胶带输送机故障及排除方法
带式输送机常见故障及处理措施

浅析带式输送机常见故障及处理措施摘要本文对带式输送机运行时发生的故障进行分析,并针对这些故障提出相应的预防措施。
为带式输送机正常、安全、高效运行提供了管理经验,为煤矿企业提高现场的使用管理水平和降低故障提供了依据。
关键词带式输送机;故障;预防措施中图分类号th2 文献标识码a 文章编号 1674-6708(2011)44-0080-020引言带式输送机是煤矿生产中主要的运输设备,它在矿井运输过程中占重要地位。
具有长距离、大运量、连续输送、运行可靠、易于实现自动化等优点,其广泛用于采煤工作面、运输巷、联络巷及地面运输等。
带式输送机工作的正常与否,对于整个煤矿安全生产起着至关重要的作用。
带式输送机由于安装不合格或使用不当容易引发故障。
故障严重时不仅会对机器设备造成伤害甚者会造成事故,将会严重威胁到矿山的安全,造成重大经济损失。
因此避免故障和预防故障发生是一项非常重要而艰巨的任务,它也是保证带式输送机安全、可靠、高效运行的重要条件。
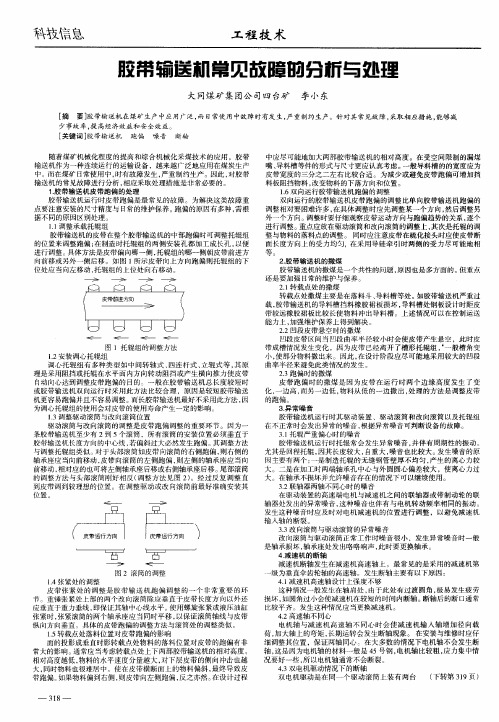
1 带式输送机常见故障及原因1.1胶带机胶带跑偏故障胶带机运行时皮带跑偏是最常见的故障之一在带式输送机运行过程中输送带中心线脱离输送机的中心线,而偏向一边,这种现象称为输送带跑偏。
输送带跑偏的危害主要是:1)由于输送带跑偏,易把煤炭从上输送带洒到下输送带拉回机尾,通过清扫器刮到底板上,造成机尾积煤;2)下输送带跑偏使输送带与机架相互磨擦,容易将输送带边缘过早损坏甚至被撕裂,降低输送带的使用寿命,降低设备的可靠性,严重时将会影响整个矿井的安全生产;3)上输送带跑偏严重时,输送带将脱离托辊下来,造成输送机运转中的重大事故。
输送机跑偏的因素较多,它与设备的质量、安装过程和操作使用等有密切关系。
总的来说,主要有以下几个原因:(1)转动筒与改向滚筒的外圆有圆度误差,转动架和改向架的刚性较差,托辊不灵活转动,主动滚筒和从动滚筒的轴线平行度误差较大等输送带本身质量等设备制造质量方面的问题。
胶带输送机常见故障的分析与处理
位置。
; —一 ———
中应尽可能地加大两部胶带输送 机的相对 高度 。在受 空间限制 的漏煤 嘴、 导料槽等件的形式 与尺寸更应认真考虑。 一般导料槽的的宽度应为 皮带宽度的三分之二左右 比较合适 。为减 少或避 免皮带跑偏可增加挡 料 板 阻 挡 物 料 , 变物 料 的下 落 方 向 和 位 置 。 改 1 . 6双向运行胶带输送机跑偏的调整 双向运行的胶带输送机皮带跑偏 的调 整比单 向胶带输送机跑偏的 调整相对要困难许 多, 在具体调整时应先调整某一个方 向, 然后调整另 外一个方向。 整时要仔细观察皮带运动方 向与跑偏趋势的关系, 调 逐个 进行调整。重点应放在驱动滚筒和改向滚筒 的调整上 , 其次是托辊的调 整与物料的落料点 的调整 。 同时应注 意皮带在硫化接头时应使皮带断 面长度方 向上的受力均匀,在采用导链牵引时两侧 的受力尽可能地相 等。 2胶 带 输 送 机 的 撒 煤 . 胶 带输 送 机 的撒 煤 是 一 个共 性 的 问题 , 因也 是 多 方 面 的 。 重 点 原 但 还是要加强 日常的维护与保养。 