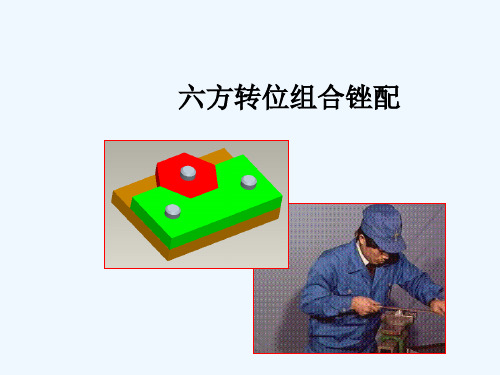
高级钳工技能训练 六方转位组合锉配 PPT
合集下载
钳工实训(锉四方、六角)

项目一锉削正方形
一、实训要求
熟练掌握划线、锯削,学习掌握锉削。
在加工过程中,把握好尺寸。
技术要求
1.全部尺寸公差均为正负0.1
2.所有角度误差控制在1°以内
二、工艺过程
1.备料50x50的方板
2.划线
(1)定中心划中心线
(2)取a=40作正方形
3.锯除多余边角料
4.依次锉削加工各边至图纸要求
三、评分标准
项目二锉削正六边形
一、实训要求
熟练掌握划线、锯削,锉削。
在加工过程中,把握好尺寸与角度关系。
技术要求
1.全部尺寸公差均为正负0.1
2.所有角度误差保证在1°以内
二、工艺过程
1.备料45x45的方板
2.划线
(3)定圆心划中心线
(4)取R=18划圆
(5)将圆六等分作正六边形
3.锯除多余边角料
4.依次锉削加工各边至图纸要求
三、评分标准。
电子课件-《机修钳工实训(高级模块)》-A02-2052 1-2-1锉削与锉配

四、锉配浮动镗刀杆方孔
1.浮动镗刀杆简图
图1–2–4 浮动镗刀杆
课题2 锉削加工
2.锉配考核评分标准
课题2 锉削加工
3.方孔锉配工艺方法
(1)划线 (2)钻孔 (3)粗锉长方孔
留精锉加工余量0.1mm。 (4)锯退刀槽 (5)锉基准面
用百分表测量精确尺寸,如图1–2–5所示。百分表测量 工具用量块调整零位。
课题2 锉削加工
二、锉削基准选择原则
1.选用已加工过的最大且平整的面作锉削基准; 2.选用锉削量最少的面作锉削基准; 3.选用划线基准、测量基准作锉削基准; 4.选用加工精度最高的面作锉削基准。
三、对称度的概念及测量方法
1.对称度的概念
对称度误差是指被测表面 的对称平面与基准表面的对称 平面间的最大偏移距离Δ,如 图1–2–1所示。
课题2 锉削加工
(3)划线 在方形毛坯(图1-2-11)上划出件2、件3外形,并
锯削成两块,保证两块都有加工余量。
图1-2-11 件2、件3毛坯
课题2 锉削加工
(4)加工件2外形 粗、精锉件2外形,保证其尺寸和形位公差符合图
样要求。 (5)加工件3 1)以底面和尺寸85mm的对称中心线为基准划加工
图1–2–1对称度误差
课题2 锉削加工
对称度公差带指相对基准中心平面对称配置的两个 平行平面之间的区域。如图1–2–2所示的公差带t。
2.对称度的测量方法
测量被测表面与基准表面的尺寸A和B,其差值之半 即为对称度误差值,如图1–2–3所示。
图1–2–2对称度公差带
图1–2–3对称度测量
课题2 锉削加工
课题2 锉削加工
图1-2-13 钻V形板上的孔
课题2 锉削加工
1.浮动镗刀杆简图
图1–2–4 浮动镗刀杆
课题2 锉削加工
2.锉配考核评分标准
课题2 锉削加工
3.方孔锉配工艺方法
(1)划线 (2)钻孔 (3)粗锉长方孔
留精锉加工余量0.1mm。 (4)锯退刀槽 (5)锉基准面
用百分表测量精确尺寸,如图1–2–5所示。百分表测量 工具用量块调整零位。
课题2 锉削加工
二、锉削基准选择原则
1.选用已加工过的最大且平整的面作锉削基准; 2.选用锉削量最少的面作锉削基准; 3.选用划线基准、测量基准作锉削基准; 4.选用加工精度最高的面作锉削基准。
