批生产记录-HR
批生产记录-(修改)
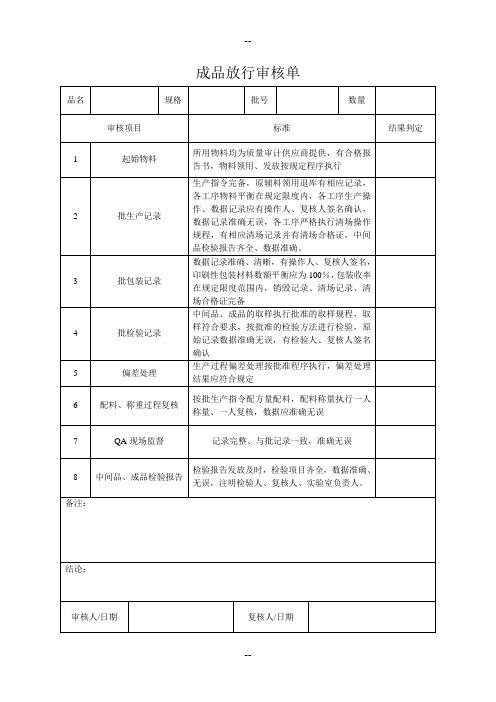
成品放行审核单
成品批评价报告
颗粒分装指令
片剂压片指令
胶囊填充指令
清场合格证
审核人及日期:
清场工作记录
片剂批生产记录
-- --
片剂批生产记录
片剂批生产记录
片剂批生产记录
片剂批生产记录
片剂批生产记录
片剂外包装岗位批生产记录
成品检验报告书
微生物限度检验报告书
片剂批生产记录
片剂批生产记录
颗粒剂批生产记录
--
颗粒剂批生产记录
--
颗粒剂批生产记录
--
颗粒剂批生产记录
--
颗粒剂批生产记录
--
--
贵细、精、毒监督投料记录
片剂批生产记录
--
--。
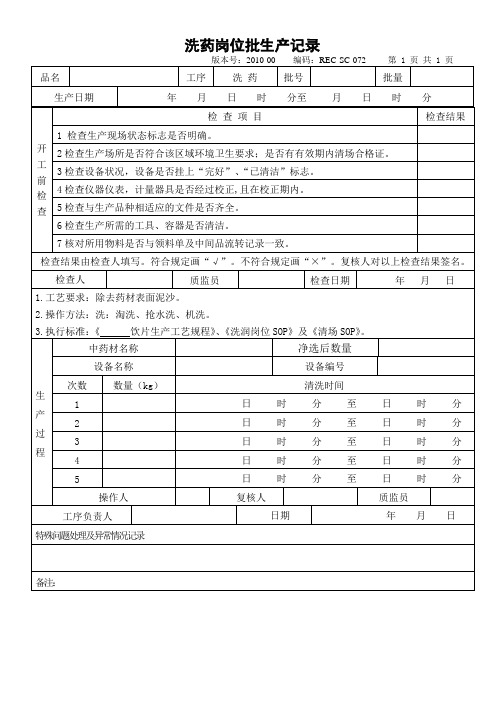
002 洗药岗位批生产记录
设备名称
设备编号
次数
数量(kg)
清洗时间
1
日 时 分 至 日 时 分
2
日 时 分 至 日 时 分
3
日 时 分 至 日 时 分
4
日 时 分 至 日 时 分
5
日 时 分 至 日 时 分
操作人
复核人
质监员
工序负责人
日期
年 月 日
特殊问题处理及异常情况记录
备注:
7核对所用物料是否与领料单及中间品流转记录一致。
检查结果由检查人填写。符合规定画“√”。不符合规定画“×”。复核人对以上检查结果签名。
检查人
质监员
检查日期
年 月 日
1.工艺要求:除去药材表面泥沙。
2.操作方法:洗:淘洗、抢水洗、机洗。
3.执行标准:《饮片生产工艺规程》、《洗润岗位SOP》及《清场SOP》。
开 工 前 检 查
检 查 项 目
检查结果
1 检查生产现场状态标志是否明确。
2检查生产场所是否符合该区域环境卫生要求;是否有有效期内清场合格证。
3检查设备状况,设备是否挂上“完好”、“已清洁”标志。
4检查仪器仪表,计量器具是否经过校正,且在校正期内。
5检查与生产品种相适应的文件是否齐全。
6检查生产所需的工具、容器是否清洁。
批生产记录簿-HR
转入板蓝根重量Kg
操作人:_____复核人:_____
监控员:_____
1号提取罐投料量:Kg
第一次加水量:L
煎煮时间:从时分至时分
第二次加水量:L
煎煮时间:从时分至时分
2号提取罐投料量:Kg
第一次加水量:L
煎煮时间:从时分至时分
第二次加水量:L
3、分次称量,并记录每次称取量。
编号/批号数量报告单号
清膏_________ _______ _______
蔗糖粉_________ _______ _______
糊精_________ _______ _______
操作人:_____复核人:_____
监控员:_____)
操作人:_____复核人:_____
收率计算
收率=清膏重量/原料总投料量×100%
(应为18.0~20.0%)
收率=()/()×100%
=()%_
计算人:_____复核人:_____
清
场
1、按“洁净区生产操作区清洁规程”进行清洁工作区。
2、按“可倾式真空浓缩罐清洁规程”清洁可倾式真空浓缩罐。
3、按“洁净区容器具清洁规程”清洁容器具。
