搅拌摩擦焊 引领绿色新生活——搅拌摩擦焊技术首次用于新能源汽车电池托盘
汽车制造新技术——搅拌摩擦焊

图1 搅拌摩擦焊工作原理图2 铸造铝合金和6mm铝合FSW接头6mm 6082铝合金板材铸造铝合金对于焊接材料而言,搅拌摩擦焊可以焊接所有牌号的铝合金,包括可以熔焊的5000、6000系列铝合金和熔焊难以焊接的2000、7000和铝锂合金材料;同时搅拌摩擦焊还可以实现不同种材料的连接。
正常情况下,搅拌摩擦焊不需要焊丝和保护气,焊接过程消耗较少。
焊接接头强度可以达到母材金属的80%以上。
搅拌摩擦焊目前可以实现所有的熔焊焊接结构,通过搅拌摩擦焊设备,可以实现1D、2D和3D结构的焊接。
并且由于焊透控制可以通过搅拌头来保证,所以迄今搅拌摩擦焊最大焊接深度还没有得到定义,图3为英国焊接研究所焊接的100mm厚度的搅拌摩擦焊接头。
图3 TWI焊接的厚度为100mm的搅拌摩擦焊接头汽车铝合金材料汽车通常选用能够大批量制造的商业化金属材料制造,使用比较普遍的一种是薄板低碳钢,另一种是铝合金。
铝合金材料很早就在国外越野汽车如LAND ROVER、运动赛车和高档轿车奥迪中使用, 并且由于汽车发展轻量化趋势的要求,铝合金在汽车中的使用越来越多,有资料显示,铝合金代替传统的钢铁制造汽车可使整车重量减轻30%~40%,制造发动机可减轻30%,制造缸体和缸盖可减轻30%~40%,制造车轮可减轻50%。
图4为美国福特公司2005年利用搅拌摩擦焊汽车焊接Automobile Welding挪威Hydro Aluminum公司首先利用搅拌摩擦焊实现了铝合金汽车轮毂的搅拌摩擦焊制造,如图6所示,即利用铝合金板材搅拌摩擦焊成为筒体结构,再利用液压滚压成形技术压制成设计形状,然后再利用搅拌摩擦焊将锻压或铸造轮副连接在轮鼓上,这种制造工艺既减轻了轮箍重量也简化了生产成本和提高生产效率。
目前,该技术已经在日本、澳大利亚和中国等地投入批量化铝合金轮毂生产。
汽车悬挂臂目前已经实现搅拌摩擦焊制造,如图7a所示,日本Showa Aluminum和Tokai Rubber公司在2004年就利用搅拌摩擦焊把挤压型材制造的悬挂头与直径20~30mm的铝合金管材焊在一起,实现汽车悬挂系统铝合金悬臂搅拌摩擦焊批量化制造。
电池托盘_搅拌摩擦焊接_工艺_概述及解释说明

电池托盘搅拌摩擦焊接工艺概述及解释说明1. 引言1.1 概述本文旨在对电池托盘搅拌摩擦焊接工艺进行全面的概述和解释说明。
首先,将介绍电池托盘的定义、功能、材料和设计要求以及使用场景和优势。
然后,将详细探讨搅拌摩擦焊接工艺的原理、设备与操作步骤,以及其应用领域与限制。
最后,将给出关于电池托盘搅拌摩擦焊接的实例解释说明,并分析成功案例与未来前景。
1.2 文章结构本文共分为五个部分:引言、电池托盘、搅拌摩擦焊接工艺、电池托盘搅拌摩擦焊接的概述及实例解释说明、结论与展望。
首先,在引言部分将对整篇文章进行简要介绍和总览。
然后,在电池托盘部分将详细论述其定义、功能、材料和设计要求以及使用场景和优势。
接着,在搅拌摩擦焊接工艺部分将探讨其原理、设备与操作步骤,以及应用领域与限制。
随后,在电池托盘搅拌摩擦焊接的概述及实例解释说明部分将具体介绍该工艺的简介、背景信息,以及实施过程中的关键步骤,并对成功案例进行分析并展望其前景。
最后,在结论与展望部分将总结全文内容,并给出未来研究方向和发展趋势。
1.3 目的本文旨在全面阐述电池托盘搅拌摩擦焊接工艺的相关知识,深入探讨其原理、设备与操作步骤,以及应用领域与限制。
通过对该工艺的详细解释说明,可以帮助读者更好地理解和掌握该技术,并且能够认识到其在电池托盘制造领域中的重要性和价值。
此外,通过对成功案例的分析,可以揭示该工艺在实际应用中所取得的成果和未来的发展前景。
