球墨铸铁件淬火及组织
固溶强化球墨铸铁生产工艺

固溶强化球墨铸铁生产工艺固溶强化是一种常用的球墨铸铁生产工艺,通过对球墨铸铁进行固溶处理,可以显著提高其力学性能和耐磨性能。
本文将详细介绍固溶强化球墨铸铁的生产工艺及其优点。
一、固溶强化球墨铸铁的生产工艺1. 原料准备:选择高品质的生铁和合适的合金元素作为原料,确保球墨铸铁的化学成分符合要求。
2. 熔炼:将生铁和合金元素放入高炉或电炉中进行熔炼,控制好熔炼温度和时间,使合金元素充分溶解于铁液中。
3. 铸造:将熔炼好的铁液倒入球墨铸铁模具中,通过冷却凝固形成球墨铸铁件。
4. 固溶处理:将球墨铸铁件放入固溶炉中,加热至一定温度进行固溶处理。
固溶温度一般为球墨铸铁材料的临界温度,不同的合金元素有不同的固溶温度。
5. 淬火处理:固溶处理后的球墨铸铁件需要进行淬火处理,以获得良好的力学性能。
淬火温度和时间需要根据具体材料和要求来确定。
6. 机械加工:经过固溶强化处理的球墨铸铁件可以进行机械加工,如铣削、车削、磨削等,以达到所需的形状和尺寸。
二、固溶强化球墨铸铁的优点1. 提高强度和硬度:固溶处理可以使球墨铸铁中的合金元素均匀溶解,形成固溶体,从而提高材料的强度和硬度。
2. 提高耐磨性:固溶强化处理可以使球墨铸铁中形成更细小、更均匀的碳化物,从而提高材料的耐磨性和抗磨损能力。
3. 改善抗拉强度和韧性:固溶强化可以改善球墨铸铁的抗拉强度和韧性,使其在受力时更加稳定和可靠。
4. 提高抗疲劳性能:经过固溶强化处理的球墨铸铁具有较好的抗疲劳性能,能够在长期受到循环载荷时不易发生断裂和损伤。
5. 优化加工性能:固溶处理可以消除球墨铸铁中的残余应力,减少加工变形和裂纹的产生,提高材料的加工性能。
固溶强化是一种能够显著提高球墨铸铁性能的生产工艺。
通过固溶处理和淬火处理,可以使球墨铸铁具有更好的强度、硬度、耐磨性和韧性,适用于各种机械零部件和工程结构的制造。
球墨铸铁热处理方法
球墨铸铁热处理方法
球墨铸铁是一种高强度、高韧性、高耐磨性的铸铁材料,广泛应用于机械制造、汽车制造、航空航天等领域。
球墨铸铁的热处理是其制造过程中不可或缺的一步,可以改善其组织结构和性能,提高其使用寿命和可靠性。
球墨铸铁的热处理主要包括退火、正火、淬火和回火四个步骤。
退火是将球墨铸铁加热到一定温度,然后缓慢冷却,以消除内部应力和改善组织结构。
正火是将球墨铸铁加热到一定温度,然后快速冷却,以提高其硬度和强度。
淬火是将球墨铸铁加热到一定温度,然后迅速浸入水或油中冷却,以使其表面形成硬度高、耐磨性好的马氏体组织。
回火是将淬火后的球墨铸铁加热到一定温度,然后缓慢冷却,以消除淬火时产生的内部应力和改善组织结构。
球墨铸铁的热处理过程需要严格控制温度、时间和冷却速度等参数,以确保其性能达到设计要求。
同时,还需要对不同种类的球墨铸铁进行不同的热处理,以满足不同的使用要求。
例如,对于高强度、高韧性的球墨铸铁,需要进行正火和回火处理,以提高其强度和韧性;对于高耐磨性的球墨铸铁,需要进行淬火处理,以提高其表面硬度和耐磨性。
球墨铸铁的热处理是其制造过程中不可或缺的一步,可以改善其组织结构和性能,提高其使用寿命和可靠性。
在实际应用中,需要根据不同的使用要求和材料特性,选择合适的热处理方法和参数,以
确保球墨铸铁的性能达到最佳状态。
球 墨 铸 铁

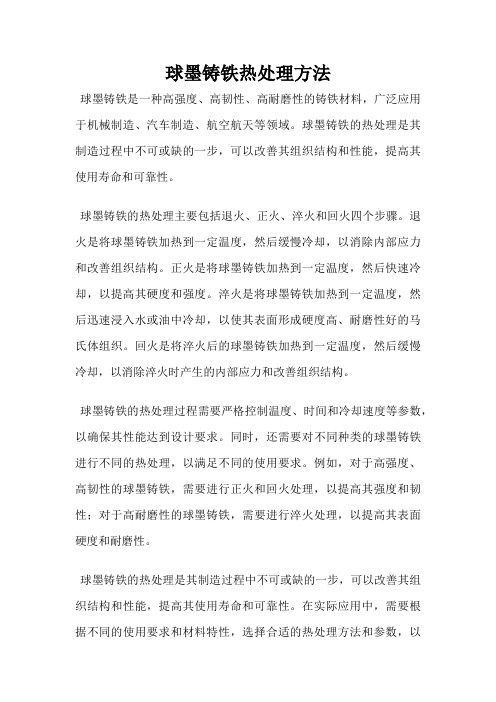
图1-11 球墨铸铁高温正火工艺曲线
2)低温正火
球墨铸铁
一般将铸件加热到820 ℃~860 ℃,保温1~4 h, 然后出炉空冷,获得珠光体 和分散铁素体的球墨铸铁。 低温正火后的铸件的塑性和 韧性提高了,但强度比高温 正火略低,其工艺曲线如图 1-12所示。