三、对称度的概念及测量方法
1.对称度的概念
对称度误差是指被测表面 的对称平面与基准表面的对称 平面间的最大偏移距离Δ,如 图1–2–1所示。
课题2 锉削加工
(3)划线 在方形毛坯(图1-2-11)上划出件2、件3外形,并
锯削成两块,保证两块都有加工余量。
图1-2-11 件2、件3毛坯
课题2 锉削加工
(4)加工件2外形 粗、精锉件2外形,保证其尺寸和形位公差符合图
样要求。 (5)加工件3 1)以底面和尺寸85mm的对称中心线为基准划加工
图1–2–1对称度误差
课题2 锉削加工
对称度公差带指相对基准中心平面对称配置的两个 平行平面之间的区域。如图1–2–2所示的公差带t。
2.对称度的测量方法
测量被测表面与基准表面的尺寸A和B,其差值之半 即为对称度误差值,如图1–2–3所示。
图1–2–2对称度公差带
图1–2–3对称度测量
课题2 锉削加工
课题2 锉削加工
图1-2-13 钻V形板上的孔
课题2 锉削加工
高级钳工技能训练——六方转位组合锉配 ppt课件
(3)锯、锉件2外形余量
3、装配件1、件2
(2)件1、件2配钻、 配铰销钉孔
(1)件2划销钉孔位置线 (4)精修外形
(3)配装销钉
4、锯、锉件2六方槽
34.64
(2)钻工艺排孔
17.32
(1)件2六方槽划线
20
(3)锯削,去余量
(4)锯、锉件2六方槽
5、锯、锉件3
(2)锯六方外 形 (3)锉六方外 形
锉相对面,保证 平行+尺寸精度
34.64
(1)件3六方形划线
锉相邻面,保证平 行+尺寸精度+角度
6、装配件3
(1)件3中心位置划线、打样冲眼
(2)安装件3
(4)安装销钉
(3)件3与件1配钻销孔
六方转位组合锉配
项目分析 1、图纸分析
精品资料
2、加工精度分析 •形位精度 •尺寸精度
•装配要求
•表面质量
•配合要求
制定工艺方案
1、加工件1外形 2、加工件2外形
•保证尺寸精度
件1 •留0.3~0.5 精修余量
(2)锯、锉件1外形余量 •保证尺源自精度(1)修锉基准面•留0.3~0.5 精修余量 件2
3、装配件1、件2
(2)件1、件2配钻、 配铰销钉孔
(1)件2划销钉孔位置线 (4)精修外形
(3)配装销钉
4、锯、锉件2六方槽
34.64
(2)钻工艺排孔
17.32
(1)件2六方槽划线
20
(3)锯削,去余量
(4)锯、锉件2六方槽
5、锯、锉件3
(2)锯六方外 形 (3)锉六方外 形
锉相对面,保证 平行+尺寸精度
34.64
(1)件3六方形划线
锉相邻面,保证平 行+尺寸精度+角度
6、装配件3
(1)件3中心位置划线、打样冲眼
(2)安装件3
(4)安装销钉
(3)件3与件1配钻销孔
六方转位组合锉配
项目分析 1、图纸分析
精品资料
2、加工精度分析 •形位精度 •尺寸精度
•装配要求
•表面质量
•配合要求
制定工艺方案
1、加工件1外形 2、加工件2外形
•保证尺寸精度
件1 •留0.3~0.5 精修余量
(2)锯、锉件1外形余量 •保证尺源自精度(1)修锉基准面•留0.3~0.5 精修余量 件2
钳工实训精品PPT课件
6. 凹凸件锯断前,要对各锉削加工面再进行一次检查,清角、 去毛刺,以保证锯开后能达到配合要求。