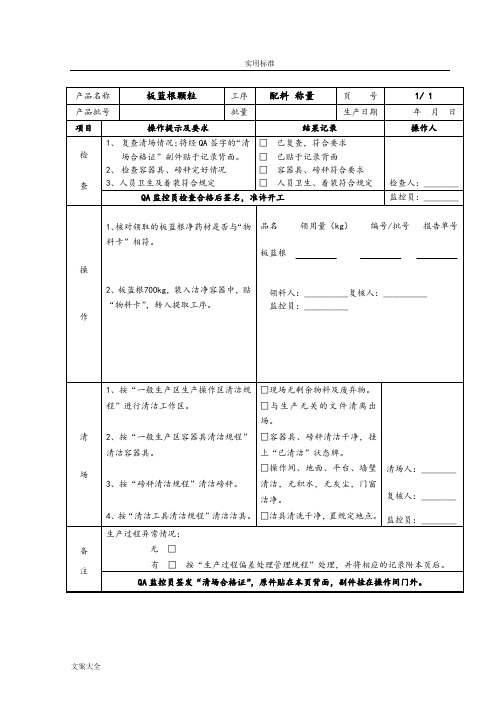
产品名称
板蓝根颗粒
工序
配料称量
页 号
1/ 1
产品批号
批量
生产日期
年 月 日
项目
操作提示及要求
结果记录
操作人
检
查
1、复查清场情况;将经QA签字的“清场合格证”副件贴于记录背面。
2、检查容器具、磅秤完好情况
3、人员卫生及着装符合规定
□ 已复查,符合要求
化妆品批生产记录
化妆品批生产记录1. 背景介绍在化妆品行业中,批生产记录(Batch Production Record,BPR)是非常重要的一项记录任务。
批生产记录是指在生产化妆品过程中,详细记录下每个批次产品生产的情况,包括原材料采购、生产过程中的各项参数指标、产品检测结果等信息,其主要目的是控制产品质量并确保生产合规。
2. 批生产记录的内容批生产记录的内容是非常丰富、详细的。
下面列举了批生产记录中应包含的信息:1.生产日期和时间以及负责人姓名;2.原材料名称、批次号、生产厂商、有效期等信息;3.原材料进货检验报告;4.原材料使用数量和使用记录;5.生产过程中的温度、湿度、压力、时间等参数指标记录;6.操作流程记录,包括加料、搅拌、过滤、灭菌等操作;7.产品测试结果,包括外观检查、PH值、密度、粘度、微生物检测等;8.容器包装物标签签名等信息;9.批数、容量等产量信息;3. 批生产记录的作用批生产记录是保证化妆品质量和确保生产过程符合法规的重要手段。
具体作用如下:1.生产过程的跟踪和管理,确保生产过程的规范性和稳定性;2.风险评估,发现生产过程中的潜在风险;3.确保所有原材料和产品的质量,保证产品的稳定性和安全性;4.批生产记录可以作为法律证明,证明公司合法生产化妆品;5.生产过程的审计和检查,确保在检查和审计时有足够的记录可查。
4. 批生产记录的注意事项虽然批生产记录的重要性不容置疑,但在实施过程中也要注意以下事项:1.记录应清晰、准确、完整,符合生产、检验、负责人、法规等多个方面的要求;2.记录应该及时完成,并按照特定的记录程序来进行;3.记录应之测所有关键环节,不遗漏任何重要参数和信息;4.记录的格式应与公司的质量体系文件相符;5.记录应保存较长的时间,确保有足够的数据供日后查阅。
5. 总结批生产记录是化妆品生产环节中非常关键的一环。
批生产记录不仅能稳定、规范化生产过程,更能保障化妆品质量,预防潜在风险。
批生产记录模板
批生产记录模板1. 引言本文档为批生产记录模板,用于记录生产过程中的关键信息和操作步骤,以确保生产过程的可追溯性和一致性。
批生产记录是生产过程中的重要记录,对于质量管理和监督具有重要意义。
2. 批生产记录表格模板序号日期产品批号生产线生产工艺操作员审核员1 yyyy-mm-dd 这里填写产品批号这里填写生产线信息这里填写生产工艺信息这里填写操作员姓名这里填写审核员姓名2 yyyy-mm-dd 这里填写产品批号这里填写生产线信息这里填写生产工艺信息这里填写操作员姓名这里填写审核员姓名…………………3. 批生产记录的内容3.1 生产信息记录包括生产日期、产品批号、生产线、生产工艺等关键信息。