图1-12 球墨铸铁低温正火工艺曲线
球墨铸铁
球墨铸铁
图1-9 球墨铸铁低温石墨化退火工艺曲线
球墨铸铁
3)高温石墨化退火
由于球墨铸铁白口倾向较大,因而铸态组织中往往 出现自由渗碳体,为了获得铁素体球墨铸铁,需要进行 高温石墨化退火。
高温石墨化退火工艺是将铸件加热到900 ℃~950 ℃,保温2~4 h,使自由渗碳体石墨化,然后炉冷至 600 ℃,再出炉空冷,其工艺曲线如图1-10所示。
球墨铸铁
2)低温石墨化退火
当铸态基体组织为珠光体+铁素体而无自由渗 碳体存在时,为了获得塑性、韧性较高的铁素体球 墨铸铁,可进行低温石墨化退火。
低温石墨化退火工艺是将铸件加热到共析温度 范围附近,即720 ℃~760 ℃,保温2~8 h,使铸 件发生第三阶段石墨化,然后炉冷至600 ℃,再出 炉空冷,其工艺曲线如图1-9所示。
球墨铸铁的化学成分为ωC=3.6%~3.9%,ωSi=2.0% ~2.8%,ωMn=0.6%~0.8%,ωS<0.04%,ωP<0.1%, ωMg=0.03%~0.05%。与灰铸铁相比,球墨铸铁的碳、硅 含量较高,有利于石墨球化。
球墨铸铁
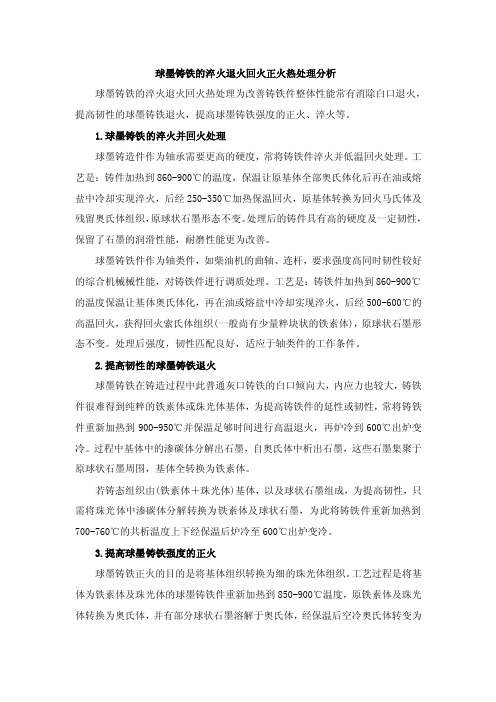
2. 球墨铸铁的显微组织
球墨铸铁按其基体组 织不同,可分为铁素体球 墨铸铁、铁素体+珠光体 球墨铸铁和珠光体球墨铸 铁三种,它们的显微组织 如图1-8所示。
球墨铸铁除了能采用上述热处理工艺外,还可以采用表面强化处 理,如表面淬火和渗氮等。
离心球墨铸铁管的组织及退火工艺研究

离心球墨铸铁管的组织及退火工艺研究王玉峰1,刘宗昌1,朱文方2,陈龙2(1.包头钢铁学院材料系,包头014010;2.抚顺特殊钢有限责任公司,抚顺113001)摘要:从大型离心球墨铸铁管上取样,用光学金相、电子金相法研究了铸造和不同退火状态下的离心球墨铸铁的组织,实行了低温退火新工艺。
研究表明,采用低温退火,使片状珠光体转变为粒状珠光体,并且控制粒状珠光体量为15%!25%,其余为铁素体+石墨,具有良好的综合力学性能。
关键词:球墨铸铁;离心铸管;珠光体;石墨中图分类号:TG143.5文献标识码:A文章编号:0254-6051(2002)10-0038-04M icrostruct ure and M echanical pro p erties of l ar g e d ia m eterC entrif u g al C asti n g ductile iron p i p e and its Anneali n g processW ANG Y u-f en g1,L I U Zon g-chan g1,ZHU W en-f an g2,CHENG L on g2(1.D e p art m ent o f M aterial s cience and En g i neeri n g,B ao tou U n ivers it y o f Iron and s tee l t echno lo gy,B ao tou N e i m en gg u014010,Ch i na;2.Fushun s p ecial s tee l C o.,L td.,Fushun L iaon i n g113001,Ch i na)分,那些没有逸出的游离的氢就会以原子态和分子态的形式残留在渗碳层内而对钢产生有害影响。
对于渗层浅的小工件,渗碳时间短,渗碳层内总的氢含量较少,再加上渗碳装炉时工件紧密排放使得出炉后降温速度缓慢,渗层内游离氢会在降温过程中较完全地扩散出工件表面。
球墨铸铁热处理方法之探讨