21 载点处的撒煤 .转 转载点处撒煤主要是在落料 斗 、 导料槽等处。如胶 带输送机严重过 载, 胶带输送机 的导料槽挡料橡胶裙板损坏 , 导料槽处钢板设计时距皮 带较远橡胶裙板 比较长使物料冲出导料槽 。上述情况可 以在控制运送 能 力 上 , 强 维 护 保 养 上 得 到解 决 。 加 22凹段 皮 带 悬 空 时 的撒 煤 _ 凹段皮带 区间当凹段曲率半径较小时会使皮带产生悬空 ,此时皮 带成槽情况发生变化 ,因为皮带已经离开 了槽形托辊组 , 一般槽角变 小, 使部分物料撒出来 。因此 , 计阶段应尽可能地采用较大的凹段 在设 曲率 半 径 来 避 免 此 类 情况 的发 生 。 23跑 偏 时 的 撒煤 . 皮 带跑偏时 的撒煤是 因为皮带 在运行 时两个 边缘高 度发生 了变 化, 一边高 , 而另一边 低, 物料从 低的一边撒 出 , 处理的方法是调整皮带 的跑偏 。
带式输送机常见的胶带跑偏故障原因及改善策略
带式输送机常见的胶带跑偏故障原因及改善策略一、胶带跑偏故障原因:1.胶带张力不均匀:胶带两侧张力不一致是胶带跑偏的主要原因之一、这可能是由于胶带张力过紧或者过松,也有可能是由于胶带在安装或使用过程中出现了变形或损坏。
2.胶带运行方向不正确:胶带的运行方向不正确也会导致跑偏问题,这可能是由于输送机的安装不正确或者使用过程中发生了调整。
3.胶带接头不平整:胶带接头不平整会导致跳跃和颠簸,进而导致跑偏故障。
这可能是由于接头的安装不准确或者接头磨损、损坏引起的。
4.输送机滚筒不平整:输送机滚筒的不平整度过大会导致胶带跑偏。
这可能是由于滚筒的制造问题、安装不正确或者使用过程中的磨损造成的。
5.外界因素干扰:外界因素,如风力、地震等也可能导致胶带跑偏。
特别是在露天作业场所,这些因素对胶带的影响更为明显。
二、胶带跑偏故障改善策略:1.张力均匀调整:调整胶带张力是解决跑偏故障的首要方法。
根据实际情况,合理调整滚筒的位置、重量和张力,使胶带两侧的张力基本均匀。
2.检查和调整运行方向:定期检查胶带的运行方向,确保其与输送机的运行方向一致。
如果发现胶带运行方向错误,立即进行调整。
3.检查和修复胶带接头:定期检查胶带接头的平整度,如果发现问题,及时进行修复或更换。
确保胶带接头安装平整,无明显颠簸或不平稳现象。
4.检查和修复输送机滚筒:定期检查输送机滚筒的平整度,如果发现不平整现象,及时进行修复或更换。
确保滚筒表面光滑,没有明显磨损或凹陷。
5.加强外界因素的防护措施:根据实际情况,加强外界因素对输送机的干扰的防护措施。
例如,在露天作业场所,可以加装风蓬等设备,减少风力对胶带的影响。
总之,胶带跑偏故障是带式输送机运行中常见的问题,但通过合理的调整和维护措施可以有效解决。
在使用带式输送机时,需要定期检查和维护胶带的张力、运行方向、接头和滚筒等部件,及时发现和解决问题,确保输送机的正常运行。
胶带运输机的常见故障原因与处理方式
56 /矿业装备 MINING EQUIPMENT胶带运输机的常见故障原因与处理方式1 胶带运输机常见故障分析胶带输送机不仅能够对煤炭、矿石等散装物料进行输送,同时还能够对那些成品物品进行输送,具有运行平稳、耗电量低、运输能力大、对物料损伤小等优势特征,目前在我国煤矿生产工作中应用十分广泛。
