04 不符合项纠正措施表
不符合项控制和纠正措施

不符合性控制的重要性
不符合性控制情况是评价质保大纲适用性、有效性的重要方面 之一
对不符合性的有效控制是提高工作绩效的关键要素 不符合性控制不善可能造成的后果
物项或服务的质量不符合要求 规定的质量没有把握 使用前必须修复,造成各种浪费 各方必须重新对受影响的活动树立信心 为防止重复出现必须采取措施
法规、导则要求
50-C-Q(96) 207.必须识别不满足要求的物项、服务和过程, 评定这些不符合性对安全的影响,并向相应管理 层报告。必须根据评定的结果,接受、拒绝或返 工这些物项,以及接受或拒绝这些服务或过程。 208. 为了确保改善,必须决定这些不符合性的原 因并采取措施防止其再次发生。为确定改善措施, 必须审查物项的特性(如可靠性)、过程执行情 况、经验以及其它质量有关信息(包括管理过 程),以及必须分析数据资料。)
法规、导则要求
IAEA 50-C-QA(88)—1001 General:“Measures shall also be established to control items which do not conform to requirement,in order to prevent their inadvertent use or installation。To ensure control,these non-conforming items shall be identified by marking、by tagging or by physical segregation,where practical 。Measures which control further processing、delivery or installation of non-conforming or defective items shall be established、 documented and implemented。”
不符合项模板

b、对超标卡尺申请报废,做好标示并隔离处理。(详见附件1-1)
原因分析:
纠正情况:
原因分析:
纠正措施:
举一反三检查情况(针对全部体系范围):
受审核方对纠正措施有效性的验证:
受审核方验证人:日期:
受审核方代表:日期:
注:此表内容全部由受审核方填写
不符合项纠正措施表
(模板)
No.J-6
不符合项事实摘要:
部分测量设备管理过程为有效实施,不符合标准ISO/TS16949条款7.6的要求,如粗车过程使用的游标卡尺No:CP-07在2008-08-07内校时发现超出允许误差,但没有对以往测量风险进行评估.
纠正情况:
遏制措施Containment actions:(注:这一措施是对具体问题的改正,目的是消除已发生的不合格现象,措施对具体问题要有针对性,若具体问题涉及到产品检验、仪器校准或设计验证,则措施必须包含对以往测量或出货产品的追溯,要写明重测重校重验和追溯的结果,确保将所有可能带来的影响已全面消除)
c.负责仪器校验的人员深入学习理解TS标准要求。(详见附件1-4)
(若不符合项提到的是两个以上类型的问题,要分别分析改进)
举一反三检查情况(针对全部体系范围):
受审核方对纠正措施有效性的验证:
已实施的纠正措施有效性验证:(注:对纠正措施的实施情况进行描述,对类似问题的再发生进行跟踪,描述跟踪验证结果)
第二类原因5why真因分析:
1、为什么没有及时发现卡尺超出允许误差?
