装配工艺过程卡片
工艺流程卡片
工艺流程卡片工艺流程卡片是一种用于记录产品生产工艺流程的文件,可以帮助工厂管理者和生产工人更好地了解、掌握和执行工艺流程。
下面是一份700字的工艺流程卡片范例:一、产品信息产品名称:支架产品型号:A1001产品材质:钢材二、工序说明1. 材料准备- 从仓库取出所需数量的钢材;- 使用起重机将钢材放置在工作车间的材料处理区;2. 材料切割- 使用数控切割机将钢材按照设计尺寸进行切割,切割数量为所需支架的数量;- 检查切割出的支架板材的尺寸和质量,将不合格品进行重新切割或报废;3. 弯曲成型- 使用数控弯曲机将切割好的板材按照指定角度进行弯曲,形成支架的形状;- 进行弯曲成型的同时,使用丝扣钳将支架的两端固定起来;4. 表面处理- 对已经成型的支架进行表面处理,包括打磨、除锈和喷涂; - 使用打磨机对支架的表面进行打磨,去除毛刺和锈蚀;- 使用除锈剂对支架进行除锈处理,确保支架表面的光洁度和耐腐蚀性;- 使用喷涂设备将支架进行涂装,提高其表面的美观度和耐用性;5. 装配与检验- 使用螺丝刀将已经表面处理好的支架和其他零部件进行装配;- 检查装配好的支架的尺寸、外观和功能是否符合要求;- 对不合格品进行返修或报废处理;6. 包装与入库- 对已经通过检验的支架进行包装,通常采用纸箱包装;- 在包装箱上贴上产品标签,并记录产品型号和数量;- 将包装好的支架放置在成品仓库中,并进行实时库存管理;以上就是支架的生产工艺流程卡片范例,通过这个工艺流程卡片,工厂管理者和生产工人可以清晰地了解到每个工序的具体操作和要求,有助于提高生产效率和产品质量。
同时,这个范例也可以根据实际情况进行调整和修改,以适应不同产品的生产工艺。
汽车制造与装配技术《汽车装配工艺卡片》

作业、思考
一、掌握汽车装配工艺规程卡片的制定
1请完成以下内容的签字规那么
校核:
审查:
标准检查:
会签:
审定:
2编制以下图中曲柄连杆组件装配工艺规程,制作装配工艺卡。
汽车装配工艺卡片
授课内容
汽车装配工艺卡片
授课学时
1学时
教学பைடு நூலகம்的
掌握汽车装配工艺规程卡片的制定
教学重点、难点
汽车装配工艺规程卡片的制定
教具和媒体使用
多媒体课件、板书
教学方法
讲授法
教学过程
一、装配工艺规程〔1学时〕
1汽车总装工艺规程
汽车总装工艺规程就是对总装操作过程的规定,简单来说,总装工艺规程就是汽车总装配流程或过程的标准。
SG-1-SGA装配工艺过程卡9-11
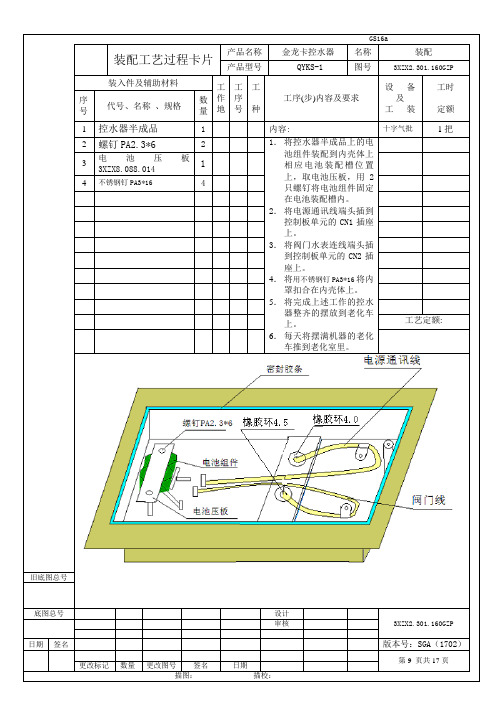
控水器半成品 螺钉 PA2.3*6
电 池 压 3XZX8.088.014
不锈钢钉 PA3*16
十字气批
板
1
4
工艺定额:
旧底图总号
底图总号
设计 审核
3XZX2.301.160GZP
日期
签名 更改标记 数量 更改图号 签名 描图: 日期 描校:
版本号:SGA(1702)
第 9 页共 17 页
GS16a
备 装
工时 定额 1台 1个 1枚 1个 1张 2张
QYGLJ-211 调 试工装
排插座 调试戳 印台盒 射频调试卡 射频置号卡
要求: 1:严格执行调试工艺要求. 2:把好产品质量关发现产 品质量问题及时汇报。
工艺定额:
旧底图总号
底图总号
设计 审核
3XZX2.301.160GZP
日期
签名 更改标记 数量 更改图号 签名 描图: 日期 描校:
版本号:SGA(1702)
