剪脚作业指导书
剪脚作业指导书

剪脚作业指导书一、目的本作业指导书的目的在于规范剪脚操作流程,确保剪脚作业的质量和效率,减少废品率,保障操作人员的安全。
二、适用范围适用于本公司所有需要进行剪脚操作的电子元器件。
三、所需工具和材料1、斜口钳:用于剪断引脚。
2、镊子:辅助操作,夹持电子元器件。
3、防静电手环:防止静电损伤电子元器件。
4、放大镜(可选):用于检查剪脚后的效果。
四、作业前准备1、操作人员应戴好防静电手环,并确保其有效接地。
2、清理工作区域,保持整洁,避免杂物影响操作。
3、准备好待剪脚的电子元器件,并核对其规格、型号和数量。
五、剪脚要求1、引脚长度应符合产品设计要求,一般来说,剪脚后的引脚长度应在 2 5mm 之间,具体长度根据不同的电子元器件和电路板设计而定。
2、剪脚后的引脚应平整、光滑,无毛刺、无弯曲。
3、剪脚过程中应避免损伤电子元器件的本体和封装。
六、操作步骤1、用镊子轻轻夹持住电子元器件,将其引脚对准斜口钳的刃口。
2、缓慢合拢斜口钳,剪断引脚。
注意控制力度,避免过度用力导致引脚飞弹伤人或损伤电子元器件。
3、对于多引脚的电子元器件,应逐一对引脚进行剪脚操作,确保每个引脚的长度和形状符合要求。
4、剪脚完成后,使用放大镜(如有)检查引脚的长度、平整度和有无损伤。
5、将剪脚后的电子元器件整齐地放置在专用的容器中,等待后续工序使用。
七、注意事项1、操作过程中应保持注意力集中,避免分心导致操作失误。
2、严格按照剪脚要求进行操作,不得随意更改引脚长度和形状。
3、对于特殊的电子元器件,如敏感元件、高精度元件等,应根据其特殊要求进行剪脚操作,必要时可咨询技术人员。
4、定期检查斜口钳的刃口是否锋利,如有磨损应及时更换,以保证剪脚质量。
5、工作结束后,清理工作区域,将工具和材料归位。
八、质量检验1、抽检剪脚后的电子元器件,检查引脚长度、平整度和有无损伤等情况。
2、如发现不合格品,应及时分析原因,并采取相应的纠正措施。
3、记录检验结果,以便追溯和统计质量数据。
修剪作业指导书

修剪作业指导书标题:修剪作业指导书引言概述:修剪是植物生长过程中非常重要的一个环节,正确的修剪可以促进植物生长、提高产量和品质。
本文将详细介绍修剪作业的指导书,匡助读者正确进行修剪工作。
一、修剪的基本原则1.1 初步修剪:在植物生长初期进行初步修剪,主要是为了塑造植物的整体形状,促进分枝生长。
1.2 定期修剪:定期对植物进行修剪,保持植物的形态美观和健康生长。
1.3 选择正确的修剪工具:使用适合植物种类和修剪目的的修剪工具,保证修剪效果。
二、修剪的具体步骤2.1 清除枯枝:首先清除植物上的枯死枝条,保持植物的健康生长。
2.2 削减过密枝条:适当削减过密的枝条,保持植物的通风透光。
2.3 塑造整体形状:根据植物的生长情况和修剪目的,对植物进行整体形状的修剪。
三、修剪的注意事项3.1 避免在植物生长旺盛期进行修剪:植物生长旺盛期是其生长的重要时期,避免在这个时期过度修剪。
3.2 避免在高温天气进行修剪:高温天气容易导致植物受伤,修剪应选择在清凉的早晨或者傍晚进行。
3.3 注意修剪伤口的处理:修剪后的伤口应及时处理,避免感染和病虫害的侵袭。
四、修剪的效果评估4.1 观察植物生长情况:修剪后应及时观察植物的生长情况,看是否符合修剪的预期效果。
4.2 注意修剪后的养护:修剪后的植物需要适当的养护,保证其健康生长。