球墨铸铁热处理方法之探讨陆卫倩:(上海电机学院机械工程学院,上海200240)中国铸造装备与技术4/2010 高级工程师,原任上海机床厂有限公司磨床研究所高级工程师,现任上海电机学院副教授,主要从事零件失效分析和金属材料热处理本文详细介绍了球墨铸铁件的各种热处理工艺,并简单介绍了纳米技术在球墨铸铁件表面处理中的应用。
从文献资料来看,经纳米技术表面处理后的球墨铸铁件具有良好的自润性、良好的耐磨性、良好的耐蚀性,因此是一种非常有前途的表面处理。
众所周知:热处理是一项改进金属材料品质的方法,借助热处理可以改变或影响铸铁的组织及性质,同时还可获得更高的强度、硬度和耐磨性等。
铸铁热处理的种类繁多,但基本上可分成两大类:第一类是组织构造不会由热处理而发生变化或者也不应该发生改变的,第二类则是基本的组织结构发生变化者。
第一种热处理主要是用于消除内应力,热处理后组织、强度及其它力学性质等没有因热处理而发生明显变化。
第二种热处理能使基体组织发生明显的变化,这种热处理大致分为五类:①退火:其目的主要在于分解碳化物,降低铸铁的硬度,提高加工性能;②正火:其目的主要用于改进铸铁组织、获得均匀分布的力学性能;③淬火:其目的主要是为了获得比较高的硬度和表面耐磨性;④表面硬化处理:其目的主要是获得表面硬化层,同时得到较高的表面耐磨性;⑤析出硬化处理:其目的主要是为获得更高强度。
铸铁种类繁多,有灰口铸铁、白口铸铁、蠕墨铸铁、球墨铸铁等等,它们的组织结构也各不相同。
一般根据凝固过程中的析出物———共晶石墨或共晶碳化物来分类:基体内主要含片状石墨者称之为灰铸铁,主要含碳化物者称之为白口铸铁。
事实上白口铸铁由于具有很高的硬度与脆性用途较少;而灰铸铁的性质主要是由共晶石墨的形状与大小而定,这些析出的石墨无法经由热处理予以改进,因此具有非常低的强度及硬度。
但若铁液添加镁及稀土金属能使石墨在凝固过程中以球状析出成为球墨铸铁,那么情况就有所不同。
球墨铸铁的淬火退火回火正火热处理分析
球墨铸铁的淬火退火回火正火热处理分析球墨铸铁的淬火退火回火热处理为改善铸铁件整体性能常有消除白口退火,提高韧性的球墨铸铁退火,提高球墨铸铁强度的正火、淬火等。
1.球墨铸铁的淬火并回火处理球墨铸造件作为轴承需要更高的硬度,常将铸铁件淬火并低温回火处理。
工艺是:铸件加热到860-900℃的温度,保温让原基体全部奥氏体化后再在油或熔盐中冷却实现淬火,后经250-350℃加热保温回火,原基体转换为回火马氏体及残留奥氏体组织,原球状石墨形态不变。
处理后的铸件具有高的硬度及一定韧性,保留了石墨的润滑性能,耐磨性能更为改善。
球墨铸铁件作为轴类件,如柴油机的曲轴、连杆,要求强度高同时韧性较好的综合机械械性能,对铸铁件进行调质处理。
工艺是:铸铁件加热到860-900℃的温度保温让基体奥氏体化,再在油或熔盐中冷却实现淬火,后经500-600℃的高温回火,获得回火索氏体组织(一般尚有少量粹块状的铁素体),原球状石墨形态不变。
处理后强度,韧性匹配良好,适应于轴类件的工作条件。
2.提高韧性的球墨铸铁退火球墨铸铁在铸造过程中此普通灰口铸铁的白口倾向大,内应力也较大,铸铁件很难得到纯粹的铁素体或珠光体基体,为提高铸铁件的延性或韧性,常将铸铁件重新加热到900-950℃并保温足够时间进行高温退火,再炉冷到600℃出炉变冷。
过程中基体中的渗碳体分解出石墨,自奥氏体中析出石墨,这些石墨集聚于原球状石墨周围,基体全转换为铁素体。
若铸态组织由(铁素体+珠光体)基体,以及球状石墨组成,为提高韧性,只需将珠光体中渗碳体分解转换为铁素体及球状石墨,为此将铸铁件重新加热到700-760℃的共析温度上下经保温后炉冷至600℃出炉变冷。
3.提高球墨铸铁强度的正火球墨铸铁正火的目的是将基体组织转换为细的珠光体组织。