第 11 页共 17 页
工序(步)内容及要求 工 内容: 1:每天将老化完成的金龙 卡控水器老化车从老 化室 推到生产线上。 2.将整机用毛巾擦拭干净. 3.将带垫螺钉 PWA3*16 作 为备件,装进备件袋,并封 口。 4.取下壳体及外罩,用毛 巾擦拭干净。 5. 将擦拭完成的机器、下 壳体及外罩按生产节 拍放 置到传送带上。
装配工艺过程卡片
装入件及辅助材料 序 号 1 2 3 4 5 6 7 8 9 代号、名称 、规格
金龙卡控水器 带垫螺钉 PWA3*16
产品名称 产品型号
金龙卡控水器 QYKS-1
名称 图号 设
擦试
3XZX2.301.160GZP
工 工 工 数 作 序 量 地 号 种 1 4 1 1 1
装配工艺过程卡片
日期
标记
处数
更改文件号
签字
日期
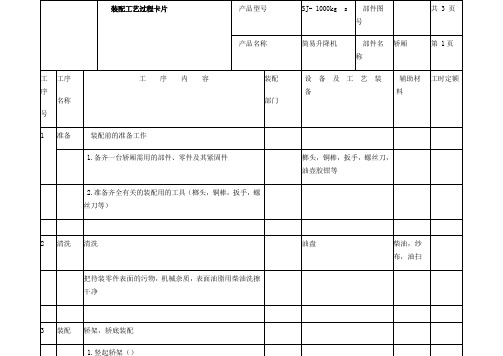
装配工艺过程卡片
产品型号
SJ-1000kgs
部件图号
共1页
产品名称
简易升降机
部件名称
轿架
第1页
工序
号
工序
名称
工序内容
装配
部门
设备及工艺装备
辅助材料
工时定额
一
准备
装配前的准备工作
10’
1.备齐一台轿底所需的零件及配件
2.准备齐全有关装配用的工具
活手板,钢卷尺
10’
5’
装配工艺过程卡片
产品型号
SJ-1000kgs
部件图号
共3页
产品名称
简易升降机
部件名称
轿厢
第1页
工序
号
工序
名称
工序内容
装配
部门
设备及工艺装备
辅助材料
工时定额
1
准备
装配前的准备工作
1.备齐一台轿厢需用的部件、零件及其紧固件
榔头,铜棒,扳手,螺丝刀,油壶胶钳等
2.准备齐全有关的装配用的工具(榔头,铜棒,扳手,螺丝刀等)
辅助材料
工时定额
四 轿顶护栏和拉杆转配
10’
1.安装轿顶护栏
2.安装拉杆
10’
3.检验
5’
15’
五 安全钳装配
六 门机和轿门试装
5’
1.在下梁上安装安全钳底座
1.安装门机和轿门
20’
2.在上梁上安装其安全钳的传动机构,并用拉条拉杆与
2.门机调试
安全钳底座连接
3.检验
3.检验
编制
审核
机械制造技术:装配工艺文件的填写

Ⅳ
4
将另一轴承外圈涂上油,轻压 至轴承套内
压力机
装入轴承盖分组件,调整断面
5
的高度,使轴承间隙符合要求
后,拧紧轴承盖上螺钉
6
安装平键,套装齿轮、垫圈, 拧紧螺母,注意配合面加油
7
检查锥齿轮转动的灵活性及轴 向窜动
共张
编号
日期
签章 编号 日期
签章
编制
移交
批准
第张
8
THANKS FOR LOOKING
工厂
装配工艺卡
产品 型号
部件名称
装配 图号
轴承套
车间名称
工段
班组
工序 数量
部件数
净重
装配车间
工序号 工步号
装配内容
设备
工艺装备
名称
编号
工人 等级
工序 时间
轴承套组件装配
1
以圆锥齿轮组件为基准,将轴
承套分组件套装在轴上
2
在配合面上加油,将轴承内圈 压装在轴上,并紧贴衬垫
3
套上隔圈,将另一轴承内圈压 装在轴上,直至与隔圈接触
备注
工时定额 (分)
装配
内六角扳手、皮锤
装配
内六角扳手
装配
内六角扳手
装配
内六角扳手
装配
编制(日期) 审核(日期) 会签(日期)
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字
日期
图1 装配工艺过程卡格式
4
完全互换装配法
车间
工 序 号
11 12
13
装配工艺卡片 装配 装配部分
