焊接熔池结晶的一般规律
焊缝金属的结晶

焊缝金属的结晶所有金属和合金在固态时一般都是晶体。
固态物质按其原子(或分子)的聚集状态可分为晶体和非晶体两大类。
在晶体中,其原子(或分子)按一定几何规律作有规则的排列,而非晶体不具备这一特点。
通常把液态金属或合金冷却至熔点以下时转变为固态晶体的凝固过程称为结晶。
一般的金属和合金都是多晶体,金属表面经过磨光、抛光,并用硝酸酒精溶液腐蚀,然后在金相显微镜下观察,就可以发现它是由许多外形不规则的小晶体构成的,这些小晶体称为晶粒。
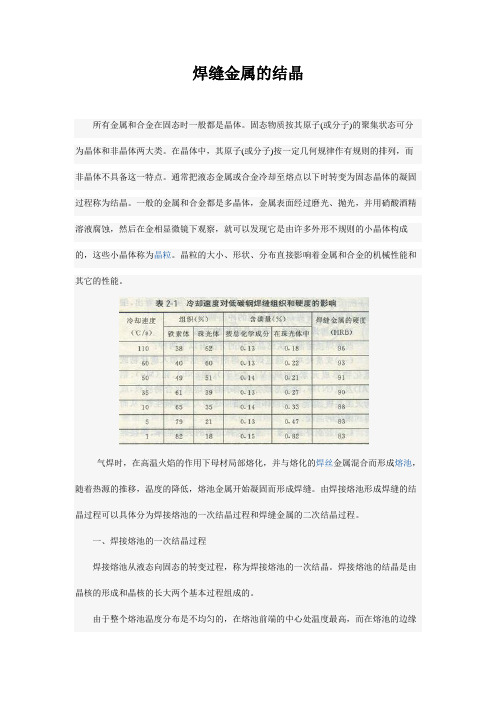
晶粒的大小、形状、分布直接影响着金属和合金的机械性能和其它的性能。
气焊时,在高温火焰的作用下母材局部熔化,并与熔化的焊丝金属混合而形成熔池,随着热源的推移,温度的降低,熔池金属开始凝固而形成焊缝。
由焊接熔池形成焊缝的结晶过程可以具体分为焊接熔池的一次结晶过程和焊缝金属的二次结晶过程。
一、焊接熔池的一次结晶过程焊接熔池从液态向固态的转变过程,称为焊接熔池的一次结晶。
焊接熔池的结晶是由晶核的形成和晶核的长大两个基本过程组成的。
由于整个熔池温度分布是不均匀的,在熔池前端的中心处温度最高,而在熔池的边缘处因散热条件好,温度最低,并有母材局部熔化的晶粒,构成了熔池的液体金属结晶的晶核,所以焊接熔池的一次结晶是从熔池边界处的熔合线处开始的。
母材与熔池金属之间发生的这种“晶内交互结晶”的过程称为联生结晶,是熔化焊缝金属凝固的重要特征。
晶粒长大通常情况下是沿着与散热方向相反的方向以柱状形态向焊接熔池中心生长的,即由熔池边缘指向熔池中心温度最高处,直至这种柱状晶粒长大、相互接触,液体金属全部凝固时,结晶过程才结束。
但在气焊时,因加热时间长,热影响区宽,冷却速度慢,散热方向不明显,则往往会形成等轴晶粒。
二、焊缝的偏析与夹杂在焊接熔池的一次结晶过程中,由于冷却速度很快,焊缝金属中的合金元素来不及扩散一致,因此焊缝中化学成分的分布是不均匀的,这种现象称为偏析。
此外,一些金属夹杂物,来不及浮出而残存在焊缝的内部,称为夹杂。
焊接知识题库-焊接应知应会

焊接知识试题库-焊接应知应会类简况:本题库共计430道题:填空题200题;选择题105题;判断题100题;简答25题。
生产事业部制造技术部2017年12月一、填空题(200道)1.按照常见的焊接分类方法,焊接可分为熔化焊、压力焊、钎焊三类。
(易)2.焊接接头包括焊缝区、熔合区、热影响区三部分。
(易)3.焊接残余变形的矫正法有机械矫正法和_火焰_加热矫正法两大类。
(易)4.焊件组对时根部间隙过大容易烧穿。
(易)5.焊条与焊件表面倾角过大、药皮与铁水混淆不清或铁水下淌易造成夹渣、焊瘤等缺陷。
(易)6.焊缝余高太高,易在焊趾处产生应力集中,所以余高不能太高,但也不能低于母材金属。
(易)7.错边部位将引起应力集中,并使有效板厚减薄,从而降低结构强度或承载能力。
(易)8.埋弧焊时,如果焊丝未对准焊道根部,焊缝容易产生未焊透。
(易)9.氮对焊缝质量的影响,形成气孔、促使焊缝金属时效硬化、降低焊缝金属塑性、韧性。
(易)10.焊接结构中的裂纹是产生脆性断裂的最直接的重要原因。
(易)11.焊缝中的偏析、夹渣、气孔等是在焊接熔池一次结晶过程中产生的。
(中)12.焊前对施焊部位进行除污、除锈等是为了防止产生夹渣、气孔等焊接缺陷。
