冷轧机介绍2016
钢管冷轧机工作原理

钢管冷轧机工作原理钢管冷轧是一种常见的金属加工工艺,其工作原理主要基于材料塑性变形和金属在加工过程中的力学性能。
钢管冷轧机是一种专用设备,通过连续加工工艺将热轧钢卷或钢板经过一系列冷轧工序加工成所需要的规格尺寸的钢管。
钢管冷轧机主要包括送料系统、轧制系统、切割系统和收卷系统等组成部分。
下面将详细介绍钢管冷轧机的工作原理。
1. 送料系统:钢卷通过送料机构进入钢管冷轧机。
送料机构通常由卷料车、开卷机和导向装置组成。
卷料车将热轧钢卷从卷盘上取出并输送给开卷机,开卷机将钢卷展开成平板,然后由导向装置引导进入轧制系统。
2. 轧制系统:经过展平后的钢卷经过一系列的轧辊,在压下力的作用下经历塑性变形,逐步被轧制成钢管形状。
轧制系统通常由一组上、下两个轧辊和辅助辊组成。
在轧制过程中,通过调整轧辊间隙和轧辊的转速,控制钢材的压下量和形变。
同时,冷却装置也会在轧制过程中对钢材进行冷却,以提高钢材的硬度和强度。
3. 切割系统:经过轧制后,钢管在冷轧机上继续前进,当达到设定长度时,就会通过切割系统将钢管切割成相应的长度。
切割系统通常由切割刀具、送料机构和切割控制装置组成。
4. 收卷系统:切割完成后,钢管经由收卷系统被连续收卷成卷筒状,方便运输和存储。
收卷系统通常由收卷机、收卷装置和卸卷装置组成,通过调整装置的工作方式和张力控制,确保钢管在收卷过程中的平整度和卷取质量。
钢管冷轧机的工作原理主要是通过上述的流程实现的,但在实际生产中,还需要多种辅助设备和控制系统的配合,以确保冷轧过程的稳定性和钢管质量的稳定。
总结:钢管冷轧机通过塑性变形,将热轧钢卷经过一系列的冷轧工序加工成所需的钢管。
其中,送料系统将钢卷引导进入冷轧机,轧制系统通过调整轧辊间隙和转速,实现钢材的塑性变形,切割系统将钢管切割成设定长度,收卷系统将切割完成的钢管连续收卷成卷筒状。
这些步骤的配合与调整,最终决定了钢管的质量和尺寸。
钢管冷轧机在实际生产中已经得到广泛应用,并对钢材加工工艺的提升和钢管质量的改善起到了重要作用。
冷轧机
冷轧机冷轧机,是在“再结晶”温度(包括常温)下将一定厚度的板材轧成目标厚度的设备。
传统的冷轧机都是用力矩电机和直流电机来控制的。
冷轧机的设备一般由3部分组成,即开卷机、主机、卷取机(可逆轧机不分开卷和卷取)冷轧机主要用途:冷轧机用于轧制普碳、优特中炭钢、铝、铜、锌等金属带材。
应用领域:冷轧机主要应用在钢铁行业、冶金行业等。
随着电力电子技术、控制技术的发展,高性能矢量变频器的出现,变频器在冷轧机上的应用日益广泛。
冷轧带钢百科名片冷轧带钢和薄板一般厚度为0.1~3mm,宽度为100~2000mm;均以热轧带钢或钢板为原料,在常温下经冷轧机轧制成材。
目录冷轧带钢带钢冷轧冷轧带钢和薄板一般厚度为0.1~3mm,宽度为100~2000mm;均以热轧带钢或钢板为原料,在常温下经冷轧机轧制成材。
冷轧带钢和薄板具有表面光洁、平整、尺寸精度高和机械性能好等优点,产品大多成卷,并且有很大一部分经加工成涂层钢板出厂。
成卷冷轧薄板生产效率高,使用方便,有利于后续加工。
因此应用广泛,已逐渐取代同样厚度的热叠轧薄板。
只有少量的非凡用途的冷轧合金钢板采取单片轧制。
