贴片元件焊接技巧图文 免费下载
贴片焊接技术课件ppt.ppt

3904=3.9MΩ
4304=4.3MΩ
4704=4.7MΩ
5104=5.1MΩ
5604=5.6MΩ
6204=6.2MΩ
6804=6.8MΩ
7504=7.5MΩ
8204=8.2MΩ
9104=9.1MΩ
1005=10MΩ
贴片排阻(8P4R):
贴片排阻的字符参数与贴片电阻读数类似,该贴片排阻由内部4个独立的电阻构成
1803=180KΩ
2003=200KΩ
2203=220KΩ
2403=240KΩ
2703=270KΩ
3003=300KΩ
3303=330KΩ
3603=360KΩ
3903=390KΩ
4303=430KΩ
4703=470KΩ
5103=510KΩ
5603=560KΩ
6303=630KΩ
6803=680KΩ
0.55±0.10
0.60±0.20
0.60±0.20
2512
6432
6.40±0.20
3.20±0.20
0.55±0.10
0.60±0.20
0.60±0.20
微型贴片电阻上的代码一般标为3位数或4位数的,3位数精度为5%,4位数的精度为1%。
电阻阻值换算关系:
Ω= Ω k = kΩ = 1,000 Ω M = MΩ = 1,000,000 Ω
0R47=0.47Ω
0R68=0.68Ω
0R82=0.82Ω
1R00=1Ω
1R20=1.2Ω
2R20=2.2Ω
3R30=3.3Ω
6R80=6.8Ω
8R20=8.2Ω
10R0=10Ω
(整理)贴片元件的焊接方法
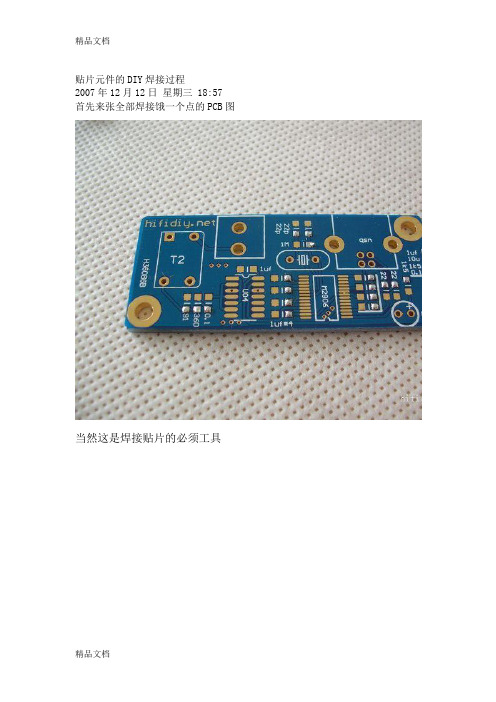
贴片元件的DIY焊接过程
2007年12月12日星期三 18:57 首先来张全部焊接饿一个点的PCB图
当然这是焊接贴片的必须工具
这个是准备焊接的DD(晕倒,稍不小心会不见)
夹一个的姿势
先用烙铁加热焊点
然后夹个贴片马上过去
等贴片固定后焊接另外一边!
晕倒,最恐怖的IC到啦!这个DD比8414还小,太密集啦!焊接这个DD有很大的难度!仔细琢磨后觉得只能采用SJW38版主的方案!先在PCB上固定贴片IC的一个脚
然后大规模全部堆满脚!成了这个样子
然后找跟细铜丝和松香
象拉丝苹果
放到IC脚上!
看下面的图片恐怖吧!用铜丝吸锡后是这个效果!-------好难看!
接着来!
下面这2个DD可以必须的物品(我还差个注射器)---使用酒精的基本原因是.酒精能溶解松香
把酒精倒到一个小盖中(如果你找不到盖就自扁,顺便推荐一下就是龟苓膏的盖子好象不错!)
把焊接好的DD放进去,然后用棉签清洗!
你会发现松香很块就会融化而不见!