4.3 根据效果调整修剪策略:根据修剪效果进行评估,适时调整修剪策略,保证植物的生长和发育。
五、修剪的技巧和经验5.1 学习修剪技巧:不同植物种类和生长情况需要不同的修剪技巧,可以通过学习书籍或者向专业园艺师请教来提升修剪技能。
5.2 积累修剪经验:修剪是一个需要经验的工作,通过不断的实践和总结,积累修剪经验,提高修剪效果。
5.3 尊重植物生长规律:在修剪过程中要尊重植物的生长规律,避免过度修剪导致植物生长不良。
结语:修剪作业指导书是进行修剪工作的重要参考,正确的修剪可以匡助植物健康生长,提高产量和品质。
02生产作业指导书
东莞市凯人实业有限公司文件名称作业指导书版本号A/0 工艺规范文件编号QW-0402 第1页共7页一、插件一.适用范围:电子LED驱动电源的插件二.使用设备和工具:剪钳、剪刀、镊子、静电手环、单刃刀片三.使用物料:线路板、元器件、变压器、电阻、电容、线材等四.操作步骤:1.领料:生产物料员按生产计划和产品《领料单》到仓库领取产品物料,并核对无误。
2.调拉:松动拉带螺丝,调整拉带宽度与线路板宽度基本一致,然后拧紧螺丝,要求线路板能够滑动且不能掉下来。
3.元器件整型:按线路板要求对部分元器件经行弯脚整型。
使用设备或者人力为器件整形。
4.排线:把元件倒进零件盒,按插件顺序和个人能力分配元器件,原则上先插小件后插大件。
5.各工位核对元器件是否与样品一致,若有异常立即上报。
6.插件的一般遵循从低到高,由易到难的原则:电阻→二极管→电容→电阻→三极管→变压器,具体产品具体调节插件顺序。
7.插好的产品放插件盆摆好并标识过数待浸锡。
8.标识牌随产品流动。
9.插完一种规格后,剩下的物料收集整理放插件待退区,并做好标识。
五.质量要求和注意事项1.对样生产。
2.元器件倾斜角不能超过15度,元器件不能超出线路板面边缘。
3.正确插孔,插贴板面。
4.流水线顺畅,不能堆积。
5.二极管、三极管、电解电容等有极性方向的元器件方向极性不可插反。
6.不可漏插。
7.所有的线路板要轻拿轻放。
8.塑条排装的三极管只能分条倒出来使用,不同包装条的三极管不可混用。
9.所有的物料必须按工程部所出的BOM清单生产,所有的物料需要替换必须经工程部同意。
10.插件时必须配带静电手环。
工艺规范文件编号QW-0402 第2页共7页二、浸锡一.适用范围:电子LED驱动电源的浸锡二.使用设备和工具:大锡炉、夹子、拨板、小铁棒、400℃温度计、常温温度计。
三.使用物料:锡条、助焊剂、防氧化剂、待浸锡产品。
四.操作步骤:1.大锡炉预热:打开总开关,设定温度表绿光亮,表示正在加热状态。
插件作业指导书
精心整理插件作业指导书一、生产用具、原材料生产线、元件切脚整形机、镊子、电子元件、线路板、自熄管二、准备工作1、将需整形的元件整形。
2、了解新产品插件注意事项,对特殊材料对人员的职能培训。
3、投料前检查品保检验合格单,产品批号,了解物料的完整性及可靠性。
三、操作步骤1、按PCB板标识图及样品整流器,把各元件插入PCB板中,达到样品或要求的规定的成型高度。
四、工艺要求1、元件的整形、排列位置严格按文件规定要求,不能损伤元器件。
234567123412345612、用夹子夹住插好件的线路板,铜泊面喷少许助焊剂,用刮刀刮去锡炉锡面上的氧化层,将喷好助焊剂的线路板铜泊面浸入锡炉,线路板板材约浸入0.5mm,浸锡时间为2-3秒。