冷轧带钢和薄板的产量在工业发达国家已占钢材总产量的30%左右。
钢种除普通碳钢外,还有硅钢、不锈钢和合金结构钢等。
编辑本段历史1553年法国人布律列尔(Brulier)制成一台轧机,轧制造币用的金板和银板。
最早的冷轧机是二辊式,以后采用工作辊辊径较小而刚性较大的四辊轧机。
为了轧制更薄和更硬的带钢,又发展出工作辊辊径更小而刚性更大的六辊、十二辊、二十辊和偏八辊(M.K.W.式)等轧机。
带钢冷轧单片轧制时没有张力,轧制的产品较厚(>1mm),速度较低(<2m/s),仅用于生产少量特殊用途的钢板。
冷轧带钢生产采用成卷轧制,使用张力卷取和开卷装置,速度高(达42m/s),道次压缩率大,板形平直。
轧机有单机可逆式和连续式两种。
单机架可逆式四辊冷轧机适合于生产多品种、小批量、厚度0.2mm以上的普通碳钢或低合金钢。
森吉米尔冷轧机简介
森吉米尔冷轧机简介森吉米尔冷轧机与四辊轧机或其他类型轧机的本质区别是轧制力的传递方向不同。
森吉米尔冷轧机轧制力从工作辊通过中间辊传到支撑辊装置,并最终传到坚固的整体机架上。
这种设计保证了工作辊在整个长度方向的支撑。
这样辊系变形极小,可以在轧制的整个宽度方向获得非常精确的厚度偏差。
森吉米尔轧机在结构性能上有如下主要特点:(1)具有整体铸造(或锻造)的机架,刚度大,并且轧制力呈放射状作用在机架的各个断面上。
(2)工作辊径小,道次压下率大,最大达86%。
有些材料不需中间退火,就可以轧成很薄的带材。
(3)具有轴向、径向辊形调整,辊径尺寸补偿,轧制线调整等机构,并采用液压压下及液压AGC系统,因此产品板形好,尺寸精度高。
(4)设备质量轻,轧机质量仅为同规格的四辊轧机的三分之一。
轧机外形尺寸小,所需基建投资少。
森吉米尔冷轧机基本上是单机架可逆式布置,灵活性大,产品范围广。
但是亦有极个别呈连续布置的森吉米尔轧机,如日本森吉米尔公司1969年为日本日新制钢公司周南厂设计制造的一套1270mm四机架全连续式二十辊森吉米尔轧机。
该轧机第一架为ZR22-50"型轧机,其余三架均为,ZR21-50"型轧机,轧制规格为O.3mm×1270mm不锈钢,卷重22t,轧制速度600m/min。
森吉米尔冷轧机的形式及命名法介绍如下:最常用的森吉米尔冷轧机形式是1-2-3-4型二十辊轧机。
例如ZR33-18″,“Z"是波兰语Zimna 的第一个字母,意思是“冷”;“R”表示“可逆的”;“33”表示轧机的型号;“18″”是轧制带材宽度的英寸数。
森吉米尔冷轧机还有1-2-3型十二辊轧机,但是1-2-3型森吉米尔冷轧机在1964年以后就不再生产制造了。
森吉米尔冷轧机1-2型六辊轧机,由2个传动的工作辊和4个背衬轴承辊装置组成,如ZS06型,“S”表示“板材”,用来轧制宽的板材,但是它同样可以轧制带材,并且有一些还用在连续加工线上。
冷轧机工作原理

冷轧机工作原理
冷轧机是一种用于加工金属材料的设备,它的工作原理是通过减薄金属材料的厚度,改变其尺寸和形状。
具体来说,冷轧机主要分为以下几个步骤:
1. 上料准备:首先需要将待加工的金属材料准备好,通常是以卷形或板形呈现。
2. 进料和张力控制:将金属材料送入冷轧机的进料装置中,并通过张力控制系统对其进行控制,以保证金属材料在整个冷轧过程中能够保持适当的张力。