做点结尾工作
把IC拿起来后酒精会自动挥发!(在此特别提醒,因为我没有使用医用注射器,使用注射器效果会更好,因为使用注射器清洗不会有残留松香)
完成的样子
转自HIFIDIY。
贴片元器件的焊接步骤

贴片元器件的焊接步骤
首先呢,你得把要用的东西都准备好,像电烙铁、焊锡丝、镊子,还有那些贴片元器件啥的。
这一步看起来简单得很,但可别小瞧它,要是少了啥东西,后面焊接的时候就会手忙脚乱的。
我就有过这样的经历,当时急着焊接,结果发现没镊子,那叫一个尴尬呀!所以,这一步一定要仔细检查。
然后呢,你要把电路板处理一下,让它干干净净的。
我一般会用酒精棉球轻轻擦一擦,把上面的灰尘、油污啥的都弄掉。
这一步很重要哦!要是电路板不干净,可能会影响焊接的效果呢。
接下来就是焊接啦。
把电烙铁插上电,等它热起来。
这个时候你可以先试着在废电路板上点一点焊锡,看看烙铁的温度合不合适。
我通常会在这个环节多花点时间,确保烙铁的温度刚刚好。
合适的温度能让焊接更顺利,你说是不?
现在就可以开始正式焊接贴片元器件了。
用镊子把元器件轻轻放到电路板对应的位置上,这时候一定要小心,千万别手抖,元器件放歪了可不好。
放好之后呢,用电烙铁沾上一点焊锡,然后轻轻点在元器件的引脚上。
这一步要快一点哦,不然焊锡太多就不好看啦,而且可能会造成短路。
不过,要是你不小心焊锡多了,也别慌,可以用吸锡线把多余的吸掉。
焊接完一个引脚后,再焊接其他的引脚。
这一点真的很重要,我通常会再检查一次,真的,确认每个引脚都焊接好了才放心。
有时候我也会不小心漏掉某个引脚,哈这可不行啊。
贴片焊接技术 PPT
a (mm)
0.10±0.05 0.20±0.10 0.30±0.20 0.40±0.20 0.50±0.20 0.50±0.20 0.50±0.20 0.60±0.20 0.60±0.20
b (mm)
0.15±0.05 0.25±0.10 0.30±0.20 0.40±0.20 0.50±0.20 0.50±0.20 0.50±0.20 0.60±0.20 0.60±0.20
0000=00Ω 0R68=0.68Ω 2R20=2.2Ω 10R0=10Ω 15R0=15Ω 24R0=24Ω 36R0=36Ω 51R0=51Ω 75R0=75Ω 1100=110Ω 1600=160Ω 2400=240Ω 3600=360Ω 5100=510Ω 7500=750Ω 1101=1.1KΩ 5601=5.6KΩ 8201=8.2KΩ
120=12Ω
150=15Ω
180=18Ω
220=22Ω
270=27Ω
330=33Ω
390=39Ω
470=47Ω
560=56Ω
680=68Ω
820=82Ω
101=100Ω
121=120Ω
151=150Ω
181=180Ω
221=220Ω
271=270Ω
331=330Ω
391=390Ω
471=470Ω
561=560Ω
宽(W) (mm)
0.30±0.05 0.50±0.10 0.80±0.15 1.25±0.15 1.60±0.15 2.50±0.20 3.20±0.20 2.50±0.20 3.20±0.20
