力学性能试样样坯切取位置及方向
钢结构钢材力学性能试验送样规范
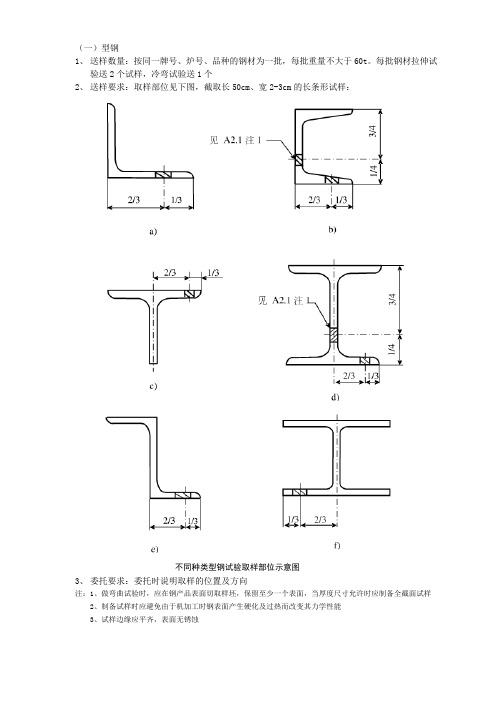
验送2个试样,冷弯试验送1个
2、送样要求:取样部位见下图,截取长50cm、宽2-3cm的长条形试样:
不同种类型钢试验取样部位示意图
3、委托要求:委托时说明取样的位置及方向
注:1、做弯曲试验时,应在钢产品表面切取样坯,保留至少一个表面,当厚度尺寸允许时应制备全截面试样
2、制备试样时应避免由于机加工时钢表面产生硬化及过热而改变其力学性能
3、试样边缘应平齐,表面无锈蚀
2、送样要求:取样部位见下图,试样长50cm,直径2.5cm为宜
4、委托要求:委托时说明取样的位置及方向
注:1、做弯曲试验时,应在钢产品表面切取样坯,保留至少一个表面,当厚度尺寸允许时应制备全截面试样
2、制备试样时应避免由于机加工时钢表面产生硬化及过热而改变其力学性能
3、试样边缘应平齐,表面无锈蚀
2、送样要求:应在钢板宽度1/4处切取长50cm、宽2-3cm的长条形试样,见下图:
厚度t≤30mm的钢板取样部位厚度t>30mm的钢板取样部位
3、委托要求:委托时说明原钢板的厚度及取样的位置和方向
注:1、做弯曲试验时,应在钢产品表面切取样坯,保留至少一个表面,当厚度尺寸允许时应制备全截面试样
2、制备试样时应避免由于机加工时钢表面产生硬化及过热而改变其力学性能
3、试样边缘应平齐,表面无锈蚀
2、送样要求:取样位置见下图,切取长50cm、宽2-3cm的长条形试样,试样厚度视钢管厚度而定
注:1、做弯曲试验时,应在钢产品表面切取样坯,保留至少一个表面,当厚度尺寸允许时应制备全截面试样
2、制备试样时应避免由于机加工时钢表面产生硬化及过热而改变其力学性能
3、试样边缘应平齐,表面无锈蚀。
原材料复验试样制备通用工艺规程

原材料复验试样制备通用工艺规程编制审核批准XX公司发布原材料复验试样取样通用工艺规程1 主题内容与适应范围1.1 本规程规定了压力容器用钢板、钢带、钢管、圆钢、锻件及其它型钢等原材料复验时试样取样与加工的方法和要求。
1.2 本规程适用于本公司制造的钢制压力容器产品用材料的复验。
其它材料的复验亦可参照执行。
2 总则材料复验试样的制备除符合本规程的规定外,还应遵守国家颁布的有关法令、法规、标准、本公司其它相应规程和图样及专用工艺文件的要求。
3 取样3.1 试样应在外观及尺寸合格的钢材上切取。
切取试样样坯时,应防止因受热、加工硬化及变形而影响其力学性能及工艺性能。
用火焰切割法切取样坯时,从样坯切割线至试样边缘必须留有足够的加工余量,一般不小于钢材的厚度或直径,但最小不得小于20mm。
对厚度或直径大于60mm的钢材,其加工余量可适当减小。
3.2 试样样坯切取位置及方向3.2.1 钢板应在钢板端部垂直于扎制方向切取拉伸、弯曲、冲击试样样坯。
对纵扎钢板,应在距边缘为板宽1/4图3-1 钢板切取样坯的示意图3.2.2 扁钢应从扁钢端部沿扎制方向距边缘为1/3处切取拉伸、弯曲和冲击样坯。
如图3-2所示。
应接近钢管内壁,样坯部位如图3-4所示。
3.2.4.3 钢管的冲击试样样坯应靠近内壁切取,试样缺口应垂直内壁,取样方向符合有关产品或标准的规定。
3.2.4.4 钢管的弯曲、扩口、缩口、压扁和卷边可以在任意部位切取样坯。
3.2.5.1 取样数量热处理单件重量小于或等于3500kg的锻件取一组试样(1个拉伸、3个冲击),热处理单件重量大于3500kg的锻件取两组试样(每组1个拉伸、3个冲击),两组试样位置间隔180°,如锻件长度大于直径的1.5倍时,则应在锻件两端各取一组试样。