3. 纠偏和预拉矫直:经过张力控制后,金属材料需要经过纠偏机构的作用,使其达到平整的状态。
然后,材料会经过预拉矫直机构,以进一步改善材料的平整度。
4. 冷轧过程:接下来,金属材料会通过一系列的辊轧机组,其中包括多个辊轧机构,来逐渐减薄材料的厚度。
辊轧机组中的辊子会对金属材料进行挤压和拉伸,从而使其变薄。
5. 修边和剪切:经过冷轧后,材料的边缘可能会产生一些不规则或不平整的部分,因此需要进行修边操作,使材料边缘整齐。
同时,根据需要,可以对材料进行剪切,将其切成所需的长度。
6. 冷卷和收卷:经过冷轧和修边剪切后,将金属材料卷起来,形成辊装盘,并通过收卷机构将其收卷起来。
最终,经过冷轧机的加工,金属材料的尺寸和形状将得到改变,达到所需的要求。
冷轧机在金属加工领域有着广泛的应用,可以加工各种金属材料,如钢、铝等。
冷轧机用途
冷轧机用途冷轧机是一种用于冷轧金属材料的机械设备,其主要用途是将热轧板坯或其他金属材料加热至适当温度后通过压力加工成所需厚度和宽度的薄板材料。
冷轧机广泛应用于钢铁、有色金属、汽车、建筑、冶金等行业,其用途主要包括以下方面:1. 钢铁行业:冷轧机是钢铁生产过程中的重要设备之一。
它可以将热轧板坯进行冷轧加工,制备出高质量的冷轧钢板。
冷轧钢板具有良好的表面光洁度、尺寸精度和力学性能,广泛应用于汽车制造、电器制造、建筑等领域。
2. 有色金属行业:冷轧机还可用于有色金属的加工。
例如,铝材的冷轧加工可以提高其强度和硬度,改善其表面质量,适用于航空航天、交通运输等领域。
铜材、镍材等有色金属的冷轧加工也可以获得具有优良物理性能的薄板材料。
3. 冶金行业:冷轧机在冶金行业中发挥着至关重要的作用。
它不仅可以进行钢铁、有色金属的冷轧加工,还可用于冷轧不锈钢、高强钢、金属合金等材料的生产。
通过冷轧加工可以调整材料的结构与性能,产生满足特定要求的材料。
4. 汽车行业:冷轧机生产的冷轧钢板在汽车制造中广泛应用。
冷轧钢板具有较高的强度、良好的成形性、优异的耐腐蚀性和优良的外观质量,可用于汽车车身、车门、引擎罩等部件制造。
冷轧机能够生产符合汽车工业标准的薄板材料,提高汽车的安全性和使用寿命。
5. 建筑行业:冷轧机生产的冷轧钢板也被广泛应用于建筑行业。
冷轧钢板具有较高的强度、良好的可焊性和抗腐蚀性,可用于建筑结构材料、屋面、墙板、管道等部件制造。
冷轧机能够生产各种规格和厚度的冷轧钢板,满足建筑行业对材料性能和外观质量的要求。
总结起来,冷轧机作为一种重要的金属加工设备,具有广泛的应用领域。
它可以生产出高质量的冷轧板材,满足不同行业对材料性能和外观质量的要求,推动了钢铁、有色金属、汽车、建筑等行业的发展。
冷轧机设备介绍范文

冷轧机设备介绍范文冷轧机是一种用于对金属材料进行冷轧加工的设备。
冷轧是指将金属材料在常温下通过轧辊的挤压和拉伸变形来改变其形状和尺寸的一种工艺。
冷轧机具有高效、精密、节能等优点,广泛应用于钢铁、有色金属和其他金属材料的加工行业。
冷轧机的工作原理是通过驱动电机带动轧辊转动,金属材料经过轧辊的挤压和拉伸,最终达到所需的厚度和形状。
冷轧机通常由进料系统、轧制系统、出料系统和辅助系统等组成。
进料系统是将待加工的金属材料送入冷轧机的关键部件。
进料系统通常包括送料机构、上下料台和辅助输送装置。