这样就有助于推动相关领域的研究和创新,并促进电池托盘搅拌摩擦焊接工艺在产业界的广泛应用和推广普及。
2. 电池托盘2.1 定义与功能电池托盘是一种用于存放、运输和堆叠电池的装置,通常由高强度塑料制成。
它的主要功能是提供一个安全而有效的方式来组织和管理电池,并保护其不受损坏或丢失。
2.2 材料和设计要求电池托盘通常采用耐腐蚀、高强度的工程塑料材料,如聚丙烯(PP)或聚乙烯(PE),以确保其能够承受电池的重量并具备足够的耐用性。
搅拌摩擦焊
搅拌摩擦焊搅拌摩擦焊(Friction Stir Welding ,简称FSW )是由英国焊接研究所于1991年提出的一种固态连[1]接方法。
与传统的熔化焊接方法相比较,搅拌摩擦焊具有晶粒细小、力学性能良好、焊接时不需使用保护气体、焊接后残余应力和变形小等优[2]点。
搅拌摩擦焊自提出以来,引起了各国学者和研究机构的广泛重视,成为了国内外的研究热点。
经过十几年的发展,搅拌摩擦焊这种新型固相焊接方法已经从技术研究层面迈向高层次的工程化和工业化应用阶段,成为铝及铝合金首选的连接工艺。
目前,搅拌摩擦焊在航空航天工业、造船业、汽车业等工业领域有了广泛的应用。
近年来,国内轨道车辆制造技术快速改进,搅拌摩擦焊技术开始用于铝合金车体制造。
搅拌摩擦焊铝合金车体的成功试制,标志着搅拌摩擦焊技术在国内轨道车辆工程化应用的开始。
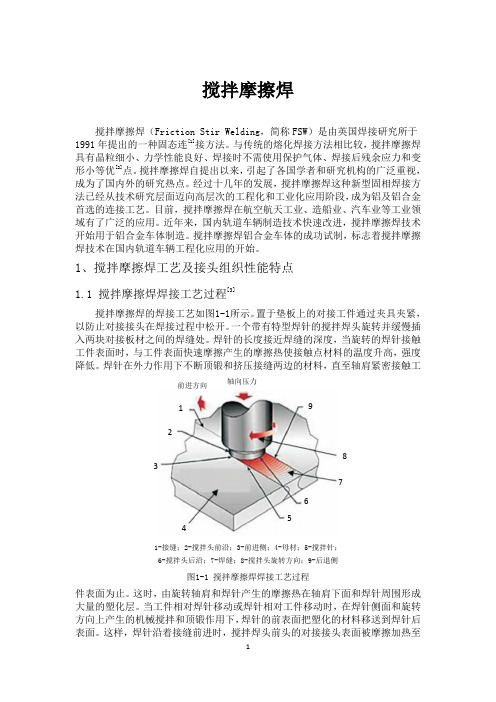
1、搅拌摩擦焊工艺及接头组织性能特点1.1 搅拌摩擦焊焊接工艺过程[3]搅拌摩擦焊的焊接工艺如图1-1所示。
置于垫板上的对接工件通过夹具夹紧,以防止对接接头在焊接过程中松开。
一个带有特型焊针的搅拌焊头旋转并缓慢插入两块对接板材之间的焊缝处。
焊针的长度接近焊缝的深度,当旋转的焊针接触工件表面时,与工件表面快速摩擦产生的摩擦热使接触点材料的温度升高,强度降低。
焊针在外力作用下不断顶锻和挤压接缝两边的材料,直至轴肩紧密接触工1-接缝;2-搅拌头前沿;3-前进侧;4-母材;5-搅拌针;6-搅拌头后沿;7-焊缝;8-搅拌头旋转方向;9-后退侧图1-1 搅拌摩擦焊焊接工艺过程件表面为止。
这时,由旋转轴肩和焊针产生的摩擦热在轴肩下面和焊针周围形成大量的塑化层。
当工件相对焊针移动或焊针相对工件移动时,在焊针侧面和旋转方向上产生的机械搅拌和顶锻作用下,焊针的前表面把塑化的材料移送到焊针后表面。
这样,焊针沿着接缝前进时,搅拌焊头前头的对接接头表面被摩擦加热至轴向压力 前进方向12 34 56789超塑性状态。
结果,焊针摩擦接缝,破碎氧化膜,搅拌焊头后方的磨碎材料。
搅拌摩擦焊发展
搅拌摩擦焊技术的发展分类:搅拌摩擦焊时间:2007-4-19 0:13:00目前,飞行器上大量采用高强铝合金,由于这些材料的熔焊焊接性能差,在飞行器上不得不采用点焊或铆接结构,这样不但大大降低了部件的性能重量比,而且气密性差。
英国焊接研究所开发研究的搅拌摩擦焊工艺为这类问题的解决提供了一个新思路,由于它具有可焊接对裂纹敏感而不能熔焊的金属、固相连接能保持原合金的冶金性能、可焊接异种金属等优点,在许多国家得到了迅速的开发和应用。
搅拌摩擦焊现在主要用于飞行器上无法熔焊的铝合金,如硬铝、铝锂合金等材料的连接,大大提高了产品的性能和制造水平。
图1.1 搅拌摩擦焊示意图1 搅拌摩擦焊技术介绍1.1 搅拌摩擦焊的工艺过程搅拌摩擦焊的焊接过程如图1.1所示。
搅拌头在轴向压力下高速旋转,使其上的特型指棒与工件表面接触,摩擦生热并软化了一部分金属,迅速钻进被焊对接板的接缝;当特型指棒钻进表面以下时,有一部分金属被挤出表面以上,这些在焊接的瞬间产生。