(易)13.焊瘤的产生原因是焊接电流大;操作不当。
(易)14.熔池中的低熔点共晶是形成热裂纹的主要原因之一。
(中)15.铬镍奥氏体不锈钢焊接时,主要是产生晶间腐蚀及热裂纹。
(中)16.属于形状缺陷的有焊缝宽窄不齐;焊缝成形不良(合理即可有分)。
(易)17.在焊接过程中,焊接电流过小时,会产生未焊透、气孔及夹渣等。
(易)18.在焊接过程中,焊接电流过大时,容易造成气孔、咬边及焊瘤等。
(易)19.在多层焊或多层多道焊时,若在层间焊接清理不干净或运条不当时,则焊缝容易产生夹渣。
(易)20.焊接时,氢能引起焊缝产生气孔、冷裂纹等缺陷。
(易)21.焊接过程中收弧不当,短而急促,会产生气孔及弧坑。
(易)22.咬边的产生原因是焊接电流大;焊条或焊丝角度不适当。
焊缝金属的结晶
焊缝金属的结晶所有金属和合金在固态时一般都是晶体。
固态物质按其原子(或分子)的聚集状态可分为晶体和非晶体两大类。
在晶体中,其原子(或分子)按一定几何规律作有规则的排列,而非晶体不具备这一特点。
通常把液态金属或合金冷却至熔点以下时转变为固态晶体的凝固过程称为结晶。
一般的金属和合金都是多晶体,金属表面经过磨光、抛光,并用硝酸酒精溶液腐蚀,然后在金相显微镜下观察,就可以发现它是由许多外形不规则的小晶体构成的,这些小晶体称为晶粒。
晶粒的大小、形状、分布直接影响着金属和合金的机械性能和其它的性能。
气焊时,在高温火焰的作用下母材局部熔化,并与熔化的焊丝金属混合而形成熔池,随着热源的推移,温度的降低,熔池金属开始凝固而形成焊缝。
由焊接熔池形成焊缝的结晶过程可以具体分为焊接熔池的一次结晶过程和焊缝金属的二次结晶过程。
一、焊接熔池的一次结晶过程焊接熔池从液态向固态的转变过程,称为焊接熔池的一次结晶。
焊接熔池的结晶是由晶核的形成和晶核的长大两个基本过程组成的。
由于整个熔池温度分布是不均匀的,在熔池前端的中心处温度最高,而在熔池的边缘处因散热条件好,温度最低,并有母材局部熔化的晶粒,构成了熔池的液体金属结晶的晶核,所以焊接熔池的一次结晶是从熔池边界处的熔合线处开始的。
母材与熔池金属之间发生的这种“晶内交互结晶”的过程称为联生结晶,是熔化焊缝金属凝固的重要特征。
晶粒长大通常情况下是沿着与散热方向相反的方向以柱状形态向焊接熔池中心生长的,即由熔池边缘指向熔池中心温度最高处,直至这种柱状晶粒长大、相互接触,液体金属全部凝固时,结晶过程才结束。
但在气焊时,因加热时间长,热影响区宽,冷却速度慢,散热方向不明显,则往往会形成等轴晶粒。
二、焊缝的偏析与夹杂在焊接熔池的一次结晶过程中,由于冷却速度很快,焊缝金属中的合金元素来不及扩散一致,因此焊缝中化学成分的分布是不均匀的,这种现象称为偏析。
此外,一些金属夹杂物,来不及浮出而残存在焊缝的内部,称为夹杂。
焊接熔池凝固

d2ARTG s 3 式 中 ,Ts为 非 平 衡 凝 固 的 温 度 区 间 ,GR相 当 于 冷 却 速 度 (oC/s) A为 比 例 常 数 ,与 合 金 性 质 (K0,CL,DL等 )有 关
冷却速度越快(即温度梯度G和结晶速度R越大),树枝晶
越细。
a
16
温度梯度G 和结 晶速度R 决定结 晶组织; G/R决定结晶组 织的形态; G×R决定结晶组 织的大小;
a
8
2.2 晶核长大
与焊接熔池边界垂直的方向, 温度梯度G最大,散热最快。
每一种晶体结构都存在一个 最优结晶取向(树枝晶或胞 状晶最易生长的方向);