送料机构用于将金属材料精确地送入轧辊之间,以确保加工过程的稳定性和精度。
上下料台用于调整金属材料的位置和方向。
辅助输送装置则用于帮助将金属材料从一处输送到另一处。
轧制系统是冷轧机的核心部件,包括轧辊和辅助设备。
轧辊是将金属材料挤压和拉伸的工具,通常由几对或十几对轧辊组成,并可根据加工需求进行调整。
辅助设备通常包括轧辊驱动装置、轧制力装置、冷却装置和辊缝调整装置等,用于保证轧辊的正常运行和加工质量。
出料系统用于将加工后的金属材料从冷轧机中取出并输送到下一道工序。
出料系统通常包括下料支座、出料轨道和中转装置等。
下料支座用于支撑金属材料,并规定其位置和方向。
出料轨道则用于将金属材料快速地输送到下一道工序。
中转装置则用于将金属材料从一处输送到另一处,以满足不同工艺要求。
冷轧机的辅助系统包括润滑系统、冷却系统和控制系统等。
润滑系统用于对轧辊和金属材料进行润滑和冷却,以减少摩擦阻力和热量积聚。
冷却系统用于对轧辊和金属材料进行冷却,以防止过热和变形。
控制系统用于监控和控制冷轧机的运行状态和加工参数,并实现自动化生产。
冷轧机具有高度的自动化和集成化程度,可实现高效的生产和加工。
通过优化设计和改进技术,冷轧机的生产效率和产品质量得到了显著提升。
同时,冷轧机的节能环保性能也得到了改善,对环境的影响较小。
总之,冷轧机是一种重要的金属加工设备,具有高效、精密和节能等优点,广泛应用于钢铁、有色金属和其他金属材料的加工行业。
冷轧机操作基础必学知识点

冷轧机操作基础必学知识点1. 冷轧机的工作原理:冷轧机是利用辊轧原理将金属材料加工成所需形状和尺寸的设备。
它通过辊轧的过程,将金属材料逐步压制、拉伸和变形来达到加工的目的。
2. 冷轧机的组成:冷轧机主要由进料机构、辊轧机构、辊轧装置、控制系统等部分组成。
其中,辊轧机构包括工作辊和支撑辊,通过辊轧装置对金属材料进行辊轧。
3. 冷轧机的操作流程:冷轧机的操作流程主要包括设置工艺参数、安装材料、调整辊轧机构、开始冷轧加工、监控加工质量等几个步骤。
4. 冷轧机的工艺参数:冷轧机的工艺参数包括轧制力、轧制速度、轧制温度等。
不同的材料和加工要求,需要设置不同的工艺参数。
5. 冷轧机的安全操作:操作冷轧机时,需要注意安全操作规程,确保人员和设备的安全。
包括正确穿戴防护用品、正确操作各个部件、维护设备的清洁等。
6. 冷轧机的维护保养:冷轧机使用一段时间后,需要进行维护保养,包括定期检查设备的各个部件、清洁设备、加油润滑等。
7. 冷轧机的故障排除:在冷轧机的使用过程中,可能会出现一些故障,需要及时进行排除。
常见故障包括辊子过热、辊子卡住等,可以通过调整设备和修理故障部件来解决。
8. 冷轧机的质量控制:冷轧加工的质量控制是确保产品质量的关键。
通过控制工艺参数、监控加工过程等手段,来保证产品的尺寸精度、表面质量等达到要求。
9. 冷轧机的环保要求:冷轧机的运行过程中,会产生废气、废水等环境污染物。
因此,需要严格遵守环保要求,采取相应的排放措施,减少对环境的影响。
10. 冷轧机的技术改造:随着科技的进步,冷轧机的技术也在不断更新换代。
为适应新的加工要求,可以进行设备的技术改造,提高生产效率和产品质量。
冷轧机介绍2016资料.
