装配工艺卡片
整机装配工艺流程卡

整机装配工艺流程卡
一、总体目标
二、流程步骤
1. 前期准备:检查机器设备,核实所有零部件的数量及其状态,确定制造所需的材料;
2. 检查零件:根据零件图样及规格,检查所有零件是否符合要求,并检查连接件的状态;
3. 装配零件:将零件装配到机器上,并根据工艺图规定的标准进行组装,要求安装质量达到设计要求;
4. 检查安装:检查安装的零件是否符合要求,如果有不符合要求的,应及时更换;
5. 调试测试:组装好的机器装配完毕后,应进行调试测试,检查每一个子系统和总体系统的功能及性能是否符合要求;
6. 完善报告:完成测试合格后,应形成完整的报告,清楚地记录装配工艺的所有细节;
7. 存储维护:机器装配完成后,应根据具体情况将装配信息存储于记录,以便日后维护及保养。
三、再检查
1. 总结检查:在装配结束后,应仔细检查机器组装是否有问题,及时发现问题,提出解决方案;
2. 质量检测:检查机器装配是否符合要求,根据相关标准,要求质量符合要求。
汽车制造与装配技术《汽车装配工艺卡片》

作业、思考
一、掌握汽车装配工艺规程卡片的制定
1请完成以下内容的签字规那么
校核:
审查:
标准检查:
会签:
审定:
2编制以下图中曲柄连杆组件装配工艺规程,制作装配工艺卡。
汽车装配工艺卡片
授课内容
汽车装配工艺卡片
授课学时
1学时
教学பைடு நூலகம்的
掌握汽车装配工艺规程卡片的制定
教学重点、难点
汽车装配工艺规程卡片的制定
教具和媒体使用
多媒体课件、板书
教学方法
讲授法
教学过程
一、装配工艺规程〔1学时〕
1汽车总装工艺规程
汽车总装工艺规程就是对总装操作过程的规定,简单来说,总装工艺规程就是汽车总装配流程或过程的标准。
SG-1-SGA装配工艺过程卡9-11
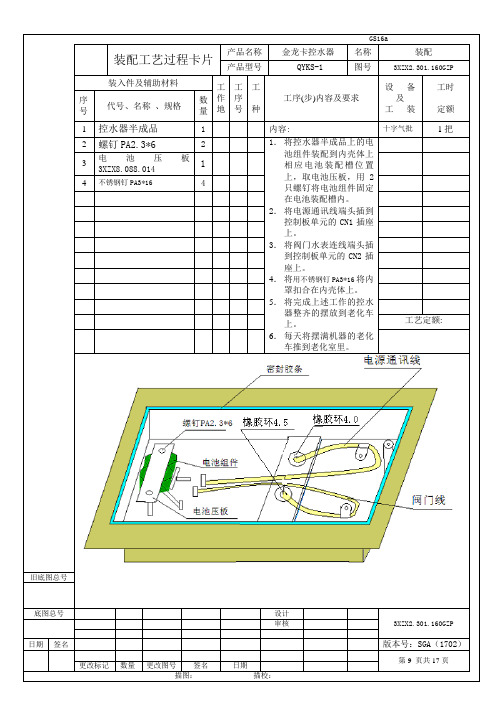
控水器半成品 螺钉 PA2.3*6
电 池 压 3XZX8.088.014
不锈钢钉 PA3*16
十字气批
板
1
4
工艺定额:
旧底图总号
底图总号
设计 审核
3XZX2.301.160GZP
日期
签名 更改标记 数量 更改图号 签名 描图: 日期 描校:
版本号:SGA(1702)
第 9 页共 17 页
GS16a
备 装
工时 定额 1台 1个 1枚 1个 1张 2张
QYGLJ-211 调 试工装
排插座 调试戳 印台盒 射频调试卡 射频置号卡
要求: 1:严格执行调试工艺要求. 2:把好产品质量关发现产 品质量问题及时汇报。
工艺定额:
旧底图总号
底图总号
设计 审核
3XZX2.301.160GZP
日期
签名 更改标记 数量 更改图号 签名 描图: 日期 描校:
版本号:SGA(1702)
第 11 页共 17 页
工序(步)内容及要求 工 内容: 1:每天将老化完成的金龙 卡控水器老化车从老 化室 推到生产线上。 2.将整机用毛巾擦拭干净. 3.将带垫螺钉 PWA3*16 作 为备件,装进备件袋,并封 口。 4.取下壳体及外罩,用毛 巾擦拭干净。 5. 将擦拭完成的机器、下 壳体及外罩按生产节 拍放 置到传送带上。
装配工艺过程卡片
装入件及辅助材料 序 号 1 2 3 4 5 6 7 8 9 代号、名称 、规格
金龙卡控水器 带垫螺钉 PWA3*16
产品名称 产品型号
金龙卡控水器 QYKS-1