对于fcc和bcc点阵的金属 (Fe, Ni, Cu, Al),最优 结晶取向为<100>。
在凝固过程中,最优结晶取 向与与散热最快的方向一致 时,晶粒生长最快而优先长 大——择优长大;
3.1 显微偏析
显微偏析是指在晶粒范围 内的化学成分不均匀现象。
不同的元素其偏析程度不 同。S、P、C都极易偏析 的元素。
焊缝中柱状晶体的选择长大
a
9
2.3 结晶线速度
设液相等温线上任一点A的 晶粒主轴,沿等温线法线方向 (S-S)生长,此方向与X轴的 夹角为。
设结晶速度为R,焊接速度 为V,经过dt时间后,焊接熔池 移动dx,A点便移至B点,A点晶 粒长大至C点。
当dx很小时, ds=dx cos ds/dt =dx/dt × cos 即 R= v cos
a
11
2.4 焊接速度对晶 粒生长形态的影响
焊接速度大, ↑,柱状 晶趋向垂直于焊缝中心线。
焊速太快,最后结晶的低 熔点夹杂物被推到焊缝中 心,导致纵向裂纹。
熔池结晶ppt第三章熔池结晶和焊缝组织

4.上浮
①气泡成长到一定大小脱离现成表面的能力主要决定于液 态金属、气相和现成表面之间的表面张力(如图), 即:
熔池结晶ppt第三章熔池结晶和焊缝 组织
②当 θ< 90°时,有利于气泡的逸出,而 θ> 90°时,由于形成细颈需要时间,当结晶速度 较大的情况下,气泡来不及逸出而形成气孔 (如图3-61) 因此:减小σ 2. g和σ 1. 2,以及增大σ 1. g都可以 有利 于气泡快速逸出。因为可以减小θ值
(三)影响因素及防治措施
1.冶金方面
①熔渣的氧化性 氧化性 CO气孔 还原性 H2气孔 一般焊缝中用[C]×[O]乘积表示CO气孔倾向, 在酸性焊条中,有时乘积大,但未见气孔,因为 [O]活度小;而碱性渣乘积小,[O]活度大,易出 现气孔
②药皮成分 CaF2、SiO2、氧化物及碳酸盐都可脱H
③铁锈、油污 特别铁锈对CO(Fe2O3氧化性)、H2(H2O)气孔都 比较敏感
熔池结晶ppt第三章熔池结晶和焊缝 组织
③熔池中的现成表面 悬浮质点 熔合线上半熔化的晶粒联生结晶(交互 结晶)——结晶的主要方式
2.晶核生长
①晶粒由晶胞组成,同一晶粒内部,晶胞取向 一致,位向有序
②晶粒生长有方向性,某一方向的生长速度最 大,当最大的生长速度方向与最大温度梯度方 向(最快散热方向)一致时,可优先长成,不 一致时会中止生长
③针状F(500℃附近):大都非自发形核,在奥实体
内形成
④细晶F:奥氏体晶内形成,有细晶元素(Ti、B)出 现时,晶界有Fe3C出现,接近上贝氏体
熔池结晶ppt第三章熔池结晶和焊缝 组织
3.珠光体(P)转变
①一般情况不出现P,只有在缓冷时,才会出现片状或粒 状的珠光体 ②原因:焊接过程是一个不平衡过程,冷却速度快,C扩 散受到抑制,很难出现F/Fe3C片状结构
焊接熔池的结晶特殊性
焊接熔池的结晶特殊性
1.熔池体积小,冷却速度大
手工电弧焊V=2-10cm3Vmax=30 cm3
重量最大为≤100g
铸锭:几吨~几十吨
υ焊泠=4~100℃/s
υ铸= (3~150)×10-4 C/S
焊接冷却速度比铸件冷却速度大10000倍左右,由于体积小,冷却速度快,对含碳量高的合金钢易产生淬硬组织,裂纹,熔池中心与边缘有较大的温度梯度,焊缝中柱状晶长大,焊缝中没有等轴晶。
2、过热度大
熔池温度
100
1770±
=
t℃
溶滴2300±200℃