但胶带运输机在运行的过程中,受到多种因素的影响,经常会出现各种故障,为了降低这些安全事故的发生概率,相关部门今后在对胶带输送机进行应用的过程中,必须要定期对其故障进行检测,并及时提出处理措施,以此确保设备的安全稳定运行,在确保生产人员生命安全的基础上,提高煤炭生产工作效率。
胶带运输机一般是由制动装置、输送带、驱动装置、机架、清扫装置、改向滚筒、漏斗等共同构成,其中,驱动装置主要是由传统滚筒、电机以及减速器等共同构成。
胶带运输机在煤矿生产工作中扮演着很重要的角色,但胶带运输机在运行的过程中,受到多种因素的影响,经常会出现各种故障,例如,输送带跑偏、减速器故障、胶带机中央故障等,不仅会阻碍正常生产,严重时还会危及工作人员生命安全。
以减速机故障为例,比较常见的表现如,胶带输送机在运行过程中,减速机产生断轴的问题,同时还会伴有异常声响,减速机温度迅速升高,甚至出现漏油的问题。
再例如,输送带跑偏,正常情况下,一般可分为带载荷跑偏和空转跑偏两种情况。
但出现上在输煤系统当中,胶带输送机是至关重要的设备之一,其安全稳定运行与一体化煤矿生产息息相关,但就目前实际发展现状来看,胶带输送机在运行过程中经常会出现各种各样的故障,从而也会对正常的煤炭生产活动造成影响。
基于此,本文主要针对于这些常见故障提出相应的处理方法,目的在于确保胶带输送机的安全平稳运行,实现煤矿生产一体化目标。
□ 郭晓勇 西山煤电集团公司镇城底矿多经公司 山西介休 032000述问题的因素却比较多,在故障进行查找和维修的过程中,要求工作人员能够从多方面入手,对设备故障进行查找,并在第一时间提出解决对策,以确保设备能够正常稳定运行。
胶带输送机故障及排除方法

胶带输送机故障及排除方法胶带输送机是一种常用的自动化输送设备,用于将物料从一个地方传送到另一个地方。
然而,由于长时间使用或操作不当等原因,胶带输送机可能会出现故障。
本文将介绍一些常见的胶带输送机故障及排除方法,希望能为用户提供一些帮助。
一、胶带漂移1.故障现象:胶带输送机在运行过程中,胶带出现了侧向漂移,导致物料无法准确传送。
2.故障原因:a.胶带松紧度不当:胶带的松紧度不适宜会导致漂移。
b.轴线不平行:胶带两端传动轴线不平行,也会引起胶带漂移。
3.故障排除方法:a.调整胶带松紧度:适当调整胶带的松紧度,确保胶带能够保持稳定的运行。
b.调整传动轴线:使用工具调整胶带两端传动轴线,使其保持平行。
二、胶带跑偏1.故障现象:胶带输送机在运行过程中,胶带出现了跑偏,导致物料无法准确传送。
2.故障原因:a.胶带张力不均匀:胶带张力不均匀会导致胶带跑偏。
b.胶带厚度不均匀:胶带厚度不均匀也会引起胶带跑偏。
c.胶带运行不平稳:胶带在运行过程中,受外部因素影响也会产生跑偏现象。
3.故障排除方法:a.调整胶带张力:通过调整胶带张力装置,使其能够均匀地传递胶带张力,防止胶带跑偏。
b.更换不均匀的胶带:对于胶带厚度不均匀的问题,需要及时更换不均匀的胶带,确保胶带的均匀性。
c.减少外部干扰:通过安装护栏等措施,减少外部干扰对胶带运行的影响。
三、胶带磨损1.故障现象:胶带输送机在运行过程中,胶带出现了明显的磨损,影响传送效果。