焊接深度主要由搅拌头的特型指棒长度决定,随着搅拌头特型指棒的钻入,当轴肩与被焊板件的金属表面接触时,轴肩的旋转产生了辅助的摩擦热,并在搅拌头的特型指棒周围产生了塑性金属,此时,搅拌头沿着板件的接缝运动时,利用特型指棒与工件材料间摩擦生热,不断软化、挤压和搅拌前方的金属,而在搅拌头已走过的部位金属逐渐冷却、固化,就形成了搅拌摩擦焊的焊缝。
1.2 搅拌摩擦焊的焊缝金相组织搅拌摩擦焊的焊核位于焊缝中心,内部结构呈清晰的洋葱形状,由一系列的椭圆排列组成,这在其它合金中不一定看到或不够明显。
焊核延伸到焊件的表面,它比搅拌头的特型指棒要大,但比搅拌头的轴肩要小。
焊核有时会延伸到焊件的底部。
焊核的形貌取决于特型指棒的形状、焊接参数和被焊材料的强度。
通过搅拌摩擦焊焊接接头的金相分析及显微硬度分析可以发现,搅拌摩擦焊接头的微观结构可分为四个区域:A区为母材区在最外边,无热影响也无变形的影响;B 区为热影响区,没有受到变形的影响,但受到了从焊接区传导过来的热量影响;C区为变形热影响区,该区受到了塑性变形的影响,也受到了焊接温度的影响;D区为焊核,是两块焊件的共有部分,如图1.2所示。
搅拌摩擦焊接质量控制

搅拌摩擦焊焊接质量控制摘要:搅拌摩擦焊接技术是针对焊接性差的铝、镁合金而开发出的一种新型固相连接技术,由英国焊接研究所于1991年开发的专利技术。
可以有效地避免氧化和蒸发,焊后冷却过程中不出现热裂纹,焊缝区晶粒得到细化,优化了接头各项性能,同时焊接过程不需要填充金属,不产生火花、飞溅、烟雾、弧光等,是一种高效、优质、简单、无污染的焊接工艺。
介绍了搅拌摩擦焊接的原理、焊接工艺特点、搅拌摩擦焊的最新发展情况及其应用。
利用搅拌摩擦焊焊接方法对7075铝合金进行焊接实验,在焊接参数为:转速—-800r/min、焊接速度75mm/min的情况下得到了良好的组织结构,显微硬度的实验表明焊后其维氏硬度值的分布趋势沿焊缝中心基本对称。
关键词:搅拌摩擦焊接;7075铝合金;焊接参数;焊接质量控制Research on friction stir weldingA bstract:Friction stir welding (FSW)is a new solid welding technique for aluminum and magnesium alloys invented and patented by The Welding Institute, UK in 1991,which can avoid the problems existing in the other welding methods。
It is an efficient, energy saving, simple and environmental—friendly technique,which can efficiently avoid oxidation and evaporation without heat flaw in the cooling process after welding。
FSW can get optimized various performance of joint without any sparkle, plash,smog or arc. No filling metal is needed in the welding process. This paper simply introduce the principles,the process, emphasize introduces recent development an application of the friction stir welding. Using friction stir welding method of 