工艺过程是将基体为铁素体及珠光体的球墨铸铁件重新加热到850-900℃温度,原铁素体及珠光体转换为奥氏体,并有部分球状石墨溶解于奥氏体,经保温后空冷奥氏体转变为细珠光体,因此球墨铸件的强度提高。
球墨铸铁淬火工艺规范(精)
球墨铸铁淬火工艺规范
热处理规范金相组织备注
回火索氏体+少量铁素体及球状石墨淬火
以前最好先经正火当铸件中存在过量
自由渗碳体时,在淬火前必须进行高温
石墨化退火,以免析出二次网状渗碳
体,这种方式叫“二阶段淬火”。
考虑
到回火脆性,应尽量避免250~300℃范围
内淬火
石墨
石墨
表面层为细针状马氏体+少量残留奥氏体及球状石墨,过渡层为小岛状马氏体+细小铁素体,内部与原始组织相同对铁素体基体的球铁,必须先进行正火,使珠光体量≥70%,有时为了消除淬火应力而在380~410℃温度范围内回火处理
提高强度、硬度和耐磨性,减少淬火变形及裂纹。
它是发挥球铁材料最大潜力的热处理方法下贝氏体+少量马氏体+少量残留奥氏体+
球状石墨
铸态组织需无游离渗碳
石墨化退火。
等温淬火
获得良好的强度和韧性下贝氏体+碎片状铁素体铸态组织需无游离渗碳石墨化退火。
等温淬火。
球墨铸铁QT600--3表面激光多道淬火工艺的研究
学校代号:10532学号:¥1102W244密级:公开湖南大学工程硕士学位论文球墨铸铁QT600.3表面激光多道淬火工艺的研究导师姓名及职称:刘继常教授桂林高级工程师论文提交日期:2013年5月20日StudyontheprocessesofmultichannellasersurfacequenchingofductilecastironQT600-3byLUODanB.E.(nunanUniversityofArtandScience)2011AthesissubmittedinpartialsatisfactionoftheRequirementsforthedegreeofMasterofEngineeringVehicleEngineeringintheGraduateSchoolofHunanUniversitySupervisorProfessorLIUJichangSeniorEngineerGUILinMay,2013湖南大学学位论文原创性声明本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。
除了文中特别加以标注引用的内容外,本文不包含任何其他个人或集体已经发表或撰写的成果作品。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
本人完全意识到本声明的法律后果由本人承担。
…名:产日期:邳年6月6日学位论文版权使用授权书本学位论文作者完全了解学校有关保留、使用学位论文的规定,同意学校保留并向国家有关部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。
本人授权湖南大学可以将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
本学位论文属于1、保密口,在一年解密后适用本授权书。
2、不保密团。
(请在以上相应方框内打“√”)日期:Zof乡年6月6日作者签名:日期:加侈年6月6日导师签名:球墨铸铁QT600·3表面激光多道淬火工艺的研究摘要球墨铸铁材料因其较高的强度、良好的塑性和韧性,以及便于生产,成本比钢低廉等优良的性能而被广泛应用在工业生产中的各个领域。
球墨铸铁 热处理硬度
球墨铸铁热处理硬度1. 球墨铸铁简介球墨铸铁,又称球墨铸造铁、球墨铸造铁、球墨铸铁、球化铸铁等,是一种具有高强度、高韧性和良好的耐磨性的铸铁材料。
它是在铸铁中加入一定量的镁和稀土元素,通过球化处理使铸铁中形成球状石墨,从而改善了铸铁的性能。