名称 图号 设
擦试
3XZX2.301.160GZP
工 工 工 数 作 序 量 地 号 种 1 4 1 1 1
装配工艺过程卡片
日期
标记
处数
更改文件号
签字
日期
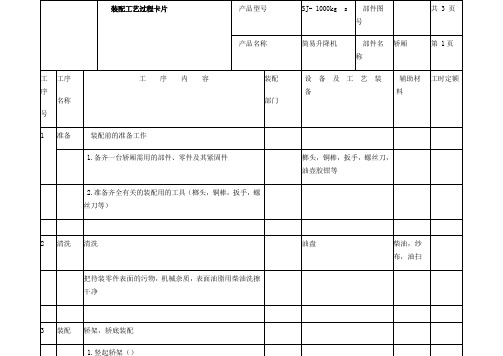
装配工艺过程卡片
产品型号
SJ-1000kgs
部件图号
共1页
产品名称
简易升降机
部件名称
轿架
第1页
工序
号
工序
名称
工序内容
装配
部门
设备及工艺装备
辅助材料
工时定额
一
准备
装配前的准备工作
10’
1.备齐一台轿底所需的零件及配件
2.准备齐全有关装配用的工具
活手板,钢卷尺
10’
5’
装配工艺过程卡片
产品型号
SJ-1000kgs
部件图号
共3页
产品名称
简易升降机
部件名称
轿厢
第1页
工序
号
工序
名称
工序内容
装配
部门
设备及工艺装备
辅助材料
工时定额
1
准备
装配前的准备工作
1.备齐一台轿厢需用的部件、零件及其紧固件
榔头,铜棒,扳手,螺丝刀,油壶胶钳等
2.准备齐全有关的装配用的工具(榔头,铜棒,扳手,螺丝刀等)
辅助材料
工时定额
四 轿顶护栏和拉杆转配
10’
1.安装轿顶护栏
2.安装拉杆
10’
3.检验
5’
15’
五 安全钳装配
六 门机和轿门试装
5’
1.在下梁上安装安全钳底座
1.安装门机和轿门
20’
2.在上梁上安装其安全钳的传动机构,并用拉条拉杆与
2.门机调试
安全钳底座连接
3.检验
3.检验
编制
审核
电子装配工艺卡

电子装配工艺卡电子装配工艺卡,简称EPC(Electronic Process Card),是指对电子产品的生产过程进行规范化、标准化和流程化管理的一种重要工具。
EPC以电子装配流程为基础,结合工厂实际的生产设备、技术水平、质量要求和人员素质等多个方面,规划出一套相应的工艺标准,然后将其写成一张卡片,用以指导和记录整个生产过程。
电子装配工艺卡的使用,有助于提高电子产品的稳定性、品质和生产效率,是现代化电子生产过程中必不可少的工具。
一、电子装配工艺卡的作用1. 实现标准化流程管理电子产品的生产过程包括诸多工序,每个工序都有其独特的要求和特点。
通过EPC可以定义和规划出合理的工艺流程,根据产品的特点和工艺流程,设计出标准化的操作步骤。
工艺卡的每个流程节点下,都会有对应的操作规范和物料使用说明,让生产人员能够精准无误地完成各项工作。
2. 保障产品质量工艺卡中详细记录了各项生产指标,包括各工序中检测、测试、校准、调试以及质量管理的具体内容和要求,确保生产过程中能够及时发现并排除各环节出现的质量问题。
生产过程中需要进行两大类测试:一是对原材料进行检测,确保材料的质量符合标准;二是对成品进行测试,保证成品能够稳定、可靠地工作。
3. 提高生产效率工艺卡的使用能够帮助企业实现更高效的生产流程。
例如:在生产线的合适位置设置监控设备或者传感器,当工人严格按照工艺卡操作时,监控设备或者传感器可以快速反应,帮助工人及时发现问题。
这些监控设备可以用来追踪设备输出的数据,记录生产参数和质量管控指标,帮助工人有效减少人为错误,提高工作效率。
二、电子装配工艺卡的内容1. 工艺数据每一份工艺卡都包含了工艺数据,该数据包括:产品名称、工序序号、程序要求、个人、机器和工具等信息。
这些数据用以说明每个工序中,所需的工具和设备,以及要保障的质量、劳动力和时间等方面的要求。