高(t) (mm)
0.23±0.05 0.30±0.10 0.40±0.10 0.50±0.10 0.55±0.10 0.55±0.10 0.55±0.10 0.55±0.10 0.55±0.10
贴片元件焊接方法

贴片元件焊接方法一、焊接数字电路小板的方法和要点所谓之,磨刀不误砍柴功,行家一出手就知有没有。
对于一个合格的维修工来说,不仅要有过硬的技术,还要有一手漂亮的焊锡技术,特别在数字电路小板的维修中,如果焊接技术不过关的话,不但修不好小板,更有可能造成小板的报废,下面我向大家简要介绍焊接数字电路小板的方法和应注意的几个问题。
我们焊接数字电路小板的原理就是利用液体独有的一种特征:“表面张力”,那就是在液体的表面会形成一种张力,将液体的表面向四周伸展。
添加松香的目的,一是助焊,其二就是增加焊锡的表面张力。
焊接小板时,我们一定要保证IC的脚上有足够的松香。
有些师傅在维修时,往往喜欢在IC的脚上来回不停的焊,结果造成IC的脚不但没能焊好,还造成联焊、还将底板的铜皮给烧化掉,从而造成整个小板的报废,有些师傅在问,如果只加松香不加锡能拖开焊锡吗?刚刚讲到,松香不仅是助焊剂,又同时具有增加表面张力的作用,所以说,我们应掌握好这一规律,只加锡而不加松香,焊锡的流动性不大,表面张力不够大,拉不开焊锡的表面,所以也无法焊好元件,更不谈焊接漂亮了,只加松香,少加焊锡,有可能能够将IC脚上的焊锡拖开,但比较困难,没有焊锡只有松香,松香很快就烧焦、碳化,在IC的脚上结成一种碳渣,因此也很难焊好,只有加上足够的焊锡和适量的松香,可以起到受热均匀,保护到IC不被烫坏,起到保护的作用,同时,足够的焊锡还可以防止假焊的产生。
二、数字电路小板焊接的直接和间接方法1、直接方法是我们常用的一种方法,根据使用的工具,我们也要采取不同的方法。
我们常用的恒温烙铁,烙铁头有扁嘴、斜口、尖头等几种,尖嘴是用来焊小面细密的零件,在焊接IC时,一般都用不上;扁嘴烙铁头焊接的基本方法:烙铁嘴与IC脚平行,烙铁手柄朝下倾斜,小板要求竖立,并让小板上端朝自己一方倾斜一定的夹角,这样做的目的,主要是为了防止焊止焊锡掉落时,掉到其下面的元件上面,如果小板保持直立,而不让上方朝自己一边倾斜的话,焊锡随着流下来,很有可能流到下边元器件上边,造成其它的元件短路,另外,小板保持一定的倾斜角度之外,还要让IC的边保持一种斜坡状态,这样,焊锡可以顺着IC的脚从高处流向低处,这样我们就可以轻松的把IC焊好了。
《贴片元器件焊接》课件

性的电子制造技术。
5G应用对贴片元器件的
影响
5G的应用带来更多电子技术发
展新机遇和挑战,对贴片元器
件技术水平和制造程度提出更
高要求。
实际案例分析
本案例是某大型电视生产企业将产能提高到每天100,000台电视,参考了贴片元器件多方面的细节。
1
策划时期
2
分析时期
3
实施时期
确定焊接细节、设备使
焊接过程中对设备、工
焊接不牢固
焊膏和PCB存放时间过长或
重新选择焊膏、降低温度和
过热
加湿。
焊接温度、时间和压力设置
根据焊接情况逐步调整上述
不当
参数。
贴片元器件的保护措施介绍
防静电袋
ESD防静电垫
湿度指示卡