3.2.5.2 取样方向锻件(不含条形)宜取切向试样,当不能制取切试样时,则取纵向或径向试样。
条形锻件宜取纵向试样。
3.2.5.3 取样部位筒形锻件和环形锻件的试样应取自锻件的端部,从壁厚的1/2处取样,见图3-5a)和图3-5b)。
金属材料力学性能试验取样方法大全

一、原材料(一)钢筋1、取样规则(1)钢筋应按批进行检查和验收,每批重量不大于60吨。
每批应由同一牌号、同一炉罐号、同一规格、同一交货状态的钢筋组成。
(2)冷拉钢筋应分批进行验收,每批由重量不大于20吨的同级别、同直径的冷拉钢筋组成。
2、取样数量钢筋的试样数量根据其供货形式的不同而不同。
直条钢筋:每批直条钢筋应做2个拉伸试验,2个弯曲试验。
用《碳素结构钢》验收的直条钢筋每批应做1个拉伸试验,1个弯曲试验。
盘条钢筋:每批盘条钢筋应做1个拉伸试验,2个弯曲试验。
冷拉钢筋:每批冷拉钢筋应做2个拉伸试验,2个弯曲试验。
3取样方法拉伸和弯曲试验的试样可在每批材料中任选两根钢筋切取。
(二)型钢1样坯的切取根据中华人民共和国国家标准《钢筋力学及工艺性能试验取样规定》的要求:(1)样坯应在外观尺寸合格的钢材切取。
(2)切取样坯时,应防止因受热、加工硬化及变形而影响其力学及工艺性能。
(3)用烧割法切取样坯时,从样坯切割线至试样边缘必须留有足够的加工余量,一般因不小于钢材的厚度或直径,但最下不得少于20毫米。
堆厚度或直径大于60毫米的钢材,其加工余量可根据双方协议适当减小。
(4)冷拉样坯所留的加工余量可按表选取:厚度或直径(毫米)加工余量(毫米)《4>4-10>10-20>20-35>35 4厚度或直径1015202样坯切取位置及方向(1)对截面尺寸小于或等于60毫米的圆钢、方钢和六角钢,应在中心切取拉力试验样坯;截面尺寸大于60毫米,则在直径或对角线距外端四分之一处切取。
(2)样坯不需要热处理时,截面尺寸小于或等于40毫米的圆钢、方钢和六角钢,应使用全截面进行拉力试验。
当试验条件不能满足要求时,应加工成《金属拉力试验法》中相应的圆形比例试样。
(3)样坯需要热处理时,应按有关产品标准规定的尺寸,从圆钢、方钢和六角钢上切取。
(4)应从圆钢和方钢端部沿轧制方向切取弯曲样坯,截面尺寸小于或等于35毫米时,应以钢材全截面进行试验。
钢材力学性能试验取样基本知识

钢材力学性能试验取样基本知识发布者:试验机电子万能试验机发布时间:2010-12-11 文章编号:点击次数:61834性能指标进行测定的一门试验学科,其测定的对象被称为试样。
所谓试样,就是经机加工或未经机加的样坯。
由于很多力学性能试验都带有破坏性.不可能将一批材料都作为试样进行试验来评价该材料分进行试验,根据试验的结果对这批材料的质晕做出某种判别,因此,试样的真正意义在于它能代表了准确评定材料性能的重要环节。
型。
加工成标准规定的试样,如:型材、棒制、板材、管材和线材等,并根据有关标准,在一定的部位取出一定尺寸的样坯,加工成所需的拉伸、弯曲、冲击部位上取样位(一般是最薄弱、最危险的部位)上切取样坯,加工成一定尺寸的试样。
通过对这些试样进行力学性进一步校正设计计算的正确性,同时在失效分析和安全评估中有重要的作用。
进行力学性能试验,如弹簧、螺栓、齿轮、轴承等。
响对材料性能试验结果影响较大的3个田素,被称为取样三要素。
变形加工过程中,变形量不会处处均匀,材料内部的各种缺陷分布和金属组织也不均匀,因此.在产果必然不同。
如大直径圆钢的中心部位的抗拉强度就低于其他部位的抗拉强度,槽钢在其腰部不同高,金属沿主加工变形方向流动,品粒被拉长并排成行.且夹杂也沿主加工变形方向排列,由此造成材向轴线与主加工方向平行)和横向试样(试样纵向轴向与主加工方向垂直)有较犬的差异。