3、浸好锡后,手斜向上轻提,并保持平稳,不得抖动,以防虚焊、不饱满。
4、5秒后基本凝固时,放入流水线流入下一道工序。
5、切脚机开始进行切脚操作,观察线路板是否有翘起或变形。
6、切脚高度为1-1.2mm,合格后流入自动波峰焊机7、操作设备使用完毕,关闭电源。
四、工艺要求1、助焊剂在线路板焊盘上要喷均匀。
2、上锡时线路板的铜板面刚好与锡面接触0.5mm即可,不得有锡尘粘附在线路板上。
3、不得时间过长、温度过高引起铜铂起泡现象,锡炉温度为255-265度(冬高夏低),上锡时间2-3秒。
4、焊点必须圆滑光亮,线路板必须全部焊盘上锡。
5、保证工作台面清洁,对设备定时进行记录。
五、注意事项1、焊接不良的线路必须重焊,二次重焊须在冷却后进行。
2、操作过程中,不要触碰锡炉,不要让水或油渍物掉入锡炉中,防止烫伤。
3、助焊剂、稀释剂均属易燃物品,储存和使用时应远离火源,发泡管应浸泡在助焊剂中,不能暴露在空气中。
4、若长期不使用,应回收助焊剂,密闭。
发泡管应浸在盛有助焊剂的密闭容器中。
5、焊接作业中应保证通风,防止空气污染,作业人员应穿好工作服,戴好口罩。
6、链爪清洁储液箱体应经常添加与定期更换,液面高度为槽高的1/2—2/3处,注意调整毛刷与链爪间隙。
PCBA作业指导书(各工序)
机型:
版本号:工段:文件编号:制作:
制作日期:
序号人员时间(秒)
备注116可提前加工
2-11202-212031104195-11185-211861127188
1
4
按需安排
10
备注:
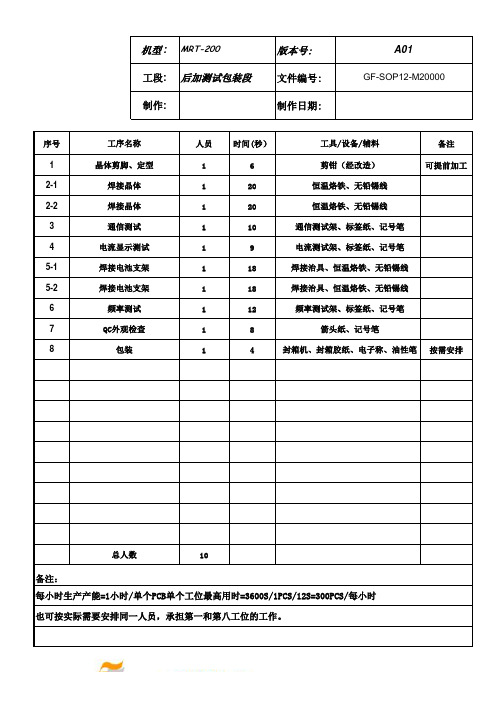
每小时生产产能=1小时/单个PCB单个工位最高用时=3600S/1PCS/12S=300PCS/每小时也可按实际需要安排同一人员,承担第一和第八工位的工作。
总人数QC外观检查
箭头纸、记号笔
包装
封箱机、封箱胶纸、电子称、油性笔
焊接电池支架焊接治具、恒温烙铁、无铅锡线频率测试频率测试架、标签纸、记号笔
电流显示测试电流测试架、标签纸、记号笔焊接电池支架焊接治具、恒温烙铁、无铅锡线焊接晶体恒温烙铁、无铅锡线通信测试通信测试架、标签纸、记号笔焊接晶体恒温烙铁、无铅锡线工序名称工具/设备/辅料MRT-200
A01
后加测试包装段
GF-SOP12-M20000
晶体剪脚、定型
剪钳(经改造)。
插件作业指导书
插件作业指导书插件作业指导书一、生产用具、原材料生产线、元件切脚整形机、镊子、电子元件、线路板、自熄管二、准备工作1、将需整形的元件整形。
2、了解新产品插件注意事项,对特殊材料对人员的职能培训。
3、投料前检查品保检验合格单,产品批号,了解物料的完整性及可靠性。
三、操作步骤1、按PCB板标识图及样品整流器,把各元件插入PCB板中,达到样品或要求的规定的成型高度。
四、工艺要求1、元件的整形、排列位置严格按文件规定要求,不能损伤元器件。
2、二极管、三极管、电解电容、电感是有方向性,必须按PCB板上的方向进行插件。
3、无极性元件的在插件的过程中,必须保持一致性。
4、元器件不得有错插、漏插现象。
5、不同包装的三极管不得混用,发现异常元件及异常外型材料及时反馈组长,由技术部、品保部、物控部决定处理。
6、每天下班前清理工作台面,并及时把多余元器件上交组长处理。
7、完工后清理设备及岗位。
五、注意事项1、后工序员工或检验员发现漏插元器件不能擅自将元器件插入线路板,必须经组长鉴别。