7.检查坯料尺寸,外形尺寸的偏差数值直接影响其它尺寸的 配合,应认真检查。
8.划线时要注意一次成功,注意检查划线质量。
质量控制检测内容:
锉配: 2处42mm、24mm、2处60°尺寸;表面
粗糙度;对称度;5处配合间隙;错位量。 钻孔、攻螺纹:
7 样板
8
6
③.用φ10mm圆柱测量棒测量控制尺寸A(见图)
A=13.47
7
8
6
H=18 -00,,0040 43
70
内燕尾槽计算方法如下:已知H=18mm,b=20mm,α=60°
A b2 h (1 1)d 2 0 3 (1 1) 1 0 1.4 37
ta an ta1a n
3 ta 30 n 0
2-φ8mm的孔;2-M10;4处12mm、2 处45mm的尺寸;表4处面粗糙度;对称度。
加工的难点:
尺寸的测量和控制,要求测量数值必须精确。
考核:
1.产品质量;(见附表) 2.安全文明生产。
加工步骤及工艺流程:
❖ 工艺流程:
1.对备料作出必要的修 整;
2.选定并修整基准角, 做好标记。
❖ 目标要求:
工具、量具、刃具及材料:
划针、样冲、划规、锤子、锯弓、 锯条、平锉、三角锉、方锉、
直柄麻花钻(φ2mm、φ8mm、φ8.5mm、 φ11mm)、M10丝锥、铰杠、钢直尺、 90°角尺、游标高度尺、游标卡尺、刀口 形直尺
材料:Q213、 规格为97mm×80mm×20mm
课时安排
(为计划课时,具体时间根据学生实际操作情况而定):
❖ 1.清理坏料; ❖ 2.检查坯料尺寸; ❖ 3.根据毛坏材料选择面,作为第一加工
7.检查坯料尺寸,外形尺寸的偏差数值直接影响其它尺寸的 配合,应认真检查。
8.划线时要注意一次成功,注意检查划线质量。
质量控制检测内容:
锉配: 2处42mm、24mm、2处60°尺寸;表面
粗糙度;对称度;5处配合间隙;错位量。 钻孔、攻螺纹:
7 样板
8
6
③.用φ10mm圆柱测量棒测量控制尺寸A(见图)
A=13.47
7
8
6
H=18 -00,,0040 43
70
内燕尾槽计算方法如下:已知H=18mm,b=20mm,α=60°
A b2 h (1 1)d 2 0 3 (1 1) 1 0 1.4 37
ta an ta1a n
3 ta 30 n 0
2-φ8mm的孔;2-M10;4处12mm、2 处45mm的尺寸;表4处面粗糙度;对称度。
加工的难点:
尺寸的测量和控制,要求测量数值必须精确。
考核:
1.产品质量;(见附表) 2.安全文明生产。
加工步骤及工艺流程:
❖ 工艺流程:
1.对备料作出必要的修 整;
2.选定并修整基准角, 做好标记。
❖ 目标要求:
工具、量具、刃具及材料:
划针、样冲、划规、锤子、锯弓、 锯条、平锉、三角锉、方锉、
直柄麻花钻(φ2mm、φ8mm、φ8.5mm、 φ11mm)、M10丝锥、铰杠、钢直尺、 90°角尺、游标高度尺、游标卡尺、刀口 形直尺
材料:Q213、 规格为97mm×80mm×20mm
课时安排
(为计划课时,具体时间根据学生实际操作情况而定):
❖ 1.清理坏料; ❖ 2.检查坯料尺寸; ❖ 3.根据毛坏材料选择面,作为第一加工
钳工基本操作培训PPT课件全
常用的涂料有石灰水,适用于铸、锻件的毛坯表面;蓝油,适用于 已加工的表面。