如薄板材纵向向试样,断面收缩率更是远远大于横向试样。
验条件和材料本身的特性十分敏感,因此,一个试样的试验结果的可信度太低.但取样数量太多,则定最小取样数量,须根据试验类型、产品和材料性能的用途、试验结果的分散性以及经济因素对具体果往往就比较分散,一般每次取3个试样进行试验。
影响。
因此必须对取样的部位和方向做统一的规定,这样不同的人或不同的试验室对同一产品所做的国国家标准GWT 2975】998(钢及钢产品力学性能试验取样位置及试样制备》对钢和钢产品力学性能试的规定,此外,不少产品标准和协议也都根据产品的特点明确规定了取样部位和方向。
钢材力学性能试验取样
钢材力学性能试验取样——焊接接头的取样国家标准GB/T2649-1989《焊接接头机械性能试验取样方法》对金属材料熔焊和压焊焊接接头拉伸、冲击、弯曲、压扁、硬度等试验的取样做了详细的规定,其主要内容如下。
一、焊接试板的制备所谓焊接试板就是模拟产品或构件的制造技术条件而焊接成的试验板或管接头。
力学试验手的试样样坯一般都是从专门焊接的试板或管接头中切取,也可从结构件上切取。
制备焊接试板时,试板的截取方向应符合相关的产品制造规范或冶金产品标准的规定,试板材料、焊接材料、焊接条件以及焊前热处理规范等等,均应与相关标准或产品的制造规范相同,或符合有关试验条件的规定。
试板尺寸应根据样坯尺寸、数量、切口宽加工余量等综合考虑。
二、样坯的切取(一)切取方法从焊接试板上切取样坯时,尽量采用机械切削的方法,也可用冷剪法、火焰切割法或其他方法切取,但均应考虑其加工余量,在任何情况下都有必须保证受试部分的金属不在切割影响区内。
从试板上切取样坯时,如相关标准或产品制造规范无另外注明时,样坯允许矫直。
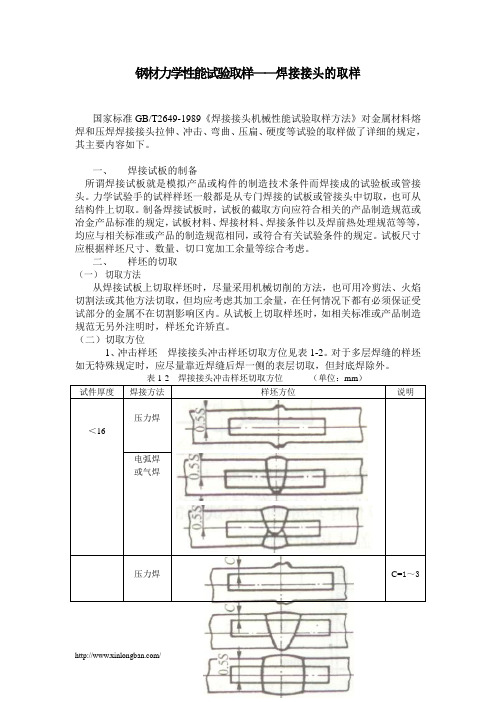
(二)切取方位1、冲击样坯焊接接头冲击样坯切取方位见表1-2。
对于多层焊缝的样坯如无特殊规定时,应尽量靠近焊缝后焊一侧的表层切取,但封底焊除外。
表1-2 焊接接头冲击样坯切取方位(单位:mm)试件厚度焊接方法样坯方位说明压力焊<16电弧焊或气焊压力焊C=1~3>16~40电弧焊C=1~3电渣焊>40~60电弧焊C=1~3电渣焊C>6>60~100电弧焊C=1~3电渣焊C>6H=18~40H>40~60电弧焊C=1~3注;S——试样厚度;C——从试件厚度表面至样坯边缘的距离:H——后焊一侧的焊缝厚度。
2 、拉伸样坯焊接接头拉伸样坯原则上取试板的全厚度,如试板厚度超过30mm时,则按表1-3切取,但样坯应覆盖试板的全厚度。
表1-3 焊接接头拉伸样坯截取方位(单位:mm)>30 所有焊接方法的对接接头注:S——试件厚度:α′——样坯厚度:Ь′——样坯宽度。
力学性能试验取样位置和试样制备

如果钢管尺寸允许,应切取10∽5mm最大厚度的横向试样。切取横向试样的钢管最小外径Dmin按下列公式计算:
如果钢管不能取横向冲击试样,则应切取10∽5mm最大厚度的纵向试样。
8.3.4用全截面圆形钢管可作为如下试验的试样:
a)压扁试验;b)扩口来自验;c)卷边试样;4.1.2抽样产品 sample product
检验,试验时,在试验单元中抽取的部分(如一块板),称为抽样产品。
4.1.3 试料sample
为了制备一个或几个试样,从抽样产品中切取足够重的材料,称为试料。
4.1.4 样坯rough specimen
为了制备试样,经过机械处理或所需热处理后的材料,称为样坯。
制/修订记录
序号
更改原因
更改内容简述
更改日期
版本号
备注
1
新增程序
2016-9-30