7075 aluminum alloy welding experiment, the welding parameters for welding speed: speed -—800r/min, 75mm/min cases got good organization structure, microhardness tests indicate that after welding the Vivtorinox hardness distribution trend along the seam center symmetry。
搅拌摩擦点焊技术简介

综述航天期造技术搅拌摩擦点焊技术简介赵衍华张丽娜刘景铎杜岩锋王国庆(首都航天机械公司,北京100076)摘要搅拌摩擦点焊(FSSW)是在搅拌摩擦焊的基础上开发的一种新型固相修补焊接技术,具有接头质量高、缺陷少、变形小等优点。
详细阐述了搅拌摩擦点焊焊接原理和技术特点,介绍了国内外研究现状及其在汽车等制造业中的应用,指出搅拌摩擦点焊在运载工具铝合金结构件制造过程中具有重要意义,是未来铝合金连接技术的发展方向之一。
关键词搅拌摩擦点焊原理铝合金结构件IntroductionofFrictionStirSpotWeldingTechnologyZhaoYanhuaZhangLinaLiuJingduoDuYanfengWangGuoqing(CapitalAerospaceMachineryCorporation,Beijing100076)AbstractFrictionstirspotwelding(FSSW)isanewsolidstatejoiningmethod,whichisavariantoffrictionstirwelding.ThequalityoftheFSSWweldingjointsisperfect,duetoitshighmechanicalproperty,alittledefectsandsmalldistortion.TheprincipleandtechnicalcharacteristicsofFSSWareparticularlyintroduced.Theinvestigations觚sandapplicationofFSSWaroundthewoddhavebeenintroducedtOO.FSSWisapromisingtechnologyforaluminiumalloyconnection,andstudyingthenewweldingmethodwillbebeneficenttomanufacturingofdeliverytechnology.Keywordsfrictionstirspotweldingprinciplealuminiumalloyconnection1引言随着全球资源与环境保护问题的日趋严峻,运载工具的轻量化设计成为汽车、航空航天等制造领域的发展方向。
一文了解先进焊接技术之搅拌摩擦焊
一文了解先进焊接技术之搅拌摩擦焊01原理搅拌摩擦焊方法与常规摩擦焊一样。
搅拌摩擦焊也是利用摩擦热与塑性变形热作为焊接热源。
不同之处在于搅拌摩擦焊焊接过程是由一个圆柱体或其他形状(如带螺纹圆柱体)的搅拌针(welding pin)伸入工件的接缝处,通过焊头的高速旋转,使其与焊接工件材料摩擦,从而使连接部位的材料温度升高软化。
同时对材料进行搅拌摩擦来完成焊接的。
在焊接过程中工件要刚性固定在背垫上,焊头边高速旋转,边沿工件的接缝与工件相对移动。
焊头的突出段伸进材料内部进行摩擦和搅拌,焊头的肩部与工件表面摩擦生热,并用于防止塑性状态材料的溢出,同时可以起到清除表面氧化膜的作用。
FSW工作原理示意图搅拌摩擦焊的常用术语及定义旋转。
