 目视
作业指导书
点检表
作业指导 书
镊子、手套 贴装状态 全数 浮起/错品 全数 目视
作业指导书
静电手环 电阻
● 镊子、样板 贴片位置 手套
2回/日
全数 欠品/偏位 反向/错品
测试仪
全数 目视 样品
点检表
SMT炉前
不
作业指导书
良记录表
静电手环 电阻
焊接时间
3S~6S
气 5±压: 0.5Kgf/cm2
静电手环 电阻
2回/日
全数
全数 全数
目视 测试仪
目视 目视
点检表
作业指导书
作业指导 书 作业指导 书
全数 目视
作业指导 书
全数
目视 温度计
点检表
作业指导 书
温度计 点检表
测试仪 点检表
工程
部准 品 工 备工 本工 序序序
品名
工序名 外观检查 ATE测试
始业前 W发i射fi性无能反不应 良 接收性能不 良 灯不亮
2回/日
全数 全数
全数
目视 目视 万用表
测试仪
作业指导书 作业指导书
点检表 作业指导书 W不i良fi记检录查 表
点检表
转组立
客户 内部型号
品名
品质保证工程管理图
發行部署:
發行
承認
P:1 / 4 檢印 作成
作成日期:
工程
部准
品名
品 工 备工 本工
组入状态
全数
成形不良 变形/氧化 变形/氧化 装错/装反
全数 全数 全数 全数
目视 目视 目视 目视
熔接状态
全数 漏熔接
全数 目视
熔接不到位
组入状态 全数 组入不到位 全数 目视
作业指导书
作业指导 书 作业指导 书
作业指导 书 作业指导 书 作业指导 书
作业指导 书 作业指导 书 作业指导 书 作业指导 书 作业指导 书 作业指导 书
导电胶A 购入品
成形不良 印刷不良
全数 目视
助剂K770-3 购入品 点助剂
快干胶603 购入品 点胶水
1
自组动立治具 点助
点助剂状态 全数
自动点胶机 点胶水状态 全数
型号正确 全 30数分/ 目视
助剂量多少 次
目视
型号正确 胶量多少 不可溢出
全 30数分/ 目视 次 目视
方向键
购入品 自动贴付 組入
记录
关系规格
作业指导书
无铅锡膏 IC
购入品
先入先出 冷藏库温度 ( 0-10℃ )
日期 有效期 标识 1回/日
锡膏印刷
● 网气板枪碎布 网板清扫 模台
购入品 IC程序写入
IC烧 录器
写入状态
静电手环 电阻
自动
1回/5 sheet 手动
清洁彻底 锡膏厚度 少锡/偏位
1回/20 sheet
全数 写入错误 漏写入
全数 目视 全数 目视
透明片B
购入品 组入
吹风 机
时间3~4S 组立状态
漏碳墨
全数 异物清除 组入到位
全数 目视 全数 目视
P:2/4
记录
关系规格
作业指导 书 作业指导 书
作业指导 书 作业指导 书
作业指导 书 作业指导 书
PWB 日期标签
组立品 购入品 贴附
组入
吹风 机
静电 手环
贴附狀态
时间3~4S 弹簧状态
重
点 机械 装置
作 (制造条件) 业
管理 项 目 方法
检查
测定
项 目 方法 机器
记录
P:3 / 3 关系规格
静电 ●刷
竹签
静电手环 测试 ● 治中具继 板防音 箱示波 器
静电手环
焊锡状态 电阻
全数 碳膜损伤 欠品/错品 偏位/反向 虚焊/浮起
2回/日
全数
直流电源: 3.2±0.05V
电阻
始业前 无 版反 本应 号是否 确认 有无ID号 mic的功能 是否正常 JACK的功能 是否正常
测试仪
温度曲 作业指导书 线表
SMT炉后
不
作业指导书
良记录表
点检表
全数 清晰无污染 印刷位置
全数 目视
作业指导书
无铅锡膏 购入品
先入先出 冷藏库温度 ( 0-10℃ )
日期 有效期 标识 1回/日
使用时 温度计 确认 目视
入出库 作业指导书 管理表 冷藏库温 度点检表
记
《改订记事》
日
号
内
容
期 担当 承认
客户 内部型号
品名
工程
部准 品 工 备工 本工 序序序
品名
PWB
品质保证工程管理图
發行部署: 作成日期:
發行
工序名
购入品 日期捺印 A面
重
点 机械 装置
作 (制造条件) 业
管理 项 目 方法
检查
测定
项 目 方法 机器
自动印刷机 捺印状态
全数
清晰无污染 印刷位置
全数 目视
承認
P:1 / 3 檢印 作成
2回/日
全数
目视
测试仪 万用表 目视
测试仪
不良记录 作业指导书 表 点检表 点 不检 良表 记录 作业指导书 表
点检表
ID码标签
购ID入码品标签贴 附
Wifi检查
贴付状态 静电手环 电阻
Wifi测试治
● Wifi 具
直流电源:
测试
3.0±0.05V
电波屏蔽箱
静电手环 电阻
印刷不良 全数 欠品/浮起 2回/日 夹入异物
购入品
购入品
组入
购入品 组入溶接
溶接 ● 治具
组入 外观检查
型名 ● 确认
样品
购入品 保护膜更换
画像检查
外观 ● 丝量印光
检设
嵌合状态
气 5±压: 0.5kgf.cm2
全数
段差/间隙 夹入异物
规格正确
电批扭力: 2.25± 0.25kgf.cm 电阻
2回/日 滑牙/浮起 欠品
2回/日
全数
全数 全数
DC3.2±0.05V 始业前 KEY动作 感触不良 听异音 配对不良 灯常亮 W动i作fi电不流良不 良
2回/日
使用时 温度计 确认 目视
全数 目视
入出库 作业指导书 管理表 冷藏库温 度点检表
作业指导书
全数 目视
作业指导书
测试仪 点检表
贴片部品 A面
购入品 SMT自动 贴片
炉前检查
SMT机
位 部置 品校 供准 给交 全数 装着状态
换
防止错品
● 镊子.样板 贴片位置 手套
静电手环 电阻
全数 欠品/偏位 反向/错品
支架
保护膜
工序名
重
点 机械 装置
作 (制造条件) 业
管理 项 目 方法
检查
测定
项 目 方法 机器
组入
镊子
组入状态
全数 装歪/欠品 全数 目视 错品/浮起
记录
P:3/4 关系规格
作业指导 书
CASE A B 嵌合
购入品 打螺钉
嵌合治具 ● 电批
電測
静电 手环
供电 ● 电毫源安
表微安 表RF接 收屏盒蔽 箱 电视机
工程
部准 品 工 备工 本工 序序序
品名
透明片A
工序名
购入品 组入
重
点 机械 装置
作 (制造条件) 业
管理 项 目 方法
检查
测定
项 目 方法 机器
吹风 机
时间3~4S 组立状态
全数
漏碳墨 异物清除
组入到位
全数 目视 全数 目视
透明片C
购入品 组入
吹风 机
时间3~4S 组立状态
全数
漏碳墨 异物清除
组入到位