2. 工艺过程每个产品的工艺过程都是不同的,EPC便是要根据不同产品的工艺要求,制定出清晰、经过验证的工艺流程。
装配实用工艺过程卡和工序卡

注塑模
部件名称
动模板
第1页
车间
装配
装配部分
动模板、型芯1、型芯2、导柱
工序号
20
工序名称
装配动模板
工
序
号
工步内容
工艺装备及辅助材料
作业
时间
准备
时间
名称规格或编号
名称规格或编号
21
清理、去毛刺
机油、棉纱、锯条
22
找正
23
将4根导柱放进相应的孔内,用皮锤将其底面与动模板底面锤至平齐。(保证导柱与动模板的垂直度,垂直精度为0.02。导柱与动模板为φ16P7/h6过渡配合)
推板、推杆固定板、推杆
工序号
30
工序名称
装配推出机构
1-推杆固定板2-M6X21.5内六角螺钉3-推板4-复位杆5-拉料杆6-推杆
装配工艺卡片
产品型号
CI1518
部件图号
J40-1
共2页
产品名称
注塑模
部件名称
定模座
第1页
车间
装配
装配部分
定模扳、定模座板、主流道衬套
工序号
40
工序名称
装配定模座
工
序
号
工步内容
35
将推板与推杆固定板对齐,用4个M6 20的螺栓连接紧固
内六角扳手
设计(日期)
校对(日期)
审核(日期)
会签(日期)
标准号(日期)
车间会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
装配工艺附图
产品型号
CI1518
产品作业指导书(装配工序卡片)

工序号05 工序名称取放木底脚车间组装车间工段装配组设备工序工时备料序号名称及规格数量图号1 木底脚1KFXRS-18II.900.012345678工步号工序内容注意事项工序要求工艺装备工时定额(min)1取木底脚摆放在流水线上; 1.木底脚尺寸与生产机型匹配,不可将其它 1.木底脚尺寸:900X860X140(mm);卷尺机型木底脚混用;2.木底脚无拼接、弯曲、裂纹、腐朽、孔穴、虫蛀、发霉、树皮去除不净现象;3.钉帽应紧贴被钉合件,钉尖不得凸到外面;4.钉合牢固,无松动现象;描图 5.在将木底脚抬起摆放时,轻拿轻放,注意安全,防止将四肢压伤。
描校底图号装订号设计(日期)审核(日期)标准化(日期)批准(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期工序号10工序名称固定底座车间组装车间工段装配组设备工序工时备 料序号 名称及规格数量 图 号1底座1 KFXRS-18II.000.032 十字槽带法兰六角头木螺钉M8X304 3 4 56 7 8工步号工 序 内 容注 意 事 项工 序 要 求工 艺 装 备工时 定额 (min )1取底座放置于木底脚上,使其四角固定孔位置 1.底座与木底脚尺寸是否匹配;1.底座尺寸:800X800X50(mm );气枪与木底脚木条中间线对齐,且如图出水管一2.底座表面喷涂应完好、均匀,无锈斑、油 侧应有10cm 的间距;污、掉漆、划伤、变形等缺陷;2用4枚十字槽带法兰六角头木螺钉M8X30将底 3.焊接部位应牢固,不得有虚焊、脱焊、漏 座固定。
焊和烧穿现象;4.固定底座时,不得碰伤、划伤喷涂件表面; 描 图5.底座固定牢固,固定后木底脚无断裂,用 手搬动无轴向松动现象;描 校 6.在将底座抬起摆放时,轻拿轻放,注意安 全,防止将四肢压伤。