A.0
1.0 目的
本文件规定了钢板,钢管,型钢和条钢力学性能试验,取样位置和试样制备要求。
2.0 范围
适用于本公司用于力学性能试验的钢板,钢管,型钢和条钢的试样制备。
3.0规范性应用文件
下列文件对于本文件的作用是必不可少的。凡是注日期的应用文件,仅注日期的版本适用于本文件。凡是不注日期的应用文件,其最新版本(包括所有的修改单)适用于本文件。
4.1.5 试样test piece
经机加工或未经机加工后,具有合格尺寸且满足试样要求的状态的样品,称为试样。
4.1.6 标准状态reference condition
试料,样坯或试样经热处理后以代表最终产品的状态。
4.2 符号
W——产品的宽度;
t——产品的厚度(对型钢为腿部厚度,对钢管为管壁厚度);
力学性能检验通用规程
力学性能检验通用规程1.总则:本规程规定了压力容器所用钢材复检、焊接、试板力学性能检验和式样制备的要求,适用于钢材复验试样、产品焊接试板、焊接工艺评定、试板的制作和试样的制取及检2.引用标准:本规程遵循下列标准,新标准公布实施后即以新标准为准。
GB/T228-2002 《金属材料室温拉伸试验方法》GB/T229 《金属夏比(V型缺口)冲击试验方法》GB232 《金属材料弯曲试验方法》GB/T2975 《钢及钢产品力学性能试验取样位置及试样制备》JB4726~4728 《压力容器用钢锻件》JB4744 《钢制压力容器产品焊接试板的力学性能检验》JB4708 《钢制压力容器焊接工艺评定》3.原材料试样:3.1板材试样:3.1.1样坯取样位置、方向及规格:3.1.1.1钢板应在距边缘为板宽四分之一处切取样坯,见图1。
对于纵轧钢板,当产品标准没有规定取样方向时,应在钢板宽度1/4处切取横向样坯,如图2。
如钢板宽度不足,样坯中心可以内移。
切取的样坯应做好标记移植。
3.1.1.2样坯的尺寸要保证从中切取足够数量的试样。
具体尺寸参照表1。
拉力钢板冲击冲击冲击压制弯曲方向图1 图23.1.2试样和试样制备3.1.2.1切取试样时,必须防止试样金属因受热、加工硬化与扭曲变形而改变其内部组织的机械性能。
用气割法切取试样时,从样坯切割线到制成试样边缘,必须留出足够的加工余量,一般不小于20mm。
3.1.2.2钢板厚度小于或等于25mm时,拉力试样应制成板材试样,并保留原轧制表面,试样形式及尺寸见图3,表2。
钢板厚度大于25mm时,可制成尽可能大的圆形试样,试样中心线尽可能接近板面。
此时应尽量使试样头圆弧表面吻合与钢板表面,即在头部应保留不太显著的氧化皮,见图4,表3,表4。
表2 矩形横截面比例试样2、试样原始横截面积So的测定应在试样标距两端及中间三处测量宽度和厚度,取用三处测得的最小横截面积。
测量每个尺寸应准确到±0.5%。
力学性能试验取样位置和试样制备
力学性能试验取样位置和试样制备编制:审核:批准:生效日期: 2016-10-8受控标识处:分发号:发布日期:2016年9月30日实施日期:2016年10月8日制/修订记录1.0 目的本文件规定了钢板,钢管,型钢和条钢力学性能试验,取样位置和试样制备要求。
2.0 范围适用于本公司用于力学性能试验的钢板,钢管,型钢和条钢的试样制备。
3.0 规范性应用文件下列文件对于本文件的作用是必不可少的。
凡是注日期的应用文件,仅注日期的版本适用于本文件。
凡是不注日期的应用文件,其最新版本(包括所有的修改单)适用于本文件。
3.1 GB/T 15574 钢产品分类3.2 GB 2975 力学性能试验取样位置和试样制备3.3 GB/T 228.1 金属材料拉伸试验第1部分:室温试验方法4.0 定义及符号4.1定义图1 定义示例4.1 .1试验单元 test unit根据产品标准或合同的要求,以在抽样产品上锁进行的实验为依据,一次接收或拒收产品的件数或吨数,称为试验单元。