2.故障原因:a.设备老化:设备使用时间长,胶带会出现磨损现象。
b.物料问题:物料的硬度或尺寸不适宜,也会导致胶带磨损。
3.故障排除方法:a.更换胶带:对于磨损严重的胶带,需要及时更换,以保证输送效果。
b.优化物料选择:对于物料硬度或尺寸不适宜的问题,可以通过优化物料选择,减少对胶带的磨损。
四、胶带断裂1.故障现象:胶带输送机在运行过程中,胶带发生了断裂。
2.故障原因:a.胶带张力过大:胶带张力过大,超过其承载能力,容易导致胶带断裂。
胶带输送机常见故障的分析与处理
改进后 的轨道 电路 区段 , 同时 提升送 电端 电压 , 增加受 电端线 圈电阻 , 当列 车轮对分 路时 。 由于受 电端 线 圈电阻增 大 , 流 经 D J 圈 电流显著 减 少 , 于 D J吸起值 , 使 G线 低 G 造成 DJ G 可靠 落下 , 即使轨面锈蚀严重 , 当轮对分路 时 , 能保证 也 DJ C 可靠 落下 , 微机采集 2 4信息 , T 及时送 出解锁 电源 , 保证
座 应 当 向前 移动 , 对应 的 也 可 将 左 侧 轴 承 座 后 移 或 右 侧 轴 相
() 6 双向运行皮带运输机跑 偏的调整 。双 向运行 的皮 带 运输机皮带跑偏 的调整 比单 向皮带 运输 机跑 偏 的调 整要 困 难许 多 , 在具 体调整时应 先调 整一个 方 向, 后再调 整另外 然
车安全。
尹洼站经上述技术改进后 ,22 D 、0 ( 白光带故障率 1/0 G 2D; 由原来的 9 .%下降为 目前 的 0 9 。 67 .% 很好地解 决 了轨 面生 锈造成的 白光带故障。
3 结 论
作者简介
王斌
男, 生于 16 年 ,90年毕 业于 山东矿业 99 19
学 院工业电气 自动化 系 , 科工 程 师。曾负 责《 高无线 列 本 提
料 的 下 落 方 向 和位 置 。
轴式 、 四连杆式 、 立辊式等 , 其原理 是采用阻挡或 托辊在水平 面 内方 向转动阻挡或 产生横 向推 力使皮带 自动 向心达 到 调 整皮带跑偏 的 目的。一般在 胶带 运输机 总长度较 短 时或皮 带运输机双 向运行时采用此方法 比较合 理。 () 3 调整驱动滚筒与改向滚筒位 置。驱 动滚筒与 改 向滚 筒的调整是皮带 跑偏 调整 的重要 环节 。一 条胶带 运输 机至 少有 2到 5个滚筒 , 所有滚筒 的安装 必须垂直于胶 带 的中心 线, 若偏斜过大必然发 生跑 偏 。 调整 方法 与调整 托辊组类 其 似。对 于头部滚筒如胶带 向滚筒 的右侧 跑偏 , 右侧 的轴 承 则
带式输送机常见故障原因分析及处理方法
·带式输送机常见故障原因分析及处理方法带式输送机常见故障原因分析及处理方法带式输送机可作为运输机械已广泛应用于煤炭、粮食、面粉加工厂等行业。
既可运送散装物料,又可运送袋装物料。
用户在安装及使用此类设备时,对常出现一些故障原因不太清楚,处理方法不多。
本文分析说明了此类设备常见故障的原因及处理方法。
一、输送带的打滑及解决办法输送带在运行中,打滑的原因是多方面的,常见的原因及解决办法有:1、初张力太小。
输送带离开滚筒处的张力不够造成输送带打滑。
这种情况一般发生在启动时,解决的办法是调整拉紧装置,加大初张力。