实验室纠正措施记录

验证人:庞忠
日期:2020.1.11
浙江万胜智能科技股份有限公司检测中心
编号:02
纠正措施记录
Q/WS JL 012-01
不符合项责任人
汪武
不符合项记录(报告)表编号 2020-03
不符合项原因分析: 综合管理员有对设备编号为 WSB-074 的对地冲击耐压仪建立技术档案,其中包括了保养记录。此次 因综合管理员对相关准则条款内容不够熟悉工作不够仔细,参照该设备技术档案,整理新设备技术档 案,导致该设备保养记录丢失。
批准人:陈立武 日期:2020.1.9
纠正措施实施记录: 2020 年 1 月 10 日,对检测室所有测量设备进行排查,发现张贴不牢固的进行重新粘贴,并在所有三 色标识外再贴了一层透明胶带。
跟踪验证记录:
记录人:安宇翔
日期:2020.1.11
验证方式;提供见证的材料(见后附证据) 现场跟踪检查见证
跟踪验证记录:
记录人:杨可喜
日期:2020.1.11
验证方式; 提供见证的材料(见后附证据) 现场跟踪检查见证
有关说明:
验证结论:
纠正措施实施后
是 否 消除了问题发生的原因;
是 否 严重影响实际运作对《认可准则》的符合性;
是 否 需要进行附加审核。
此不符合项 可以 不可以 关闭;
审核人:庞忠
日期:2020.1.9
批准人:陈立武 日期:2020.1.9
纠正措施实施记录: 1、2020 年 1 月 10 日,通过现场查看门锁已修好。 2、2020 年 1 月 10 日,对组织中心相关人员集中组织了 CNAS-CL01:2018《认可准则》6.3.3 条款和 Q/WS G072 019-2019《设施和环境条件控制程序》的相关内容进行学习。
不合格和纠正措施程序(含表格)

不合格和纠正措施管理程序(ISO9001-2015)1.目的:确保不合格发生后能及时调查原因,采取有效纠正措施,防止再发生同样的问题。
2.范围:本公司所采取的纠正措施及改善统计技术的运用。
3.权责:当以下情况发生时按下表执行纠正措施:4.定义:(无)5.作业流程5.1.1以上质量异常发生时,应由以上表中规定的部门填写适合表单送相关部门。
5.1.2供方的纠正措施:若供方来料不良,则由IQC填写《进料异常通知单》,采购部联络供方,由其分析原因并完成纠正措施;品质部应予以跟踪、确认。
5.1.3 本厂内部的纠正措施:a)本厂内部制程出现严重不良/不良连续发生或成品抽检不合格时,,由品质部开出《巡回检查异常联络书》或《品质异常处理单》交责任部门分析原因并采取纠正措施,品质部应予以跟踪、确认。
b)当质量/环境目标或环境绩效出现不符合时,管理部发出《纠正措施报告》,并由管理部进行跟踪确认直至问题改善。
c)内审发现不符合项依《内部审核控制程序》执行。
d)管理评审决议事项依《管理评审控制程序》执行。
e)客户满意度测量发现客户不满意时依《客户满意度测量控制程序》执行。
5.1.4客户投诉、退货之纠正状况:a)客户投诉/退货之纠正,由品质部负责组织相关部门填写《客户投诉处理单》,相关责任部门采取纠正措施直至问题改善,待品质部验证合格后将完成情况回复客户以取得客户满意。
具体参照《客户投诉控制程序》执行。
5.1.7 改善效果与确认:a)由(表一)所列权责部门依责任部门拟订措施及预估完成日期追踪。
b)若未改善,应要求重新分析原因及拟订对策,直到完全纠正。
5.1.5需要时,更新策划期间确定的风险和机遇,具体参见《风险管理程序》。
5.1.6如有必要,经确认有效的纠正措施应修订于相关的体系文件之中,具体的修订作业遵照《文件控制程序》执行。
5.1.7品质部或管理部应将所有纠正措施汇总登记在《纠正措施一览表》。