负责
设备描述
1 入口段
• A开卷机芯轴公称直径610mm,涨缩范围550-620mm, 对中行程±100mm,
• B 偏导辊辊径450mm(带刷辊,换工作辊时清洁), • C 入口液压剪剪切能力8-0.2mm • D 入口测厚仪、测速仪 • E 五辊张紧(带调色辊包角+6°-4°),辊径240mm
5 铝卷与套筒物流运输系统
• A 托盘运输系统 • B 运卷小车 • C 称重 • D 打带机、打号机 • E 套筒装卸与转运系统
6 介质与公辅设备
• A 稀油润滑系统 • B 油气润滑系统 • C 液压系统 • D 气动系统 • E 轧制油系统 • F 热态边部喷射系统 • G 中间配管 • H 排烟系统 • I 气体清洁系统
主要参数
• 1 轧制原料 铝及铝合金2、4、5、6、7系
• 2 带材尺寸 a厚度:入口7.5-0.3 mm
•
出口6.0-0.2 mm
•
b宽度:2650-1200 mm
•
c 外径:2800-1200 mm
• 3 套筒:Φ605/665×2350-2900mm • 4 最大卷重:30T(不带套筒与托盘) • 5 6辊CVCplus技术,轧制力 最大3000吨
26834
1.5x2500
12500
4502
174
1405
5
7075
5.0 x1930 xφ2200
17514
3.0 x1800
7700
5394
153.6
1181
6
5182
2.5 x1660 xφ2500
18608
0.25x1500
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
主要参数
• 1 轧制原料 铝及铝合金2、4、5、6、7系 • 2 带材尺寸 a厚度:入口7.5-0.3 mm • 出口6.0-0.2 mm • b宽度:2650-1200 mm • c 外径:2800-1200 mm • 3 套筒:Φ605/665×2350-2900mm • 4 最大卷重:30T(不带套筒与托盘) • 5 6辊CVCplus技术,轧制力 最大3000吨 主电机功率 6500 KW 轧制油最大流量9000L/min 轧制扭矩 323 kNm
• 6 工作辊 Φ490/450×2800×5430mm(5.511T),辊身表 面硬度98-100SHC,粗糙度0.8μm(EDT轧制1.3-1.5) • 中间辊 Φ560/510×3100×4980mm(7.146T),辊身表 面硬 度75-80SHC,粗糙度0.8μm(CVC轮廓) • 支承辊 Φ1400/1300×2800×5640mm(45.232T)辊身表 面硬度63-68SHC,粗糙度0.8μm(CVC轮廓)
6 介质与公辅设备
• • • • • • • • • A 稀油润滑系统 B 油气润滑系统 C 液压系统 D 气动系统 E 轧制油系统 F 热态边部喷射系统 G 中间配管 H 排烟系统 I 气体清洁系统
产能与产品方案
序号 No. 合金 Alloy 来料规格(mm) Incoming coil size 卷重(Kg) Weight of coil 成品规格 (mm) Final coil size 1.5x1850 年通过量 Annual capacity (t/a) 25000 最大功率 最大扭矩 最大轧制力 1 5052、 5182 6009 434 5052 7075 5182 小计 Subtotal 2.5 x1980xφ2500 22491 5162 158.8 1210
2 3 4 5 6