铸件浇铸温度<1500℃
过热度大,烧损合金元素,如自发晶核的质点减少,柱状晶长大。
3.熔池在运动中结晶
熔池前部金属熔化,后部金属结晶。
在﹝焊接过程理论﹞鲍戈金-阿历克谢夫著中有这样论述焊接熔池所特有的金属结晶过程,与铸锭的金属结晶过程不同之处有下述各点。
1. 焊接熔池即受焊接火焰的加热作用,同时又受到
固体金属的冷却作用;
2. 焊接熔池的液体金属为加热到不同温度的固体金属所
包围。
焊接熔池侧壁的焊件金属加热的程度比熔池后壁焊缝金属的加热程度小。
3. 焊缝金属的平均结晶速度等于熔池的移动速度,也就
是等于焊接速度。
焊接熔池凝固范本.ppt
0.0
(3)优化焊接工艺参数 对于不锈钢这类不发生相变重结晶的钢焊接时,
在保持一定的电弧热功率的条件下,增大焊接速度v, 即降低了焊接的线能量,可以便晶粒变细。若线能 量不变,提高焊接速度v,也可以促使晶粒细化。因 为焊接速度的提高,可使熔池在高温下停留时间缩 短,熔池温度较低,焊缝冷却速度也提高了。对于 低合金高强钢这类发生相变重结晶的钢,应尽量采 用较小的线能量,减小熔池尺寸和过热度,同时加 强焊缝的冷却,便可避免出现粗大的柱状晶组织。 但冷却速度也不宜过高,过高会引起焊缝和热影响 区产生淬火组织,在冷却过程中导致裂纹的发生。
焊缝中柱状晶体的选择长大
0.0
2.3 结晶线速度
设液相等温线上任一点A的 晶粒主轴,沿等温线法线方向 (S-S)生长,此方向与X轴的 夹角为。
设结晶速度为R,焊接速度 为V,经过dt时间后,焊接熔池 移动dx,A点便移至B点,A点晶 粒长大至C点。
当dx很小时, ds=dx cos ds/dt =dx/dt × cos 即 R= v cos
大 G×R 小
温度梯度G和结晶速度R对结晶组织形态和大小的影响
0.0
17
3.焊缝中的化学不均匀性
合金在凝固过程中发生的化学成分不均匀的现象称为 偏析。
偏析主要是由于合金在凝固过程中溶质再分配和扩散 不充分引起的。
焊缝中的偏析主要有:
显微偏析 区域偏析 层状偏析 偏析会影响焊缝的性能。
R
DL K0
➢ 影响成分过冷度主要因素有:
➢ 工艺因素:R、G ➢ 合金性质C0、mL、K0、DL
➢ C0、R、G三个主要因素的影响 见右图。
0.0
G/ R
焊接熔池结晶线速度

焊接熔池结晶线速度
任意晶粒主轴在任一点A 成长的平均线速度方向是A 的切线(S -S 线)此方向与X 轴交角为θ,在dt 时间内A →B 移动dx 距离,晶粒主轴由A 成长到C ,若dx 很小,则可把AC=AC`?同时认为ΔABC`为直角,见图3-8,令AC`=ds ,则θcon dx ds *=同除dt 则 θθv c o n v c o n
c dt dx dt ds ==
厚大焊件的表面上快速冷却时:
(){}2122222211---++=K K K K T a q Y Y M A con λυ
θ
α:热扩散率 (cm 2/s )
v c : 晶粒成长的平均速度
v : 焊速
θ : v 0和v c 的夹角 薄板上自动焊接()2122121cos --⎭⎬⎫⎩
⎨⎧⎪⎭⎫ ⎝⎛+=y y k k Tm h q A λθ
1. 晶粒成长的平均线速度是变化的
y=0B 时Ky=1 熔合线处 θ=90°
K y =1 0c o s =θ v 0=0
晶粒在区上刚成长瞬时,成长方向垂直于熔合区,平均线速度为0.