纠正措施实施情况应提交管理评审会议予以效果检讨、确认其合理性与有效性。
不符合项处理措施
不符合项处理措施
不符合项处理措施是指在质量管理体系中,对发现的不符合项采取的纠正和预防措施。
这些措施的目的是确保不符合项得到及时处理,防止类似问题再次发生,提高质量管理体系的有效性。
以下是一些常见的不符合项处理措施:
1. 识别不符合项:首先,需要明确不符合项的具体内容和性质,以便采取相应的措施。
2. 分析原因:对于不符合项,需要进行根本原因分析,找出导致问题发生的根本原因。
3. 制定纠正措施:根据根本原因,制定具体的纠正措施,以消除不符合项。
4. 实施纠正措施:按照制定的纠正措施,组织实施,并确保实施过程得到有效的监控和验证。
5. 验证纠正措施的有效性:对纠正措施的实施效果进行验证,以确保问题得到解决。
6. 预防措施:除了纠正当前的不符合项,还需要采取预防措施,以防止类似问题再次发生。
7. 记录和报告:对不符合项的处理过程进行记录,并向相关部门和人员报告处理结果。
不符合项处理措施是质量管理体系中的重要环节,需要得到足够的重视和有效的执行。
通过及时处理不符合项,可以提高质量管理体系的有效性,增强企业的竞争力。
不符合项纠正措施表

受审核方验证人:日期:
受审核方代表:日期:
注:此表内容全部由受审核方填写
不符合项纠正措施表
No.J:5
不符合项事实摘要:
2011年7月25日审核发现:技术部未对军用轴承产品研制、试制、批产阶段实施技术状态 标识、技术状态控制、技术状态纪实和技术状态审核。
纠正情况:
技术部会同质保部已于2011年8月11日完成对军用轴承产品研制、 试制、批产阶段实施技 术状态标识、技术状态控制、技术状态纪实等方面的技术状态审核。附件一:《技术状态审核记
不符合项纠正措施表
No.J:4
不符合项事实摘要:
审核发现,酚醛胶布管压制工序测量用型号为TERD-9的温度计,没有校准标识
纠正情况:
技术部计量管理人员已于2011年8月10日完成对配件分厂酚醛胶布管压制工序测量用型 号为TERD-9的温度计的重新校准、标识。附件一:配件分厂酚醛胶布管压制工序TERD-9的温
附件五:需修改的程序文件的修改计划。(何意?还有需要修改的文件吗,为何本次不能完
成修改?)
受审核方对纠正措施有效性的验证:
受审核方验证人:日期:
受审核方代表:日期:
注:此表内容全部由受审核方填写
3.组织相关人员对军用轴承产品研制、试制、批产阶段实施技术状态标识、技术状态控制 等技术状态管理进行审核。附件一:《技术状态审核记录》。
举一反三检查情况(针对全部体系范围):
检查公司其他程序文件,对缺少可操作性的内容给予补充修订。(经过检查,是否发现了问
题,请描述?附件四:对程序文件的检查结果的反馈;
理计划、技术状态基线确定、技术状态标识、技术状态控制、技术状态纪实和技术状态审核, 规定可操作实施的方法;附件二:修改后的《技术状态管理程序》。
内审不符合项及纠正措施报告单
原因分析:
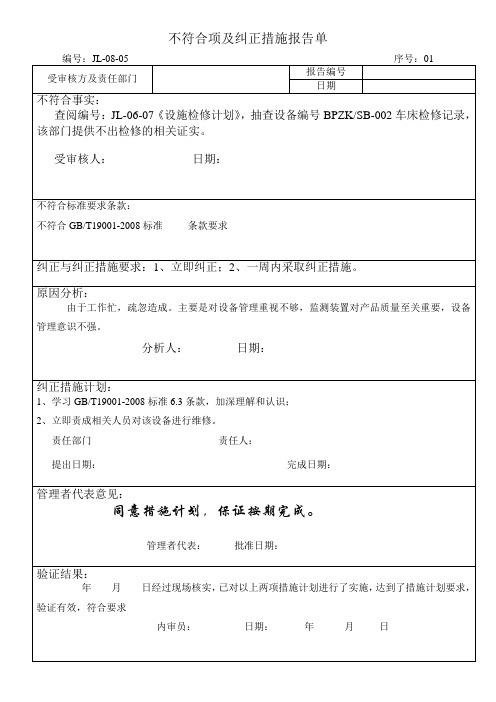
由于工作忙,疏忽造成。主要是对设备管理重视不够,监测装置对产品质量至关重要,设备管理意识不强。
分析人:日期:
纠正措施计划:
1、学习GB/T19001-2008标准6.3条款,加深理解和认识;
2、立即责成相关人员对该设备进行维修。
责任部门责任人:
提出日期:完成日期:
管理者代表意见:
同意措施计划,保证按期完成。
管理者代表:批准日期:
验证结果:
年月日经过现场核实,已对以上两项措施计划进行了实施,达到了措施计划要求,验证有效,符合要求