搅拌头旋转启动后,以一定速度插入待焊零件;插入。
停留一段时间,搅拌头附近区域的接头材料得到足够的摩擦热输入,从而出现软化变形,并有部分材料被挤到接头外部;焊接。
此时可以进行焊接,焊接时热塑化的接头材料不断被搅拌头向后转移,这部分材料在一定锻压力的作用下可以与周围材料形成牢固的扩散连接;离开。
焊接完成后,搅拌头以一定速度离开零件表面,焊接过程结束。
在焊接过程中,搅拌针在旋转的同时伸入工件的接缝中,旋转搅拌头(主要是轴肩)与工件之间的摩擦热,使焊头前面的材料发生强烈塑性变形,然后随着焊头的移动,高度塑性变形的材料逐渐沉积在搅拌头的背后,从而形成搅拌摩擦焊焊缝。
搅拌摩擦焊的工艺过程示意图搅拌摩擦焊对设备的要求并不高,最基本的要求是焊头的旋转运动和工件的相对运动,即使一台铣床也可简单地达到小型平板对接焊的要求。
但焊接设备及夹具的刚性是极端重要的。
搅拌头一般采用工具钢制成,焊头的长度一般比要求焊接的深度稍短。
应该指出,搅拌摩擦焊缝结束时在终端留下个匙孔。
通常这个匙孔可以切除掉,也可以用其它焊接方法封焊住。
针对匙孔问题,已有伸缩式搅拌头研发成功,焊后不会留下焊接匙孔。
02工艺因素影响FSW焊接过程稳定性和焊接质量的因素,主要有搅拌头的形状、搅拌头的位置、搅拌头的转速、焊接速度、接头精度以及材料拘束等。
搅拌摩擦焊工艺及其应用
搅拌摩擦焊工艺及其应用1 搅拌摩擦焊的定义与原理搅拌摩擦焊是一种非常新颖的金属连接技术,其原理是将金属材料在高速旋转的条件下不断挤压与摩擦热而使金属材料发生塑性变形进而在次冷却时形成均匀的焊缝。
搅拌摩擦焊是一种采用振荡摩擦进行的钎焊技术。
摩擦过程中,金属材料被强制变形,形成皱纹和复杂的微细组织结构,这就是焊接区域。
这一过程不需要额外的附加材料,因此也被称为固态钎焊。
搅拌摩擦焊的原理是通过搅拌和摩擦的相互作用,为金属轴套表面提供局部加热来处理金属本身。
在摩擦过程中,摩擦产生的热量会使金属材料温度升高,而旋转工具逐渐伸进焊缝,在相对运动的作用下,产生了强烈的塑性变形以及显著的变形应变。
在形成初期焊缝时,相对运动引起的压力会把材料从环形清隙中抽出,形成时生成混味均匀的焊接界面。
这些过程中摩擦加热导致局部熔化,接长和冷却会使金属变形,并形成一个均匀的、与母材相似的焊缝。
2 搅拌摩擦焊的工艺流程及其特点2.1 搅拌摩擦焊的工艺流程(1)工件准备:首先需要准备待焊接的工件。
工件通常是板材、管材、棒材等形状,可以是相同材质,也可以是不同材质。
(2)夹紧工件:将工件夹紧在专用的工件夹具中,以保证工件在搅拌摩擦焊过程中不会移动或震动。
(3)起始摩擦:在工件接头处的摩擦面上施加旋转摩擦力,使工件表面熔融并形成可焊接的状态。
(4)搅拌摩擦:在不断施加旋转摩擦力的情况下,摩擦头沿着工件的接合面移动,搅拌工件的金属组织,从而形成焊接。
(5)升温保压:在搅拌摩擦焊完成后,保持摩擦头的位置不动,使焊缝部位升温到一定程度,再施加一定的保压力,使焊缝固化。
(6)退火处理:对焊接完成后的工件进行退火处理,可以进一步提高焊接质量和性能。
2.2 搅拌摩擦焊的特点(1)搅拌摩擦焊是一种无焊接接头凸出、无端部凸出的焊接方法,焊缝起伏很小,对焊接部件外观和尺寸精度要求较高的场合比较适用。
(2)搅拌摩擦焊过程中没有明显的电弧和喷溅现象,不需要额外的保护气体,易于操作。
搅拌摩擦焊技术研究与应用
搅拌摩擦焊技术研究与应用作者:陈湘陵谢振中来源:《职业·中旬》2012年第09期搅拌摩擦焊技术,即Friction Stir Welding,简称FSW。
其作为固态连接技术范畴内的新型焊接技术,自CJ• Dawes等科学家正式宣布发明之后,以其较好的使用性能很快被推广开,并应用于各个方面,特别是在一些重工业,例如核电核能、航空航天、车辆船舶等。