2、传动滚筒与输送带之间的摩擦力不够造成打滑。
其不要原因多半是输送带上有水或环境潮湿。
解决办法是在滚筒上加些松香末。
但要注意不要用手投加,而应用鼓风设备吹入,以免发生人身事故。
3、尾部滚筒轴承损坏不转或上下托辊轴承损坏不转的太多。
造成损坏的原因是机尾浮沉太多,没有及时检修和更换已经损坏或转动不灵活的部件,使阻力增大造成打滑。
4、启动速度太快也能形成打滑。
此时可慢速启动。
如使用鼠笼电机,可点动两次后再启动,也能有效克服打滑现象。
5、输送带的负荷过大,超过电机能力也会打滑。
此时打滑有利的一面是对电机起到了保护作用。
否则时间长了电机将被烧毁。
但对于运行来说则是打滑事故。
克服输送带打滑现象,首先要找到打滑原因,方可采取有效解决措施。
二、输送带的跑偏及其处理- 带式输送机运行时输送带跑偏是最常见的故障之一。
跑偏的原因有多种,其主要原因是安装精度低和日常的维护保养差。
安装过程中,头尾滚筒、中间托辊之间尽量在同一中心线上,并且相互平行,以确保输送带不偏或少偏。
另外,带子接头要正确,两侧周长应相同。
在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。
输送带跑偏时常检查的部位和处理方法有:1、检查托辊横向中心线与带式输送机纵向中心线的不重合度。
如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。
皮带输送机胶带磨损、划伤、断裂、分层等6类“顽疾”的原因及处理方法
皮带机是生产中常用的一种运输设备,胶带是其重要的构成部件,也是比较昂贵的部件之一,一旦胶带出现各种形式的损坏,都会影响生产的高效运行。
本文总结了常见的6种损坏形式,并根据不同的原因提出了改进建议,以供大家生产参考。
胶带损坏的几种常见形式胶带正常磨损:正常使用过程中的磨损;胶带非正常磨损:打滑磨断、跑偏磨边等;胶带纵向划伤:即所谓的划皮带;胶带横向拉断:胶带在运转过程中出现横口;胶带胶接口断裂:胶带口空或开;胶带分层:胶与纺织物分离。
下面我们依次分析造成胶带损坏的原因:01胶带正常磨损过快的原因1)机头清扫器(刮料器)过紧,对胶带造成较大摩擦,使胶带工作面磨损过快。
2)各空段清扫器对胶带非工作面压力过大,造成胶带非工作面磨损过快。
3)皮带机导料槽上的护皮尺寸过长或过宽,造成护皮对胶带摩擦过大,磨损过快。
4)胶带运输物料的粒度及成分对胶带造成的损坏影响胶带的磨损。
5)皮带机托辊不能正常运转的较多,形成对胶带磨损过快,上托辊使非工作面磨损快,下托辊使工作面磨损快。
02胶带非正常磨损的原因2.1 皮带机打滑造成胶带磨损1)胶带在通过滚筒时,与滚筒之间存在较严重的相对滑动摩擦,称之为打滑。
打滑并不一定非存在于传动滚筒处,但传动滚筒处产生打滑对胶带的损伤最大,也是形成最多的。
2)造成胶带在传动滚筒上打滑的直接原因是传动滚筒与胶带间的摩擦力不足以带动胶带正常运转。
原因如下:①胶带上运输的物料重量严重超载;②皮带机整体出现问题,胶带在某一点被卡;③传动滚筒包角受到损坏。
3)造成胶带在改向滚筒上打滑的直接原因是,由于胶带在改向滚筒上的摩擦力不足以带动改向滚筒转动。
原因如下:①改向滚筒轴承损坏,运转阻力过大;②改向滚筒被物料卡死。