内审员:日期:年月日
不符合项及纠正措施报告单
编号:JL-08-05序号:01
受审核方及责任部门
报告编号
日期
不符合事实:
查阅编号:JL-06-07《设施检修计划》,抽查设备编号BPZK/SB-002车床检修记录,该部门提供不出检修的相关证实。
受审核人:日期:
不符合标准要求条款:
不符合GB/T19001-2008标条款要求
不符合项控制和纠正措施
标识
不符合性控制过程
▪ 一旦发现不符合项,应进行标识(通常采用挂标签和实体分 割相结合),防止被误用、误装或进入下一工序
▪ 标识、标签和其它信息与不符合性报告的内容要一致
▪ 物项、遥控装置或与之相连的显示器上的不符合的状态是清 楚的
▪ 确定对物项或服务进一步使用的任何限制
不符合性控制过程
隔离(确保在采取适当的纠正措施前不被误装、误用)
法规、导则要求
▪ 50-C-Q(96) 207.必须识别不满足要求的物项、服务和过程, 评定这些不符合性对安全的影响,并向相应管理 层报告。必须根据评定的结果,接受、拒绝或返 工这些物项,以及接受或拒绝这些服务或过程。 208. 为了确保改善,必须决定这些不符合性的原 因并采取措施防止其再次发生。为确定改善措施, 必须审查物项的特性(如可靠性)、过程执行情 况、经验以及其它质量有关信息(包括管理过 程),以及必须分析数据资料。)
不符合项控制和 纠正措施
内容
基本概念和要求 不符合性控制过程 纠正措施 质保职能部门的责任
概念
不符合性(Non-conformance)
▪ 特性、文件或程序方面的缺陷,以致物项、服务或过程成 为无法接受或不能确定。
—是缺陷,可能发生在硬件(物项)、软件(文件、程序)和过程中 —无法接受:物项或过程的最终结果不满足规定的要求,如尺寸超差,
—不违反原有的采购文件、技术规格书规定的要求,但违 反本单位内部标准的不符合项;
—制造过程中处理方案为“报废”的不符合项; —材料采购中发生的处理方案为“退货”的不符合项。
不符合性分类
▪ 第Ⅱ类不符合项 涉及下列情况之一时定为第Ⅱ类不符合项:
—违反原有的采购文件、技术规格书规定的要求,但 按现有的标准、图纸、规程进行处理后能达到原设 计要求和验收标准的不符合项;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、已修订1300PD320Y-A-010冷却模块总成的检验记录表格;(旁证材料件附件二)
2、组织人员进行记录表格编制、修订流程的培训学习;(旁证材料件附件三)
举一反三检查情况(针对全部体系范围):
针对此项不符合项,查其他检验指导书与检验记录表,未发现类似情况。
受审核方对纠正措施有效性的验证:
不符合项纠正措施表
No.04
不符合项事实摘要:
2015年9月24日,在质量管理部现场审核时发现,零件号为1300PD320Y-A-010的冷却模块总成的检验指导书中要求对安装尺寸639±1、573.5±1进行100%检验,但提供不出对2015年5月7日出厂的13件产品进行该尺寸检验的记录。不符合GJB9001B-2009标准8.2.4条款“组织应对产品的特性进行监视和测量,以验证产品要求已得到满足”的要求。
受审核方验证人:日期:
受审核方代表:日期:
注:此表内容39±1、573.5±1在制成过程中进行了检验;(旁证材料件附件一)
2、已修订1300PD320Y-A-010冷器模块总成的检验记录表格。(旁证材料件附件二)
原因分析:
1、填写者未按作业指导书记录要求编制检验记录表;
2、1300PD320Y-A-010冷却模块总成检验记录表编制后未进行确认,编制人员对记录的修订要求认识不够;