θ=0º1
θV c=V焊道中心处,焊速即是晶粒平均线cos=
速度。
θ=0º~90ºV c=V~0
即,晶粒成长方向和线速度是变化的,在熔合线处最小,在焊道中心处最大,为焊速。
2.焊接规范的影响
当焊速大时,则θ越大,晶粒主轴的成长方向垂直于焊缝中心线,称为定向晶。
当焊速小时,晶粒主轴的成长方向弯曲,形成偏向晶。
↑。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接熔池结晶的一般规律
焊接时,熔池金属的结晶与一般炼钢时钢锭的结晶一样,也是在过冷的液体金属中,首先形成晶核和晶核长大的结晶过程。
生核热力学条件是过冷度而造成的自由能降低;生核的动力学条件是自由能降低的程度。
从金属学的结晶理论可知:金属的结晶过程必须是液态金属的温度降低到“理论结晶温度”以下才能进行。
液态金属缓慢冷却时,当温度降到某一点便开始结晶,直到全部结晶成固态金属为止。
在缓慢冷却条件下,结晶时由于放出“结晶潜热”,补偿了热的损失,所以在冷却曲线上便出现了一个水平台,平台对应的温度即为纯金属的“理论结晶温度”T。
在实际生产中,总是具有一定的冷却速度,有时甚至很大,在这种情况下,纯金属的结晶过程在一定的温度过冷下才能进行。
T1低于T0过冷度,冷却速度越大,则所测得的实际结晶温度越低,过冷度越大。
从图中还可以看出,液态金属座结晶开始到结晶完了是需要一定时间,这就体金属中产生一批晶核,然后这些晶核就吸附周围液体中的原子面成长,同时,还会有新的晶核不断从液体金属中产生,长大,直到全部液体都转变为固体,最后形成由许多外形不规则的晶粒所组成的多晶体。
结晶过程就是由晶核的产生和成长两个基本过程所组成。
1、 生核
熔池中晶核的生成分为:非自发晶核、自发晶核。
形成两种晶核都需要能量
1) 自发晶核
自发临界晶核所需的能量
23316Fr Er ∆=
πσб:新相与液相间的表面张力系数。
ΔFr :单位体积内液固两相自由能之
差。
2) 非自发形核
()
4cos cos 32316`323
θθπσ+-∆=r F k E ? θ:非自发晶核的浸润角
见图3-3
θ=0℃ E K `=0
液相中早有悬浮的质点或现成表面。
它们本身就是晶核。
当θ=180°,E K `= E K 自发晶核θ=0 ~180°时,E K `/ E K =0~1说明非自发形核所需能量小于自发晶核。
θ角的大小决定新相晶核与现成表面之间的表面张力。
若新核与液相中厚有现成表面固体粒子的晶体结构越相似表面张力越小,θ越小,E K `越小。
焊接时存在两种非自发晶核质点,一种是合金元素,另一种是现成表面,焊接熔池边界,正是固液相的相界石,熔池边界半熔化的母材晶粒表面为新相晶核的“基底”。
2.成长
原子由液相不断地向固相转移,晶核的成长是通过二维成核方式长大,但并不是齐步前进,长大趋势不同,有的一直向焊缝中部发展;有的只长大很短距离就被抑制停止长大。
晶粒长大要具有一定结晶位向,在焊缝边界,作为晶核基底的母材晶粒是各向异性的,即结晶位向不同,因此在某一个方向上晶粒最易长大;晶核的成长是一个原子厚度从液相中吸收原子集团来进行的并连续不断地吸附在晶体表面的小台阶处而迅速长大。
Fe、Cr、Cu、Ni点阵,立方结晶有利位向(1、0、0)散热最快方向,垂直等温面、等温线的结晶位向与散热最快的方向一致,晶粒最易长大,与熔池结晶等温面相垂直的方向,也就是最大温度梯度的方向。
焊接时非自发晶核依附在半熔化母材晶粒表面上,以柱状晶的形态不断成长,形成联生结晶。
所谓联生结晶是指依附在半熔化的母材表面,成长成与母材具有共同晶粒的现象,也称交互结晶。
可见金相照片。