4.1.2 抽样产品 sample product检验,试验时,在试验单元中抽取的部分(如一块板),称为抽样产品。
4.1.3 试料sample为了制备一个或几个试样,从抽样产品中切取足够重的材料,称为试料。
4.1.4 样坯rough specimen为了制备试样,经过机械处理或所需热处理后的材料,称为样坯。
4.1.5 试样test piece经机加工或未经机加工后,具有合格尺寸且满足试样要求的状态的样品,称为试样。
4.1.6 标准状态reference condition试料,样坯或试样经热处理后以代表最终产品的状态。
4.2 符号W——产品的宽度;t——产品的厚度(对型钢为腿部厚度,对钢管为管壁厚度);d——产品的直径(对多边形条钢为内切圆直径);L——纵向试样(试样纵向轴线与主加工方向平行);T——横向试样(试样纵向轴线与主加工方向垂直)。
5.0 一般要求5.1在产品不同位置取样时,力学性能会有差异。
力学性能试验取样位置和试样制备
力学性能试验取样位置和试样制备编制:审核:批准:生效日期:2016-10-8受控标识处:分发号:发布日期:2016年9月30日实施日期:2016年10月8日制/修订记录1.0 目的本文件规定了钢板,钢管,型钢和条钢力学性能试验,取样位置和试样制备要求。
2.0 范围适用于本公司用于力学性能试验的钢板,钢管,型钢和条钢的试样制备。
3.0 规范性应用文件下列文件对于本文件的作用是必不可少的。
凡是注日期的应用文件,仅注日期的版本适用于本文件。
凡是不注日期的应用文件,其最新版本(包括所有的修改单)适用于本文件。
3.1 GB/T 15574 钢产品分类3.2 GB 2975 力学性能试验取样位置和试样制备3.3 GB/T 228.1 金属材料拉伸试验第1部分:室温试验方法4.0 定义及符号4.1定义力学性能试验取样位置和试样制备图1 定义示例4.1 .1试验单元test unit根据产品标准或合同的要求,以在抽样产品上锁进行的实验为依据,一次接收或拒收产品的件数或吨数,称为试验单元。
4.1.2 抽样产品sample product检验,试验时,在试验单元中抽取的部分(如一块板),称为抽样产品。
4.1.3 试料sample为了制备一个或几个试样,从抽样产品中切取足够重的材料,称为试料。
4.1.4 样坯rough specimen为了制备试样,经过机械处理或所需热处理后的材料,称为样坯。
4.1.5 试样test piece经机加工或未经机加工后,具有合格尺寸且满足试样要求的状态的样品,称为试样。
4.1.6 标准状态reference condition试料,样坯或试样经热处理后以代表最终产品的状态。
4.2 符号W——产品的宽度;t——产品的厚度(对型钢为腿部厚度,对钢管为管壁厚度);d——产品的直径(对多边形条钢为内切圆直径);L——纵向试样(试样纵向轴线与主加工方向平行);T——横向试样(试样纵向轴线与主加工方向垂直)。
原材料复验试样制备通用工艺规程
原材料复验试样制备通用工艺规程编制审核批准XX公司发布原材料复验试样取样通用工艺规程1 主题内容与适应范围1.1 本规程规定了压力容器用钢板、钢带、钢管、圆钢、锻件及其它型钢等原材料复验时试样取样与加工的方法和要求。
1.2 本规程适用于本公司制造的钢制压力容器产品用材料的复验。
其它材料的复验亦可参照执行。
2 总则材料复验试样的制备除符合本规程的规定外,还应遵守国家颁布的有关法令、法规、标准、本公司其它相应规程和图样及专用工艺文件的要求。