2、每批次组长负责与技术部一起制作首板,以后批量制作严格按首板插件标准执行,每批制作前必须经过首检合格后方可批量投入生产。
3、杜绝元件插件不到位,漏插、插反,插错,碰脚流入下一道工序。
4、注意操作员工双手及操作工具、设备卫生,确保产品清洁浸焊、切脚、波峰焊作业指导书一、生产用具、原材料焊锡炉、排风机、空压机、夹子、刮刀、插好元器件的线路板、助焊剂、锡条、稀释剂、切脚机、斜口钳、波峰焊机。
二、准备工作1、按要求打开焊锡炉、波峰焊机的电源开关,将温度设定为255-265度(冬高夏低),加入适当锡条。
2、将助焊剂和稀释剂按工艺卡的比例要求调配好,并开起发泡机。
3、将切脚机的高度、宽度调节到相应位置,输送带的宽度及平整度与线路板相符,切脚高度为1-1.2mm,将切脚机输送带和切刀电源开关置于ON位置。
4、调整好上、下道流水线速度,打开排风设备。
5、检查待加工材料批号及相关技术要求,发现问题提前上报组长进行处理。
剪板机安全操作作业指导书(二篇)
剪板机安全操作作业指导书1.0.目的:1.1.为保证产品质量,规范剪板机既高效又安全的生产与操作,确保设备的安全性和产品质量的稳定性。
2.0.适用范围:2.1.本程序适用于剪板机剪板作业以及板料剪裁操作上岗及员工培训。
3.0.安全操作控制要求:3.1.操作者要严格按照剪板机的安全操作规程操作,如在生产操作过程中发现异常应立即停止操作,停机检查原因。
3.2.严格遵守安全操作规程,按规定穿戴好劳动防护用品。
3.3.开机前应将上、下刀清理、擦拭干净。
3.4检查托料架、挡料架及滑块上有无异物,如有异物,应清理干净。
3.5.按所剪板料厚度、选择适当模口,模口尺寸一般等于或大于8倍板料厚度。
3.6.由板料剪板力数或剪板力计算公式得出工件的剪切力,板料的剪切力不得大于10KN。
3.7.剪板剪板料时,应将系统工作压力适当降低,以免损坏模具。
3.8.调节滑块行程时,应保证调量小于1,以免损坏机器。
3.9.剪板前,应将上下剪切刀口的间隙调整均匀一致。
3.10.剪切时,不可将手放在剪切工作区,狭长小料不可用手扶。
一次只许剪切一块料,不许多块分节同时剪切。
3.11.发生异常立即停机,检查原因并及时排除。
3.12.作业完毕,关闭机器,清理机台并切断电源。
4.0.安全操作注意事项:4.1.剪板机常用来剪裁直线边缘的板料毛坯,是借于运动的上刀片和固定的下刀片,采用合理的刀片间隙,对各种厚度的金属板材施加剪切力,使板材按所需要的尺寸断裂分离。
操作者要严格按照剪板机安全操作规程操作,如在操作过程中发现异常,应立即停止操作,停机检查原因。
剪板机安全操作注意事项如下:4.1.1.剪板机必须有专人负责管理。
4.1.2.着装规范,操作前要穿紧身防护服,袖口扣紧,上衣下摆不能敞开,不得在开动的机床旁穿、脱换衣服,或围布于身上,防止机器绞伤。
上班必须戴好安全帽,严禁穿拖鞋。
4.3.本机器操作人员必须熟悉剪板机主要结构、性能和使用方法。
4.4.本机器适用于剪切材料厚度为机床额定值的各种钢板、铜板、铝板及非金属材料板材,而且必须是无硬痕、焊渣、夹渣、焊缝的材料,不允许超过机器限定厚度。
LED灯短脚加工

深圳市纽莱克科技有限公司1.戴好防静电环,并确认接地良好。
2.取一LED灯用斜口剪钳将LED灯脚剪短。
3.剪脚留长度在镀锡的3.5mm-4.0mm之间,不可多剪。