2.选择划线基准 划线时选择一个或几个平面(或线)作为划线的根据,划其余的尺 寸线都从这些线或面开始,这样的线或面就是划线基准。选定划线基 准应尽量与图纸上的设计基准一致。
钳工基本操作
3.划线 (1)平行线的划法 1)用靠边角尺推平行线。将角尺紧靠工件基准边,并沿基准 边移动,用钢尺度量尺寸后,沿角尺划出。 2)用作图法划平行线。按已知平行线的距离为半径,用划规 划两圆弧,作两圆弧的切线即得。
钳工基本操作
课题二 划线与冲眼
1. 掌握常用划线工具的使用方法。 2. 能熟练地对简单工件进行划线和冲眼操作。
钳工基本操作
一、划线工具及使用方法
1.划线平台
铸铁制成,工件表面经过精刨或刮削加工。划线平台要放置 平稳,并处于水平位置。在使用过程中应保持清洁,防止铁屑、 灰砂等划伤台面,也不得在台面上作敲击性工作。然后应擦拭 干净,并涂上机油防锈。
钳工基本操作
2.游标卡尺的使用
测量时,应将两量爪张开到略大于被测尺寸,将固定量 爪的测量面帖靠着工件。然后轻轻用力移动副尺,使活动量 爪的测量面也靠紧工件,并使卡尺测量面的连线垂直于被测 量面。最后把制动螺钉拧紧,并读出所测数值。
钳工基本操作
3.游标卡尺测量值的读数
(1)读整数 副尺零线左边主尺的第一条刻线是整数的毫米值,图中 为28mm。 (2)读小数 在副尺上找出哪一条刻线与主尺刻线对齐,在对齐处从 副尺上读出毫米的小数值,图中为0.86mm。 (3)将上述两数值相加,即为游标卡尺测量尺寸,即工件尺寸为 28.86mm。
钳工基本操作
三、划规
划规用来划圆和圆弧、等分线段、等分角度及量取尺寸等。
2.选择划线基准 划线时选择一个或几个平面(或线)作为划线的根据,划其余的尺 寸线都从这些线或面开始,这样的线或面就是划线基准。选定划线基 准应尽量与图纸上的设计基准一致。
钳工基本操作
3.划线 (1)平行线的划法 1)用靠边角尺推平行线。将角尺紧靠工件基准边,并沿基准 边移动,用钢尺度量尺寸后,沿角尺划出。 2)用作图法划平行线。按已知平行线的距离为半径,用划规 划两圆弧,作两圆弧的切线即得。
钳工基本操作
课题二 划线与冲眼
1. 掌握常用划线工具的使用方法。 2. 能熟练地对简单工件进行划线和冲眼操作。
钳工基本操作
一、划线工具及使用方法
1.划线平台
铸铁制成,工件表面经过精刨或刮削加工。划线平台要放置 平稳,并处于水平位置。在使用过程中应保持清洁,防止铁屑、 灰砂等划伤台面,也不得在台面上作敲击性工作。然后应擦拭 干净,并涂上机油防锈。
钳工基本操作
2.游标卡尺的使用
测量时,应将两量爪张开到略大于被测尺寸,将固定量 爪的测量面帖靠着工件。然后轻轻用力移动副尺,使活动量 爪的测量面也靠紧工件,并使卡尺测量面的连线垂直于被测 量面。最后把制动螺钉拧紧,并读出所测数值。
钳工基本操作
3.游标卡尺测量值的读数
(1)读整数 副尺零线左边主尺的第一条刻线是整数的毫米值,图中 为28mm。 (2)读小数 在副尺上找出哪一条刻线与主尺刻线对齐,在对齐处从 副尺上读出毫米的小数值,图中为0.86mm。 (3)将上述两数值相加,即为游标卡尺测量尺寸,即工件尺寸为 28.86mm。
钳工基本操作
三、划规
划规用来划圆和圆弧、等分线段、等分角度及量取尺寸等。
钳工技能项目五-锉削ppt课件.ppt