底图号 装订号设计(日期) 审核(日期) 标准化(日期) 批准(日期)标记 处数更改文件号签字日期标记处数更改文件号签字日期十字槽带法兰六角头木螺钉M8X30底盘安装后,此加强条应在压缩机一侧10cm工序号15 工序名称固定底盘组件车间组装车间工段装配组设备工序工时备料序号名称及规格数量图号1 底盘组件 1 KFXRS-18II.010.002 螺栓M10X30(不锈钢) 43 平垫圈10(不锈钢)84 弹垫圈10(不锈钢) 45 螺母M10(不锈钢) 46 聚碳酸酯垫圈¢10 478工步号工序内容注意事项工序要求工艺装备工时定额(min)1 取1枚螺栓M10X30,先依次串上平垫圈10、 1.底盘组件与底座尺寸是否匹配; 1.底盘尺寸:800X800(mm);气枪聚碳酸酯垫圈10,放入安装孔里,再依次串上 2.底盘组件表面喷涂应完好、均匀,无锈斑、扳手平垫圈10、弹垫圈10,最后用螺母M10拧紧;油污、掉漆、划伤、变形等缺陷,底盘表面2 按照以上方法将其余3处进行固定;各固定螺栓无倾斜现象;3 将螺栓上喷涂时的保护纸剥干净; 3.焊接部位应牢固,不得有虚焊、脱焊、漏焊和烧穿现象;描图 4.固定底座组件时不得碰伤、划伤喷涂件表面;描校 5.底盘组件和底座固定牢固,用手搬动无轴向松动现象;底图号 6.在将底座抬起摆放时,轻拿轻放,注意安全,防止将四肢压伤。
装配SOP工艺卡片制作和管理维护

装配SOP工艺卡片制作和管理维护1. 什么是SOP工艺卡片?SOP工艺卡片(Standard Operating Procedure)是一种详细描述操作步骤、工艺流程、安全措施和质量要求的文件。
它们被广泛应用于各行各业,特别是在制造业和工业生产中,以确保操作的标准化和一致性。
SOP工艺卡片不仅能够提供操作的指导,还可以帮助培训新员工、减少错误和提高工作效率。
2. SOP工艺卡片的制作步骤和要点(1)明确目标和目的:在制作SOP工艺卡片之前,首先要明确目标和目的。
这可以包括标准化操作、确保质量、保证安全等方面。
明确目标和目的可以帮助制定正确的流程和规范。
(2)收集信息和观察工艺:为了编写准确的SOP工艺卡片,需要收集相关的信息和观察工艺流程。
与相关人员讨论,记录所有的操作步骤,并了解可能存在的风险和问题。
(3)编写SOP工艺卡片:根据收集的信息,开始编写SOP工艺卡片。
要注重细节,确保每个步骤都详细描述,并包含必要的图片、图表或示意图,以便读者更好地理解。
(4)测试和验证:完成初稿后,必须对SOP工艺卡片进行测试和验证。
这可以通过操作员测试、团队成员审核和实际操作进行。
(5)审查和更新:SOP工艺卡片应该是一个持续改进的过程。
定期审查和更新SOP工艺卡片以反映最新的工艺流程和最佳实践。
3. SOP工艺卡片的管理和维护一旦SOP工艺卡片制作完成,其管理和维护同样重要。
以下是管理和维护SOP工艺卡片的一些关键要点:(1)版本控制:每次更新SOP工艺卡片时,必须标记新版本和修改的内容,并存档旧版本。
这样可以确保所有人都使用最新的版本。
(2)培训和教育:新员工加入时,必须提供适当的培训,使他们能够正确理解和使用SOP工艺卡片。
定期的培训可以帮助现有员工保持对操作步骤的熟悉度。
(3)跟进和反馈:通过与操作员和团队成员的沟通,了解他们对SOP 工艺卡片的使用和效果的反馈。