2.5 x1980 xφ2100 2.2 x1350 xφ2300 2.5x2630 xφ2300 5.0 x1930 xφ2200 2.5 x1660 xφ2500
17153 14133 26834 17514 18608
1.2x1850 1.2x1220 1.5x2500 3.0 x1800 0.25x1500
3 轧机传动 采用工作辊驱动,在EBS轧制时仅 采用下工作辊驱动。
4 出口设备
• • • • • • A测厚仪、测速仪 B板形仪 C测温仪 D液压剪 E卷取机+熨平辊 F助卷器
5 铝卷与套筒物流运输系统
• • • • • A 托盘运输系统 B 运卷小车 C 称重 D 打带机、打号机 E 套筒装卸与转运系统
介质消耗
装机容量kW 冷却水t/h 压缩空气m³/min 氮气Nm³/h
12846
680
112
40
与SMS合同中供货分交
• 主体设备德国进口。 • 设备总重2300余吨,其中SMS国内约900余 吨 • 基础设施、设备安装与部分中间配管南山 负责
设备描述
1 入口段
• A开卷机芯轴公称直径610mm,涨缩范围550-620mm, 对中行程±100mm, • B 偏导辊辊径450mm(带刷辊,换工作辊时清洁), • C 入口液压剪剪切能力8-0.2mm • D 入口测厚仪、测速仪 • E 五辊张紧(带调色辊包角+6°-4°),辊径240mm
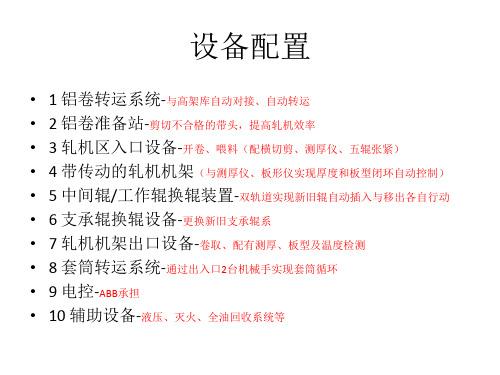
设备配置
• • • • • • • • • • 1 铝卷转运系统-与高架库自动对接、自动转运 2 铝卷准备站-剪切不合格的带头,提高轧机效率 3 轧机区入口设备-开卷、喂料(配横切剪、测厚仪、五辊张紧) 4 带传动的轧机机架(与测厚仪、板形仪实现厚度和板型闭环自动控制) 5 中间辊/工作辊换辊装置-双轨道实现新旧辊自动插入与移出各自行动 6 支承辊换辊设备-更换新旧支承辊系 7 轧机机架出口设备-卷取、配有测厚、板型及温度检测 8 套筒转运系统-通过出入口2台机械手实现套筒循环 9 电控-ABB承担 10 辅助设备-液压、灭火、全油回收系统等
2 厚度:
3 平直度(π/4)×(h/L)2×105
• 4 塔形 小于4mm,错层小于1.5mm • 5 带材表面最大残油:小于35mg/m2(单侧) • 6 表面无擦痕、振痕、色差。
7700 13500 12500 7700 66700 133100
4864 2344 4502 5394 5394
154.3 73.4 174 153.6 81 1395
13.31万吨(按7200小时计算)
设备验收指标
• 5种轧制产品,取6卷/种进行产品测试,5卷 /种全部指标达到保证值,该产品试车通过。 • 保证值: • 1 稳态速度:大于95%
2 轧机本体
• A 牌坊单片重100T,横截面600×800mm,轧机模数 4298KN/mm • B AGC缸 行程200mm,缸塞直径890mm,最大压力300Bar,位 置传感器,精度1μm(普通纸厚/70) • C 液压缸块(4个)锚接在牌坊立柱上,工作辊弯辊块(8个) 垂直固定在液压缸块上含4个工作辊弯辊液压缸,中间辊弯辊 块(8个)垂直固定在液压缸块上含16个中间辊弯辊液压缸, CVC窜动系统在操作侧(4个液压缸,2个带传感器)。 • D 轧辊 (参见一 主要参数项) • E 换辊小车 • F 带边部热喷的多区冷却系统(喷嘴82组,热喷33+33组) • G 铝带干燥系统(吹扫)上下表面吹扫,边部抽吸 • H 机架配管一体化设计。