产品型号
套装在轴上
轴承盖与毛毡的组件装配
装配实用工艺过程卡和工序卡

注塑模
部件名称
动模板
第1页
车间
装配
装配部分
动模板、型芯1、型芯2、导柱
工序号
20
工序名称
装配动模板
工
序
号
工步内容
工艺装备及辅助材料
作业
时间
准备
时间
名称规格或编号
名称规格或编号
21
清理、去毛刺
机油、棉纱、锯条
22
找正
23
将4根导柱放进相应的孔内,用皮锤将其底面与动模板底面锤至平齐。(保证导柱与动模板的垂直度,垂直精度为0.02。导柱与动模板为φ16P7/h6过渡配合)
推板、推杆固定板、推杆
工序号
30
工序名称
装配推出机构
1-推杆固定板2-M6X21.5内六角螺钉3-推板4-复位杆5-拉料杆6-推杆
装配工艺卡片
产品型号
CI1518
部件图号
J40-1
共2页
产品名称
注塑模
部件名称
定模座
第1页
车间
装配
装配部分
定模扳、定模座板、主流道衬套
工序号
40
工序名称
装配定模座
工
序
号
工步内容
35
将推板与推杆固定板对齐,用4个M6 20的螺栓连接紧固
内六角扳手
设计(日期)
校对(日期)
审核(日期)
会签(日期)
标准号(日期)
车间会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
装配工艺附图
产品型号
CI1518
机器人零件工艺卡片

机器人零件工序卡片零件名称零件模型工序号工序内容数量顶盖板1用手锯裁下112*62.5mm旳矩形毛胚,挖去多出部分,轮廓余量1mm12钻φ11mm通孔,距中心25mm对称做20*15mm矩形孔3折弯4倒角打磨修光,清除余量,表面喷漆。
脚面板1手锯裁下57*37mm旳矩形毛胚,,轮廓余量1mm 42倒角打磨修光,清除余量,3折弯4表面喷漆关节件1手锯裁下125*26mm旳矩形毛胚,,轮廓余量1mm142钻孔,折弯3倒角打磨修光,清除余量,表面喷漆加强板 1 手锯裁下61.5*16mm旳矩形毛胚,,轮廓余量1mm22折弯3倒角打磨修光,清除余量,表面喷漆2 脚底板 1 用手锯裁下122*102mm旳矩形毛胚,挖去多出部分,轮廓余量1mm2倒角打磨修光,清除余量,3折弯4表面喷漆2 胸板用手锯裁下110*110mm旳矩形毛胚,,轮廓余量1mm挖去4个40*8mm旳矩形通孔倒角打磨修光,清除余量,表面喷漆4 腿 1 用手锯裁下91*49mm旳矩形毛胚,清除多出部分,轮廓余量1mm2台钻钻两个φ10mm通孔3倒角打磨修光,清除余量,表面喷漆2 外盖板 1 用手锯裁下48*61.5mm旳矩形毛胚,,轮廓余量1mm2 折弯3倒角打磨修光,清除余量,表面喷漆2 膝盖 1 用手锯裁下110*110mm旳矩形毛胚,尺寸余量1mm2挫出边缘轮廓,3 折弯4倒角打磨修光,清除余量,表面喷漆2 手 1 用手锯裁下63*63mm旳矩形毛胚,尺寸余量1mm2挫出边缘轮廓,倒圆角3 折弯4打磨修光,清除余量,表面喷漆舵机转接件1用手锯裁下97*65mm旳矩形毛胚, 62 打孔,挫出外轮廓并倒角3 折弯4打磨修光,清除余量,表面喷漆。
电气装配工艺
毛料规格
毛料中零件数
每台中零件数
单件毛重
电气装配工艺卡片
产品型号
LD型
零部件图号
LD10.40.00
LD20.40.00
共2页
资料编号
产品名称
电动单梁
零部件名称
电气安装
第1页
1
材料名称及牌号
毛料规格
毛料中零件数
每台中零件数
单件毛重