任务5.3 平面的锉削
3.推锉
推锉的操作方法如图(c)所示,横握锉身,左、右手分 别握在锉身的两端,锉削时,用双手推进、拉回锉刀。推 锉操作的切削量小,锉刀容易掌握平稳,可获得较平整的 加工表面。推锉主要用于狭窄平面的加工。
三、平面度的检验方法 病原体侵入机体,消弱机体防御机能,破坏机体内环境的相对稳定性,且在一定部位生长繁殖,引起不同程度的病理生理过程
病原体侵入机体,消弱机体防御机能 ,破坏 机体内 环境的 相对稳 定性, 且在一 定部位 生长繁 殖,引 起不同 程度的 病理生 理过程
项目五 锉削
病原体侵入机体,消弱机体防御机能 ,破坏 机体内 环境的 相对稳 定性, 且在一 定部位 生长繁 殖,引 起不同 程度的 病理生 理过程
任务5.1 锉削工具及其选用
任务5.3 平面的锉削
病原体侵入机体,消弱机体防御机能 ,破坏 机体内 环境的 相对稳 定性, 且在一 定部位 生长繁 殖,引 起不同 程度的 病理生 理过程
任务5.3 平面的锉削
一、工件的装夹
工件的装夹是否正确,直接影响到锉削质量的高低。 1.工件尽量夹持在台虎钳钳口宽度方向的中间。
锉削面靠近钳口,以防锉削时产生震动。 2.装夹要稳固,但用力不可太大,以防工件变形。 3.装夹已加工表面和精密工件时,应在台虎钳钳
任务5.1
锉削工具及其选用
四、锉刀的使用安全与维护
1.用锉刀锉削工件时,不得加润滑剂或水,这将使锉 刀锉削时打滑或引起齿面生锈。
2.不能用锉刀锉削有氧化层的工件或淬火工件,因 氧化层和淬火工件的硬度较大,容易损伤锉齿,减低锉齿 的切削性能。
3.在使用锉刀的全过程中,要用铜丝刷或顺锉齿纹 的方向刷去锉纹内的铁屑,使用完毕后,一定要仔细刷去 全部铁屑,才能存放。
钳工工艺与技能实训项目六

一、制作要求 二、实训准备
表6-1 实训工具
任务二 制作仪表榔头
三、小榔头加工工艺
图6-8 榔头坯料
图6-9 长方形加工
任务二 制作仪表榔头
图6-10 仪表榔头
任务二 制作仪表榔头
四、评分标准
ቤተ መጻሕፍቲ ባይዱ
表6-2 评分标准
项目六 复合工件训练
项目六 复合工件训练
任务一 锉六方 任务二 制作仪表榔头
任务一 锉六方
一、备料要求 二、加工步骤
图6-1 六方平面图
图6-2 锉削六角第一面
任务一 锉六方
图6-3 锉削相对面
图6-4 锉削第三面
任务一 锉六方
图6-6 锉削第五面
图6-7 锉削第五面的相对面
任务二 制作仪表榔头
钳工技术培训课件完整版
为了规范事业单位聘用关系,建立和 完善适 应社会 主义市 场经济 体制的 事业单 位工作 人员聘 用制度 ,保障 用人单 位和职 工的合 法权益
单元1 钳工基本知识
1.2钳工的常用设备
1.钳台
• 图1.1钳台
为了规范事业单位聘用关系,建立和 完善适 应社会 主义市 场经济 体制的 事业单 位工作 人员聘 用制度 ,保障 用人单 位和职 工的合 法权益
图2.5划线方箱
为了规范事业单位聘用关系,建立和 完善适 应社会 主义市 场经济 体制的 事业单 位工作 人员聘 用制度 ,保障 用人单 位和职 工的合 法权益
单元2 划线
2.测量工具:⑴游标高度尺 ⑵钢尺 ⑶直角 尺
• 图2.6游标高度尺
图2.7直角尺