及时解决问题和改进不足之处。
(4)持续改进:SOP工艺卡片应该是一个不断改进的过程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数量 1卷
2
剥线钳
线号机
1台
3
14 5 6
压线钳 电工剪 万用表 电动起子机
黄色贴纸
1盒
0.75mm2管型绝缘端头
个
1 管型绝缘端头
个
色带
1盒
7
活动扳手
扎带
1包
8
螺钉
30个
4
蓝色 181.01 2
29 10 11
螺母
30个
2 弹片
垫片
30个 30个
12
行程开关
4个
13
光电开关
3个
Q10
14
光电开关配套的夹子 3个
共 页 第页
零 部 件
所需工具
螺丝刀 剥线钳 压线钳 电工剪 万用表
材料名称
号码管 线号机 黄色贴纸 0.75mm2管型绝缘端头 管型绝缘端头 色带 扎带 行程开关
数量 1卷
1台 1盒
个
个 1盒 1包 2个
注意事项
检查电器元器件外观是否有破损 导线的截面及颜色应与图纸一致 导线的截面及颜色应与图纸一致 导线的截面及颜色应与图纸一致
221S14(黄)
X2
X1
蓝色 225.02
9
13 14
蓝色 221.03
4
221S18(04
5
13 14
蓝色 221.05
6
221S26(黑)
13 14
蓝色 221.06
7
15 221.03 221.04 221.05
221.06
装配内
(零部)件名称 工序号 工序名称
12
12
序号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
21
22
装配内容 1.将所需工具及材料准备齐全并备好装配中需要的图纸、接线布置图及有关设计文件。 2.将图中的开关安装于BJ2中。 3.连接按钮的导线至X3-BJ2,按图接线。 4.连接电缆W007,从X3-BJ2至电控柜AG X3-BJ2。 5.检验线号是否与图纸一致,用万用表检查是否有漏接、错接现象。
15
光电开关反光板
3个
16
4 蓝色 181.02
3
17
318 19 20
3
21
14
装配内容
3 蓝色 181.03 4 1.将所需工具及材料准备齐全并备好装配中需要的图纸、接线布置图及有关设计文件。
5 蓝色 24VIN 5 2.将图中的按钮安装于BJ2。 3.用螺钉固定好开关后,连接开关的导线至X3-BJ2,按图接线。 4.连接电缆W007,从X3-BJ2至电控柜AG X3-BJ2。
5.检验线号是否与图纸一致,用万用表检查是否有漏接、错接现象。
185 蓝色 181.04 6签 字 编制(日期)
审核(日期)
22
4 5 6
会签(日期)
标准化(日期)
注意事项
4 检查电器元器件外观是否有破损
导线的截面及颜色应与图纸一致
5 导线的截面及颜色应与图纸一致
导线的截面及颜色应与图纸一致 保证无错装、漏装现象
AG X3-IN 3
4
AG X3-OUT
5
1
5
3 6
7
8
9
容
序号
1 2 3 4 5 6 7 8 9 10 11 12 13
1.将所需工具及材料准备齐全并备好装配中需要的图纸、接线布置图及有关设计文件。
2.将图中的按钮安装于PUP1-CONV。
3.连接按钮的导线至X3-PUP1,按图接线。
4.连接电缆W001,从X3-PUP1至电控柜AG X3-IN及AG X3-OUT。