5.将加工短脚完成的LED灯放入静电盒内。
1.品质异常发生时,立即将不良品标示、隔离、记录,并 及时报告当线干部。
2.所有治工具必须符合RoHS 标准.4.加工完成的LED 灯区分装入静电盒;不可混装!5.斜口剪钳必须锋利。
数 量治工具数 量Q`TYFIXTUREQ`TY1防静电环12斜口剪钳13黑色静电盒1受控章文件名称加工作业指导书机种名加工LED灯剪脚版本:A 版N16506(系列)工序名称环境确认要 不要变更版次变更日期变更内容防静电措施A/02017/7/14系列/发光二极管LED 灯取消用成型切脚机要 不要80102108-00241RΦ3mm 绿发绿,正极脚长3.8mm 负极脚长3.6mm 高亮(600-800mcd)绿灯80102108-00141R 发光二极管Φ3mm 红发红,普亮,2PIN红灯80102108-00231R Φ3mm 本体黄色,2Pin ,脚距2.54mm ,发黄光,普亮黄/白治工具零 件 料 号零 件 规 格位 置数 量 FIXTUREPART .NODESCRIPTIONLOCATIONQ`TY注意事项:3.注意;剪脚控制在要求长度范围内;不可多剪!NO: N4-PE-022-A操 作 步 骤:4.在剪LED灯脚过程不可有斜口毛刺,垂直灯脚顺着剪平灯脚。
页次1/1C3(CE107MBNAS)BD1(DBD3SBA0DB)ATTENTIONOBSERVE PRECAUTIONSFOR HANDLINGELECTROSTATIC SENSITIVE DEVICES11.0-12.0mm3.5-4.0mm剪脚过程灯脚不可有歪斜口毛刺现象。
将LED 灯用治具固定好灯脚长度用剪钳剪短灯脚。
垂直灯脚顺着剪平用斜口剪钳不可多剪、长度控制在3.5.0-4.0mm 之间。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电控板剪脚作业指导书
共 1页
第 1页岗位名称剪脚文件编号QG/BCB17-07-2011
适用机型
通用
岗位重要度
B
操作
示例图片
标准
示例图片
错误示范
示例图片
1、从流水线上拿取板体并将其板底水平朝上,另一只手紧握气剪,使气剪刀与PCB板面成15~30度,对板体上的元件管脚进行目检,用气剪把长度不符合要求的元件管脚剪掉。
1、相互间距大于5mm,剪脚高度以2~2.5mm为准;b、管脚相互间距小于等于5mm,剪脚高度以1~2mm为准(特殊要求除外)。
2、气剪刀与PCB板面成角度太大。
2、一次性把元件管脚剪断,而且切口要平整,操作时不允许气剪刀碰到板上任何的焊点和贴片元件。
2、连接器、排线座、继电器、集成IC、轻触开关、熔断器座、AI元件不需剪脚(特殊要求除外)。
如右图红色箭头所指类别元件。
检查保养
示例图片
1、使用前,操作员要检查气剪剪刀是否完好无损,剪切时刀口间是否有缝隙;气路是否有漏气,开关是否正常。发现异常要及时报修。
问题:缝隙
3、剪多个脚时,剪钳口要与元件脚排列方向一致,避免焊点受到撞击而造成其铜箔翘皮或引脚短路。操作时必须剪断元件脚后才能移动剪钳,以免损坏焊点和造成铜箔翘皮。
2、气剪保养:设备员每月对气剪进行检查和维护保养,确保气剪各项性能符合要求。
错误示范
示例图片
1、没有顺着引脚排列方向剪切
换版
标记
处数
更改编号
签 字
日 期
标记
处数
更改编号
签 字
日 期
编 制
审 核
会 签
批准
日期