车间
工序
设备
工艺装备
工
作
等
级
单
价
定
额
备注
编号
工 工
序
号 种
613型25W
2
电
截线BV-500V型电线
(1) 15根(1×15)33m/根,检查导线是否导通
万用表
导通的在导线两端标出Q1、Q2、Q3、Q4、Q5、Q6、
Q,1、Q,2、Q,3、Q,4、Q,5、Q,6、53、23、27
标号夹上线鼻,不导通的导线,进行更换。
(2)4根(1×4.5)3.3m/根,检查导线是否导通,
导电部分的对地绝缘电阻不得低于每伏工作
电压1000Ω。
编制
审核
会签
批准
日期
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
(2)1根(1×10)BVR/500V 1m/根
在两端标上0标号,夹上线鼻
3
按照LD20、40.00D V运=45米/分起升单
速(或双速)图纸进行接线
4
按要求绑线,下线入槽
5
检查
编制
审核
会签
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
将序 90、93 分励脱扣器和欠压脱扣器与框架上侧板
用序 20、21、42 垫圈 4,螺钉 M4×10 紧固。
检查,另零部是否遗漏,转动是否还灵活,紧固件紧固, 上下母线对平对齐,转动部件涂有润滑油脂 2 接线 将初装好的断路器按车间任务单的规格,电压等级要求 接线接线图见总装图第 1 页。
目测、手感
描写 描校 旧底图总号 底图总号 签字 日期
天正电气集团有限公 装 配 工 艺 过 程 卡 片 产品型号 DW15-2500 零(部)件图号 2TZ. 257.011.1-3
2192-3
司
产品名称 万能式空气断路器 零(部)件名称 万能式空气断路器 共 4 页 第 1 页
工 序
工序
号 名称
工
序
内
容
装配 部门
检验室
动作特性校验台
5 耐压 按照《产品出厂检验细则》进行耐压试验
1、主电路之间及对地 2、辅助电路之间及对地
2500V 1 秒钟
校验室
耐压试验台
描 写 6 包装 将序 61 隔弧板插入各相触头之间,将序 63 灭弧室装在 包装组
描校
框架上,用序 29 绝缘板与框架上横梁用序 26、27、28 垫圈 6,螺钉 M6×14 紧固,将序 6 面板与框架上序 60
天正电气集团有限公 装 配 工 艺 过 程 卡 片 产品型号 DW15-2500 零(部)件图号 2TZ. 257.011.1-3
2192-3
司
产品名称 万能式空气断路器 零(部)件名称 万能式空气断路器 共 4 页 第 2 页
工 序
工序
号 名称
工
序
内
容
装配 部门
设备及工艺装备
辅助材料
工时 定额 (min)
测力计 专用量具
塞尺 电池灯 复写纸
日期
设计(日期) 审核(日期) 标准化(日期)
标记 处数 更 改 文 件 签 字 日 期 标记 处数 更 改 文 件 号 签 字 日 期 号
会签(日期)
天正电气集团有限公 装 配 工 艺 过 程 卡 片 产品型号 DW15-2500 零(部)件图号 2TZ. 257.011.1-3
然后脱扣器下母线对开齐后,再将上述螺栓一一紧固。
将序 34 轴穿入序 39 接触系统上的绝缘拉杆孔中,轴一 端用序 32 挡圈 9 卡牢,(另一端待调整触头参数后再卡牢)。
将序 16 支架与框架上序 60 侧板用序 19、20、21 垫圈 4 螺钉 M4×12 紧固,然后将序 25 辅助触头接触组与序 16 支架用序 22、23、24 垫圈 3,螺钉 M3×20 紧固。