2.2 胶带跑偏磨边通常,胶带在带宽方向上允许有5%的跑偏量,当跑偏过多时,输送带与托辊支架、机架接触而造成边胶磨损,严重跑偏时,甚至会使输送带翻边。
03胶带纵向划伤(划皮带)1)外来物料对胶带造成划伤:主要是来料中含有铁器、木棒、较大的块状物料卡在漏斗或导料槽内,对胶带造成划伤。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、胶带运输机
故障1:减速机不转
现象:胶带电机、液联运转,减速机不转,液联易熔塞正常、油位正常,逆止器无温度,无异味
处理办法:从易到难排查,先检查减速机,再检查更换逆止器,再检查液联。
故障2:皮带机启动不了
现象:电机不转
处理办法:检查和排除保护故障(失速报警、疏通溜槽、拉绳开关复位、急停按钮复位,靠背柱销切断),检查电机。
故障3:胶带跑偏
◆现象:胶带运输机正常运行时,胶带沿着某点开始跑偏
处理办法:检查滚筒、托辊是否粘煤泥或杂物,检查下胶带是否积煤过多,清理。
◆现象:整台运输机胶带向一侧跑
处理办法:滚筒不平行,多为机尾滚筒偏斜或尾滚筒粘煤泥所致。
◆现象:胶带向一侧跑偏,跑偏处在胶带接头处
处理办法:接头不正,应按标准重新制作。
◆现象:胶带跑偏方向不定,忽左忽右
处理办法:张力不足,调整胶带张力。
◆现象:胶带空载不跑偏,加载跑偏
处理办法:落料偏或装载点下支承托辊损坏缺少,调整落煤点或增加托辊。
◆现象:胶带运输机中部跑偏
处理办法:视情况拨动跑偏托辊。
故障4:胶带损伤
现象:胶带停止运转,发现胶带损伤
处理办法:胶带跑偏严重,胶带接头在机架或滚筒轴承座上撕带;检查有无设备零部件脱落、铁器卡在落料溜槽和胶带间;有无大块煤和矸石;有无溜槽衬板脱落;传动滚筒失速;滚筒和托辊损坏划伤胶带;托辊卡死、转动不灵活;清扫器和胶带间卡有铁丝等杂物。
故障5:胶带打滑
◆现象:胶带阻力过大
处理办法:装载货物不应过多,不应有大量不转的托辊。
◆现象:胶带张力小
处理办法:调整张紧装置,新胶带运行一段时间后变形伸长调整。
◆现象:胶带与驱动滚筒之间磨擦系数减小
处理办法:避免胶带驱动滚筒的接触面进入泥水或打扫卫生时进入冲洗水。
故障6:洒料
◆现象:转载点处的洒料
处理办法:在溜槽、导料槽洒料,检查输送机是否严重过载、导料槽挡料橡胶裙板是否损坏。
◆现象:跑偏时的洒料
处理办法:调整胶带的跑偏。
◆现象:输送机启动时凹段弹起洒料
处理办法:输送机凹段处增设压带轮来避免输送带的弹起。
故障7:异常噪声
◆现象:托辊严重偏心时的噪声
处理办法:更换托辊。
◆现象:联轴器两轴不同心时的噪声
处理办法:对电机、减速机的位置进行调整。
◆现象:改向滚筒与驱动滚筒的异常噪声
处理办法:检查轴承座处轴承。
故障8:胶带寿命短
现象:输送带的使用寿命短
处理办法:检查胶带存放的时间是否过长而产生龟裂,检查清扫器的松紧程度,保证回程胶带上应无物料。
故障9:断带
◆现象:运行时胶带断裂
处理办法:检查是否超载运行,停机时拉空皮带,避免重负荷启动,及时更换不转动的托辊,清理杂物减小皮带运行阻力。
◆现象:从接头处断裂
处理办法:皮带接头处的抗拉强度不够造成断带,皮带接头要勤检查,定期更换,损坏的接头及时更换。