储存元器件。防止静电和外部
操作时使用,将自带电离入地
检查储存元器件和焊板环境的
环境影响。
以避免静电放电损坏元器件。
应用:
广泛应用于电子产品的制造,如手机、电视、计算机等。
贴片元器件的类型介绍
1
贴片二极管
是一种常见且经济的元器件,由正负
贴片电感
2
极和电阻组成。
是一种用于高频电路的带状电感,具
有高品质因数和低直流电阻。
3
贴片电容
由两个电极板夹着介质板制成,用于
贴片电阻
一种线性元件,能阻止电流流过,被
广泛应用于电路调节。
贴片元器件焊接:大规模
的电子制造工艺
贴片元器件焊接是现代电子制造过程的关键技术。本课程介绍各种类型的贴
片元器件、焊接技术原理和工具设备。精选实例分析和操作技巧,帮助您成
为贴片元器件焊接的专家。
什么是贴片元器件焊接
贴片元件焊接方法
贴片元件焊接方法1、在焊接之前先在焊盘上涂上助焊剂,用烙铁处理一遍,以免焊盘镀锡不良或被氧化,造成不好焊,芯片则一般不需处理。
2、用镊子小心地将QFP芯片放到PCB板上,注意不要损坏引脚。
使其与焊盘对齐,要保证芯片的放置方向正确。
把烙铁的温度调到300多摄氏度,将烙铁头尖沾上少量的焊锡,用工具向下按住已对准位置的芯片,在两个对角位置的引脚上加少量的焊锡,仍然向下按住芯片,焊接两个对角位置上的引脚,使芯片固定而不能移动。
在焊完对角后重新检查芯片的位置是否对准。
如有必要可进行调整或拆除并重新在PCB板上对准位置。
3、开始焊接所有的引脚时,应在烙铁尖上加上焊锡,将所有的引脚涂上焊锡使引脚保持湿润。
用烙铁尖接触芯片每个引脚的末端,直到看见焊锡流入引脚。
在焊接时要保持烙铁尖与被焊引脚并行,防止因焊锡过量发生搭接。
4、焊完所有的引脚后,用助焊剂浸湿所有引脚以便清洗焊锡。
在需要的地方吸掉多余的焊锡,以消除任何可能的短路和搭接。
最后用镊子检查是否有虚焊,检查完成后,从电路板上清除助焊剂,将硬毛刷浸上酒精沿引脚方向仔细擦拭,直到焊剂消失为止。
5、贴片阻容元件则相对容易焊一些,可以先在一个焊点上点上锡,然后放上元件的一头,用镊子夹住元件,焊上一头之后,再看看是否放正了;如果已放正,就再焊上另外一头。
如果管脚很细在第2步时可以先对芯片管脚加锡,然后用镊子夹好芯,在桌边轻磕,墩除多余焊锡,第3步电烙铁不用上锡,用烙铁直接焊接。
当我们完成一块电路板的焊接工作后,就要对电路板上的焊点质量的检查,修理,补焊。
符合下面标准的焊点我们认为是合格的焊点:(1)焊点成内弧形(圆锥形)。
(2)焊点整体要圆满、光滑、无针孔、无松香渍。
(3)如果有引线,引脚,它们的露出引脚长度要在1-1.2MM之间。
(4)零件脚外形可见锡的流散性好。
(5)焊锡将整个上锡位置及零件脚包围。
不符合上面标准的焊点我们认为是不合格的焊点,需要进行二次修理。
(1)虚焊:看似焊住其实没有焊住,主要原因是焊盘和引脚脏,助焊剂不足或加热时间不够。
贴片元件焊接技巧
贴片元件的焊接技巧(图解)
进行贴片焊接有效的方式是拖焊。
如果熟悉了拖焊,你基本可以使用一把烙铁+松香完成所有贴片的焊接。
在焊接前我们特别提到工具:
最好使用斜口的扁头烙铁,考虑到以后实际焊接有防静电的要求,建议使用焊台!