由于搅拌摩擦焊接技术本身的发展需要,加之其独特性与不可替代性,都将会是未来焊接技术发展必然方向之一。
本文概述搅拌摩擦焊技术相关概念,同时介绍焊接技术在国内外的发展趋势,还较为详细地分析了该技术在航天、船舶、道路交通之中的应用,为提高并强化搅拌摩擦焊技术的理论基础尽一份小小的薄力,促进搅拌摩擦焊技术的发展。
一、搅拌摩擦焊技术概述1.搅拌摩擦焊技术简介及原理作为新技术的搅拌摩擦焊(该项专利技术由The Welding Institute,即英国焊接研究所开发,开发时间1991年),与常规摩擦焊相比,虽然焊接热源同是利用摩擦热产生,但是其最大的不同之处就在于利用高速旋转搅拌头缓慢插入到被焊工件的待焊部位,利用搅拌头和被焊材料之间的摩擦阻力而产生的摩擦热,高温软化连接部位材料,并在搅拌头轴肩的压力作用下,达到工件间永久性连接的目的。
该技术是以固相连接工艺实现的焊接技术。
2.搅拌摩擦焊技术优点与传统焊接方法相比,搅拌摩擦焊技术具有以下几个优点。
一是焊前不需进行复杂的准备,被焊材料不熔化,焊接接头性能优良,固相连接接头强度高,可实现全方位焊接;二是焊接过程可靠性高,尺寸精度高,生产率高,成本低且节能;三是具有广泛的工艺适应性,能有效减小或消除冶金化学反应问题,能焊接性能差异很大的异种金属材料,亦可焊接同一台设备的金属和非金属材料;四是安全环保,焊接过程整洁,不会产生飞溅、辐射的情况,或产生有害物质。
二、搅拌摩擦焊技术研究现状1.国外研究现状在国外,搅拌摩擦焊接技术的发展已是十分成熟,理论体系也较为系统。
一文读懂搅拌摩擦焊
1搅拌摩擦焊概览搅拌摩擦焊(Friction Stir Welding,FSW)作为一种固相连接技术,在1991年由英国焊接研究所(The Welding Institute, TWI)发明。
与传统熔化焊相比,FSW无需添加焊丝、不需要保护气体,焊接过程无污染、无烟尘、无辐射,焊接接头残余应力低,因此具有焊接效率高、焊接变形小、能耗低、设备简单、焊接过程安全等一系列优点。
经过20多年的发展,FSW已经在航空航天、轨道交通、舰船等领域得到了广泛应用。
搅拌摩擦焊的原理如图1所示。
高速旋转的搅拌头扎入被焊工件内,旋转的搅拌针与被焊材料发生摩擦并使其发生塑化,轴肩与工件表面摩擦生热并用于防止塑性状态的材料溢出。
在焊接过程中,工件要刚性固定在背部垫板上,搅拌头边高速旋转边沿工件的接缝与工件相对移动,在搅拌头锻压力的作用下形成焊缝,最终实现被焊工件的冶金结合。
图1 搅拌摩擦焊接原理搅拌摩擦焊广泛适用于各类材料,目前已成功实现了铝、镁等低熔点金属及合金、铜合金、钛合金、钢铁材料、金属基复合材料以及异种金属(铝/铜、铝/镁、铝/钢等)的焊接。
在传统技术的基础上,搅拌摩擦焊有了五大创新发展:双轴肩搅拌摩擦焊、静轴肩搅拌摩擦焊、搅拌摩擦点焊、复合能场搅拌摩擦焊、搅拌摩擦增材制造。
双轴肩搅拌摩擦焊(Bobbin Tool Friction Stir Welding,BT-FSW)与传统FSW相比,其搅拌头为上、下轴肩结构,两个轴肩通过搅拌针连接,下轴肩取代了传统FSW的背部刚性支撑垫板,对工件进行自支撑,实现中空部件的焊接。
其焊接原理如图2所示。
上、下双轴肩的结构在焊接过程中降低了接头厚度方向的温度梯度,减小了接头组织不均匀性,可实现根部全焊透的焊接。
图2 双轴肩搅拌摩擦焊接原理1.上轴肩2.前进侧3.熔合线4.后退侧5.工件6.搅拌针7.下轴肩静轴肩搅拌摩擦焊(Stational Shoulder Friction Stir Welding,SS-FSW)采用轴肩与搅拌针分体式设计,在焊接过程中内部搅拌针处于旋转状态,而外部轴肩不转动,仅沿焊接方向行进。