3 取样3.1 试样应在外观及尺寸合格的钢材上切取。
切取试样样坯时,应防止因受热、加工硬化及变形而影响其力学性能及工艺性能。
用火焰切割法切取样坯时,从样坯切割线至试样边缘必须留有足够的加工余量,一般不小于钢材的厚度或直径,但最小不得小于20mm。
对厚度或直径大于60mm的钢材,其加工余量可适当减小。
3.2 试样样坯切取位置及方向3.2.1 钢板应在钢板端部垂直于扎制方向切取拉伸、弯曲、冲击试样样坯。
对纵扎钢板,应在距边缘为板宽1/4图3-1 钢板切取样坯的示意图3.2.2 扁钢应从扁钢端部沿扎制方向距边缘为1/3处切取拉伸、弯曲和冲击样坯。
如图3-2所示。
应接近钢管内壁,样坯部位如图3-4所示。
3.2.4.3 钢管的冲击试样样坯应靠近内壁切取,试样缺口应垂直内壁,取样方向符合有关产品或标准的规定。
3.2.4.4 钢管的弯曲、扩口、缩口、压扁和卷边可以在任意部位切取样坯。
3.2.5.1 取样数量热处理单件重量小于或等于3500kg的锻件取一组试样(1个拉伸、3个冲击),热处理单件重量大于3500kg的锻件取两组试样(每组1个拉伸、3个冲击),两组试样位置间隔180°,如锻件长度大于直径的1.5倍时,则应在锻件两端各取一组试样。
3.2.5.2 取样方向锻件(不含条形)宜取切向试样,当不能制取切试样时,则取纵向或径向试样。
条形锻件宜取纵向试样。
3.2.5.3 取样部位筒形锻件和环形锻件的试样应取自锻件的端部,从壁厚的1/2处取样,见图3-5a)和图3-5b)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢结构用普通钢材取样方法
1.力学性能试样样坯切取位置及方向:
A.板材试样:对钢板和宽度大于或等于400MM的扁钢,应在距一边约1/4板宽处切取;B.型材试样:应在距一边约1/3宽度处切取,圆钢应距外表面的1/3半径处切取小直径圆钢可直接加工成试样
C.管材试样:对于外径小于30MM的钢管应取整个管段试样;当外径大于30MM时应剖管取纵向横向试样;对于大口丝管子其璧厚小于8MM时,应取条状试样,当璧厚大于8MM 时,也可加工成圆形比例试样。
D.拉伸、弯曲试样:钢板与宽扁钢试样主轴线与最终轧制方向垂直,型钢试样主轴线与最终轧制方向平行。
E.冲击试样:纵向冲击试样主轴线与最终轧制方向平行,横向冲击试样主轴线应与最终轧制方向垂直。
F.试样截取时,用火焰切割方法,则必须留有足够的加工余量以消除切割影响的区域。
G.试样的校正或机械加工时,不得经受过分的发热或冷变形而影响力学及工艺性能。
2.化学性能试样
试样的切取位置与力学性能取样位置相同。
3.拉伸试样长度、宽度和厚度
(1)长度
A. 圆形横截面试样=200~300MM+D/2
B.矩形横截面试样=200~300MM+
D——圆形横截面试样平行长度的直径或圆棒直径(MM);
S0——原始横截面面积(MM2)
(2)宽度为厚度(直径)的1-8倍
(3)厚度为受检试件实际厚度
A.30MM时应剖管取纵向横向试样;对于大口丝管子其璧厚小于8MM时,应取条状试样,当璧厚大于8MM时,也可加工成圆形比例试样。
B.拉伸、弯曲试样:钢板与宽扁钢试样主轴线与最终轧制方向垂直,型钢试样主轴线与最终轧制方向平行。
C.冲击试样:纵向冲击试样主轴线与最终轧制方向平行,横向冲击试样主轴线应与最终轧制方向垂直。
D.试样截取时,用火焰切割方法,则必须留有足够的加工余量以消除切割影响的区域。
E.试样的校正或机械加工时,不得经受过分的发热或冷变形而影响力学及工艺性能。