言归正传:
1.首先把IC平放在焊盘上
2.对准后用手压住
3.然后使用融化的焊丝,随意焊接IC的数个脚来固定IC
4.四面全部用融化的焊丝固定好
5.固定好后在IC脚的头部均匀的上焊丝
6.四周全部上焊丝
7.接下来就是拖焊的重点来啦!把PCB斜放45度,可以想象一下IC脚上的焊丝在融化的情况下可以顺势往下流动
8.把烙铁头放入松香中,甩掉烙铁头部多余的焊锡
9.把粘有松香的烙铁头迅速放到斜着的PCB头部的焊锡部分
10.接下来的动作将是整个拖焊的核心:使烙铁按照以下方式运动
11.重复以上的动作后达到以下的效果
12.四面使用同样的方法
14.粘上焊锡
16.拖焊
17.SSOP的操作
18.焊接完成后的效果
19. 表面很多松香
20. 用酒精清洗
11
21.最终的效果
12。
贴片电子元器件焊接技巧
贴片电子元器件焊接技巧1.焊接设备的选择:选择适合焊接贴片电子元件的设备,通常有手动焊接烙铁、热风枪和回流焊机。
手动焊接烙铁适用于小批量和维修焊接,热风枪适用于中小批量生产,回流焊机适用于大批量生产。
2.温度的控制:贴片电子元器件焊接的温度很关键,过高的温度会导致焊点熔化不均匀或焊点损坏,而过低的温度则会导致焊点不牢固。
建议根据焊接材料和元器件封装类型选择合适的焊接温度。
3.焊接时间的掌握:焊接时间的掌握也非常重要。
如果焊接时间太长,会导致焊点过热,元器件烧坏;而焊接时间太短,焊点未熔化,连接不牢固。
所以要根据焊接材料和元器件封装类型合理控制焊接时间。
4.焊锡的选择:选择合适的焊锡是焊接质量的关键。
一般来说,选择符合贴片元器件封装规范的无铅焊锡。
焊锡应具有良好的润湿性,能够迅速覆盖焊垫和焊点,并且要容易熔化。
5.焊接前的准备工作:在焊接前,要保证焊接工作区域清洁整齐,没有灰尘和杂物。
可以使用酒精或电子专用清洁剂擦拭焊接区域和元器件封装,确保焊接质量。
6.焊接技巧:焊接时,要保持手稳定,焊接头和焊点尽量保持垂直,并且将焊接头和焊点尽量靠近,减少焊接时的距离。
使用适当的焊锡量,并用足够的热量将焊锡熔化,使其快速流动,润湿焊垫和焊点。
焊接后应及时检查焊点质量,确保焊接牢固。
7.防静电措施:对于静电敏感元器件,焊接时要采取防静电措施,如戴静电手环、使用抗静电垫等。
此外,静电敏感元器件还要避免手持和磨擦,以免产生静电引起元器件损坏。
8.针对不同封装的处理:不同的贴片元器件封装方式可能需要不同的焊接技巧。
例如,对于较小的封装元器件,可选择微型焊嘴和高倍率的显微镜进行焊接,以提高精度和放大焊接细节。
总之,贴片电子元器件的焊接需要掌握一定的技巧和经验。
通过选择合适的设备和材料,控制好温度和焊接时间,以及采取适当的焊接技巧,可以提高焊接质量和效率。
贴片元件焊接图解教程
贴片元件焊接图解教程
首先来张全部焊接一个点的PCB图
当然这是焊接贴片的必须工具
这个是准备焊接的DD(晕倒,稍不小心会不见)
先用烙铁加热焊点
然后夹个贴片马上过去
等贴片固定后焊接另外一边!
焊接IC了,先在PCB上固定贴片IC的一个脚
然后大规模全部堆满脚!成了这个样子
然后找跟细铜丝和松香象拉丝苹果
放到IC脚上!用铜丝吸锡
最后用酒精清洗(用棉签)
你会发现松香很块就会融化而不见!
做点结尾工作
完成的样子
(注:素材和资料部分来自网络,供参考。
请预览后才下载,期待你的好评与关注!)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
贴片焊接技巧
进行贴片焊接有效的方式是拖焊,如果熟悉了拖焊,你基本可以使用一把烙铁+松香完成所有贴片的焊接
在焊接前我们特别提到工具:
最好使用斜口的扁头烙铁,考虑到以后实际焊接有防静电的要求,建议使用焊台!
言归正传:
首先把IC平放在焊盘上!
对准后用手压住!
然后使用融化的焊丝随意焊接IC的数个脚来固定IC!
四面全部用融化的焊丝固定好!
固定好后在IC脚的头部均匀的上焊丝!
四周全部上焊丝!
可以顺势往下流动!
把烙铁头放入松香中,甩掉烙铁头部多余的焊锡!
把粘有松香的烙铁头迅速放到斜着的PCB头部的焊锡部分!
接下来的动作将是整个拖焊的核心:使烙铁按照以下方式运动!
重复以上的动作后达到以下的效果!
四面使用同样的方法!
固定贴片!
粘上焊锡
固定IC脚
拖焊!
SSOP的操作!
焊接完成后的效果!
表面很多松香!
用酒精清洗!
最终的效果!。