线缆公司 装配工序卡片 产品型号
图及说明:X3-PUP1
白色 1
221S6(红)
24VIN 21 22
蓝色 221.01
2
221S10(绿)
13 14
蓝色 221.02
3
X2 X1
蓝色 225.01
8
W001 (OLFLEX—FD855 P) 1
221.01
221.02 14
0VDC 白色
10
GNYE
5.检验线号是否与图纸一致,用万用表检查是否有漏接、错接现象。 签 字 编制(日期)
审核(日期)
会签(日期)
工艺装备
共 页 第页
所需工具
材料名称
螺丝刀
0.75PVC号码管
剥线钳
线号机
压线钳 电工剪 万用表
黄色贴纸 0.75mm2管型绝缘端头
色带
扎带
照明按钮(红色)
照明按钮(绿色)
照明按钮(黄色)
选择开关
蓝色 216S11(蓝) 215.03 13 14 蓝色 216.03
蓝色 216H32(红) 216.04 X1 X2 白色 OVDC
X10 1 2
X10 3 4
序号
W001(OLFLEX—FD855 P)
1
AG X10-SEG 2
8
3
12
4
5
9
13
6
7
8
9
W001(OLFLEX—FD855 P) AG X10-SEG 10
导线的截面及颜色应与图纸一致
导线的截面及颜色应与图纸一致
标准化(日期)
保证无错装、漏装现象 审定(日期)
线缆公司 装配工序卡片 产品型号
(零部)件名称 工序号 工序名称
共 页 第页
图及说明:
零 部 件
色 Q6
X3-BJ2 1
W007(OLFLEX序1— 号 FD所8螺需5丝工5刀具 P)
AG X3-BJ2 材料名称 号码管
审核(日期)
会签(日期)
共 页 第页
零 部 件
所需工具
螺丝刀 剥线钳 压线钳 电工剪 万用表
材料名称
号码管 线号机 黄色贴纸 0.75mm2管型绝缘端头 管型绝缘端头 色带 扎带 安全复位按钮 指示灯(红色)
数量 1卷
1台 1盒
个
个 1盒 1包 1个 1个
注意事项
检查电器元器件外观是否有破损 导线的截面及颜色应与图纸一致
11
10
14
12 13
14
11
11
15
16
17
装配内容
1.将所需工具及材料准备齐全并备好装配中需要的图纸、接线布置图及有关设计文件。
2.将图中的按钮安装于PUP1-CONV。
3.连接按钮的导线至X10,按图接线。
4.连接电缆W001,从X10至电控柜AG X10-SEG。
5.检验线号是否与图纸一致,用万用表检查是否有漏接、错接现象。 签 字 编制(日期)
6 审定(日期)
3
线缆公司 装配工序卡片 产品型号
图及说明:
(零部)件名称 工序号 工序名称
24VIN
蓝色 182SQ30
1
4
182SQ34
24VIN 1
4
X3-BJ2 11
蓝色 182.07 12
蓝色 182.08 13
W007(OLFLEX—FD855 P) 13
AG X3-BJ2 10
11
11
照明按钮(黑色)
数量 1卷
1台 1盒
个 1盒 1包 1个 1个 1个 1个 1个
标准化(日期)
注意事项
检查电器元器件外观是否有破损 导线的截面及颜色应与图纸一致 导线的截面及颜色应与图纸一致 导线的截面及颜色应与图纸一致
保证无错装、漏装现象 审定(日期)
线缆公司 装配工序卡片 产品型号
图及说明:
(零部)件名称 工序号 工序名称