球墨铸铁相比于普通铸铁具有更好的韧性和抗冲击性能,同时也具有较高的强度和硬度。
这使得球墨铸铁在许多领域得到广泛应用,如汽车制造、机械制造、矿山机械、农业机械等。
2. 球墨铸铁的热处理热处理是通过加热和冷却的方式改变材料的组织结构和性能。
对于球墨铸铁来说,热处理可以改变其硬度和强度,从而满足不同应用的要求。
球墨铸铁的热处理通常包括退火、正火和淬火等过程。
2.1 退火处理退火是将球墨铸铁加热到一定温度,然后缓慢冷却的过程。
退火处理可以消除球墨铸铁中的应力,并改善其韧性和可加工性。
退火温度通常在800℃-900℃之间,保温时间根据球墨铸铁的厚度和尺寸而定。
退火后,球墨铸铁的硬度会降低,但其韧性和可加工性会得到改善。
2.2 正火处理正火是将球墨铸铁加热到一定温度,然后迅速冷却的过程。
正火处理可以增加球墨铸铁的硬度和强度。
正火温度通常在900℃-950℃之间,保温时间根据球墨铸铁的厚度和尺寸而定。
正火后,球墨铸铁的硬度会增加,但其韧性和可加工性会降低。
2.3 淬火处理淬火是将球墨铸铁加热到一定温度,然后迅速冷却的过程。
淬火处理可以使球墨铸铁的组织结构发生变化,形成硬质的马氏体组织,从而显著提高其硬度和强度。
淬火温度通常在950℃-1000℃之间,冷却介质可以选择水、油或盐等。
淬火后,球墨铸铁的硬度会显著提高,但其韧性和可加工性会降低。
球墨铸铁的硬度是评价其性能的重要指标之一。
硬度测试可以通过多种方法进行,如布氏硬度测试、洛氏硬度测试和维氏硬度测试等。
3.1 布氏硬度测试布氏硬度测试是常用的一种硬度测试方法。
它通过在被测材料上施加一定负荷,然后测量压痕的直径来计算硬度值。
球墨铸铁的组织和性能
铁素体球墨铸铁
铁素体-珠光体球墨铸 铁
珠光体球墨铸铁
球墨铸铁的显微组织
球墨铸铁良好的机械性能是与其组织特点分不开的,在球铁中,石 墨结晶成球状,对基体的割裂作用大为减小,基体强度的利用率达(70~ 90)%,抗拉强度不仅高于铸铁,甚至还高于碳钢,σb=(400~600)MPa, σs=(300~400)MPa。屈强比σs/σb 为 0.7~0.8,比钢约高 40%左右。 塑性、韧性比灰口铸铁大大提高,δ=(1.5~10)%,经热处理最高可达
δ=(20~25)%。 球墨铸铁不仅具有远远超过灰铁的机械性能,而且同样也具有灰铁 的一系列优点。如良好的铸造性能、减摩性、切削加工性及低的缺口敏 感性等。甚至在某些性能方面可与锻钢相媲美,如疲劳强度大致与中碳 钢相似,耐磨性优于表面淬火钢等。此外,球铁还可适应各种热处理, 使其机械性能提高到更高的水平。因此。球铁一出现就得到迅速的发展。 它可代替部分钢作较重要的零件,对实现以铁代钢、以铸代锻起重要的 作用,具有较大的经济效益。例如,珠光体球铁常用于制造曲轴、连杆、 凸轮轴、机床主轴、水压机气缸、缸套、活塞等。铁素体球铁用于制造
盘铸件需进行退火处理。 2.正火
目的是增加基体组织中珠光体的含量,并使其细化,提高铸铁的强 度、硬度和耐磨性,如发动机的缸套、滑座和轴套等铸件均要进行正火。
此外,还能将铸态珠光体球铁进行调质和等温淬火,以获得高的强度和硬度,但是都只适宜 于小件。
并适合流水作业生产等优点。 因球化处理时铁水温度有所降低,为保证流动性,应使铁水的出炉
温度高些。 四、球墨铸铁的热处理 由于球铁基体组织与钢相同,球铁石墨又不易引起应力集中,因此 它具有较好的热处理工艺性能。凡是钢可以采用的热处理,在理论上对 球铁都适用。常用的热处理方法有以下几种:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
球墨铸铁为什么要进行淬火处理?怎样进行淬火处理?