为了规范事业单位聘用关系,建立和 完善适 应社会 主义市 场经济 体制的 事业单 位工作 人员聘 用制度 ,保障 用人单 位和职 工的合 法权益
• 图2.12划线基准
立体划线基准选择原则 为了规范事业单位聘用关系,建立和完善适应社会主义市场经济体制的事业单位工作人员聘用制度,保障用人单位和职工的合法权益 (1)划线基准应与设计基准一致,以便能直接量取尺寸, 避免因尺寸间的换算而增加划线误差。 (2)以精度高且加工余量少的形面作为划线基准,以保证 主要形面的顺利加工和便于安排其它形面的加工位置。
单元1 钳工基本知识
1.1.2 钳工应用范围
(1)加工前的准备工作。如清理毛坯,在工件上划线 等。
(2)加工精密零件。如锉样板、刮削或研磨机器量具 的配合表面等。
(3)零件装配成机器时互相配合零件的调整,整台机 器的组装、试车、调试等。
(4)机器设备的保养维护。
为了规范事业单位聘用关系,建立和 完善适 应社会 主义市 场经济 体制的 事业单 位工作 人员聘 用制度 ,保障 用人单 位和职 工的合 法权益
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
p锉相对面,保证 平行+尺寸精度
34.64
(1)件3六方形划线
p锉相邻面,保证平 行+尺寸精度+角度
6、装配件3
(1)件3中心位置划线、打样冲眼
(2)安装件3
(4)安装销钉
(3)件3与件1配钻销孔
技能训练 划 线
钻 孔
• •
•
锯 割
锉 削
•感谢聆听!
(3)锯、锉件2外形余量
3、装配件1、件2
(2)件1、件2配钻、 配铰销钉孔
(1)件2划销钉孔位置线 (4)精修外形
(3)配装销钉
4、锯、锉件2六方槽
34.64
(2)钻工艺排孔
17.32
(1)件2六方槽划线
20
(3)锯削,去余量
(4)锯、锉件2六方槽
5、锯、锉件3
(2)锯六方外 形 (3)锉六方外 形
六方转位组合锉配
六方转位组合锉配
项目分析 1、图纸分析
2、加工精度分析 •形位精度 •尺寸精度
•装配要求
•表面质量
•配合要求
制定工艺方案
1、加工件1外形 2、加工件余量
(2)锯、锉件1外形余量 •保证尺寸精度
(1)修锉基准面
•留0.3~0.5 精修余量 件2
34.64
(1)件3六方形划线
p锉相邻面,保证平 行+尺寸精度+角度
6、装配件3
(1)件3中心位置划线、打样冲眼
(2)安装件3
(4)安装销钉
(3)件3与件1配钻销孔
技能训练 划 线
钻 孔
• •
•
锯 割
锉 削
•感谢聆听!
(3)锯、锉件2外形余量
3、装配件1、件2
(2)件1、件2配钻、 配铰销钉孔
(1)件2划销钉孔位置线 (4)精修外形
(3)配装销钉
4、锯、锉件2六方槽
34.64
(2)钻工艺排孔
17.32
(1)件2六方槽划线
20
(3)锯削,去余量
(4)锯、锉件2六方槽
5、锯、锉件3
(2)锯六方外 形 (3)锉六方外 形
六方转位组合锉配
六方转位组合锉配
项目分析 1、图纸分析
2、加工精度分析 •形位精度 •尺寸精度
•装配要求
•表面质量
•配合要求
制定工艺方案
1、加工件1外形 2、加工件余量
(2)锯、锉件1外形余量 •保证尺寸精度
(1)修锉基准面
•留0.3~0.5 精修余量 件2