设备及工艺装备
辅助材料
工时 定额 (min)
1 总装
将外购的断路器半成品框架(包括电动操作机构在内 装配车间
)摆放装配台上,准备好待装的零部件,标准件,准备好
总装配用的总装图及车间下达的任务单。
Hale Waihona Puke 将序 39 接触系统与框架上序 41 底架用序 3、4、40 垫
套筒或电动板手
圈 8 螺栓 M8×30 连接,在接触系统与底架之间垫装序 48
旧底图总号
序 68 侧板用序 8、9、10 垫圈 5,螺钉 M5×12 紧固,
底图总号
待检查后用木箱钉牢包装。
十字螺丝刀 锤子、钉子
签字 日期
检查
按《产品出厂检验细则》进行包装检查 1、外观、铭牌、标志。
质检科
设计(日期) 审核(日期) 标准化(日期)
标记 处数 更 改 文 件 签 字 日 期 标记 处数 更 改 文 件 号 签 字 日 期 号
绝缘板,将三相接触系统对平齐后,紧固 M8×30 螺栓。
将序 47 脱扣器与序 46 绝缘件用序 3、4、88 垫圈 8,螺 栓 M8×35 连接,将序 46 绝缘件与框架上序 45 底架用序 3、4、88 垫圈 8,螺栓 M8×30 连接,将上述接触系统与 后脱扣器用序 33、43、44 垫圈 10,螺栓 M10×40 连接,
工时 定额 (min)
2、包培育箱应牢固。
3、包装无误,有合格证,装箱单,说明书交附件螺栓。
描写
描校
旧底图总号
底图总号
签字
日期
设计(日期) 审核(日期) 标准化(日期) 会签(日期)
标记 处数 更 改 文 件 签 字 日 期 标记 处数 更 改 文 件 号 签 字 日 期 号
2192-3
司
产品名称 万能式空气断路器 零(部)件名称 万能式空气断路器 共 4 页 第 3 页
工 序
工序
号 名称
工
序
内
容
装配 部门
设备及工艺装备
辅助材料
工时 定额 (min)
检查:各触头参数符合技术要求。
4 电校 按照《产品出厂检验细则》进行电动校验 1、瞬时动作校验 2、电动动作特性校验 3、手动动作校验
将序 73 电磁铁与框架上侧板用序 20、21、42 垫圈 4, 螺钉 M4×10 紧固,用序 72 销穿入框架上机构中的连杆孔
十字螺丝刀 十字螺丝刀、尖嘴钳
中,用序 14 销 1.6×10 插入序 72 销两头孔中板开卡牢。
设计(日期) 审核(日期) 标准化(日期) 会签(日期)
标记 处数 更 改 文 件 签 字 日 期 标记 处数 更 改 文 件 号 签 字 日 期 号
检查:接线美观,走向合理,接线正确无误
目测、无用表
3
描写 描校 旧底图总号 底图总号 签字
调整
按照《装配调整守则》进行手动调整
总装车间
触头参数:触头压力≥11.2N 主触头开距>3mm
弧触头开距 34~38
主触头超程 2~3
弧触头同步性<1 辅助触头超程 1.5~2.5
触头接触线>70%
调整好上述参数后,将序 34 轴的另一端用序 32 挡圈卡牢
会签(日期)
天正电气集团有限公 装 配 工 艺 过 程 卡 片 产品型号 DW15-2500 零(部)件图号 2TZ. 257.011.1-3
2192-3
司
产品名称 万能式空气断路器 零(部)件名称 万能式空气断路器 共 4 页 第 4 页
工 序
工序
号 名称
工
序
内
容
装配 部门
设备及工艺装备
辅助材料