球墨铸铁的基体组织,一般都是珠光体和铁素体,或者为珠光体。
为了改善铸件的机械性能,提高它的硬度、强度和它的耐磨性,往往也对它进行淬火处理,淬火的目的也和钢淬火的目的相似,但它主要是为了获得更高硬度的马氏体组织或托氏体组织,有时也是为了在随后回火中获得一定的组织和机械性能而进行的。
球墨铸铁的淬火与钢的淬火基本相同,不过它淬火的加热温度,保温时间及冷却速度等一般与它的化学成分的关系不大,而主要取决于它的基体组织。
下面就来说明球墨铸铁淬火时加热温度、保温时间与冷却的问题。
(一)加热温度
球墨铸铁铸件淬火时加热温度,对于铸件淬火后的硬度有着直接的影响,铸件淬火温度一般推荐为:800-900℃。
这样淬火后它的硬度可达HRC60左右。
但不宜超过900℃。
铸件淬火的加热温度与基体组织有关,如果它的基体为珠光体(第三、四种类型),加热时应取下限,即可在上时(第一、二种类型),加热温度应取上限,即在860-900℃。
但是不论在什么场合下,铸件的淬火加热温度不宜低于800℃,也不能高出900℃。
因为低于800℃,就不能得到均匀一致的奥氏体,淬火后的组织将是不能令人满意的,若淬火温度高于900℃时,淬火后便会保留大量的残余奥氏体,使硬度下降,也不能达到预期的效果。
(二)保温时间
铸件淬火时的加热温度与基体组织有关,而且铸件淬火加热时保温时间除了与断面大小有关外,也与基体组织有关。
因此,当确定铸件淬火的保温时间时,亦应考虑断面于基体组织。
例如,当铸件的有效厚度在20毫米时,若把它在普通箱式炉中加热,则应根据其基体组织来决定保温时间。
如果它的基体组织全班为珠光体,则保温0.5-1小时就足够了。
倘若基体中有50%左右的铁素体时,保温时间应增加到1-2小时,若铁素体占80%左右,淬火保温时间还要延长,一般为3小时左右。
由此可见,在球墨铸铁淬火前必须弄清楚它是什么样的基体组织,然后才能确定其加热温度与保温时间。
(三)冷却
球墨铸铁铸件淬火时,一般都用油做淬火剂。
但因油的冷却能力不强,对于截面较大的工件不易淬透,因而较难获得高的硬度。
所以在工厂中对于截面较大,而形状又很简单的工件,往往也采用水或者盐水做为淬火剂。
但是,这样的淬火剂容易引起工件的变形与开裂,所以必须小心谨慎。
当然工件的尺寸较小时,也可以采用分段淬火、等温淬火和双液淬火法进行淬火。
这些要求淬火工人具有较熟练的技巧。
现将铸件等温淬火时,等温温度与获得基体组织之间的关系列于表6-7。
球墨铸铁工件除采用上述普通淬火法外,也和钢一样可采用火焰表面淬火、盐浴快速表面淬火以及高频淬火等,其操作方法可参看钢的有关这类淬火法。