3.2 原料使用记录记录使用的原料的名称、批号、用量等信息,确保生产过程中使用正确的原料。
3.3 设备操作记录记录设备的启动、调整和停机过程,包括设备编号、操作员、操作时间等信息。
3.4 生产操作记录记录生产过程中的关键操作步骤,包括操作员、操作时间、操作内容等信息。
例如:•准备生产原料•混合原料•注入容器•运输产品•包装产品3.5 质量控制记录记录生产过程中的质量控制操作和结果,包括原料检验、产品检验等。
确保产品达到质量标准。
3.6 清洁和消毒记录记录清洁和消毒操作,确保生产环境符合卫生要求。
3.7 销售和分发记录记录产品的销售和分发情况,包括销售日期、销售数量、销售对象等信息。
4. 批生产记录的保存和归档完成生产后,批生产记录应按照规定的归档程序进行保存,确保可追溯性和安全性。
5. 批生产记录的审批和验证批生产记录应经过相应部门的审批和验证,确保内容真实可信。
6. 总结批生产记录是生产过程中的重要记录,对于质量管理和监督具有重要意义。
使用本文档的批生产记录模板可以有效地规范和记录生产过程中的关键信息和操作步骤,保证生产的可追溯性和一致性。
在进行生产过程中,请根据实际情况填写各项信息,并按照归档程序进行保存。
批生产记录
批生产记录
批生产记录是指在批量生产过程中,针对每个具体的生产批次所记录的相关信息。
以下是一份简化的批生产记录示例:
产品名称:XXX产品
生产批次号:XXX001
生产日期:2021年01月01日
生产班次:白班
生产人员:XXX工厂A班组
生产设备:XXX设备A
原材料:
- 原材料A:100kg
- 原材料B:50kg
操作工序:
1. 准备工作:
- 清洁生产设备
- 准备所需原材料
2. 生产工序:
- 启动设备并调整参数
- 将原材料A倒入设备
- 添加原材料B
- 运行设备进行生产
- 监控生产过程,确保质量合格
3. 完成工作:
- 停止设备
- 清理生产设备
- 归档相关记录
质量检验:
- 检验项目A:合格
- 检验项目B:合格
- 检验项目C:合格
- 检验项目D:合格
备注:无
以上是一份简单的批生产记录,具体内容可能因不同行业、企业和产品而有所不同。
批生产记录的目的是记录生产过程中的关键信息,方便生产过程的追溯和质量控制。
批生产记录
产,4、变更工艺参数或操作参数,5、正常停机后复产。
符合项打√,
□环境符合 □设备点检 □材料外观 □上料正确 □成品合格 操作人:
复核人:
否则打×。
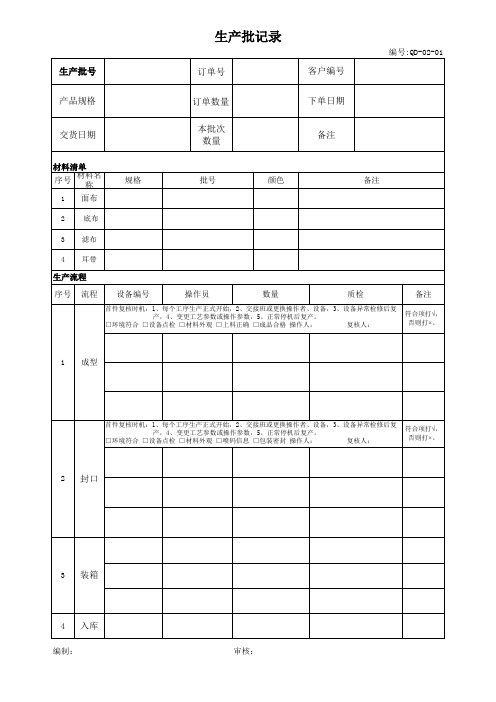
1 成型
首件复核时机:1、每个工序生产正式开始,2、交接班或更换操作者、设备,3、设备异常检修后复 产,4、变更工艺参数或操作参数,5、正常停机后复产。
生产批号
生产批记录
பைடு நூலகம்
订单号
客户编号
编号:QD-02-01
产品规格
订单数量
下单日期
交货日期
本批次 数量
备注
材料清单
序号
材料名 称
1 面布
规格
批号
颜色
备注
2 底布
3 滤布
4 耳带
生产流程
序号
流程 设备编号
操作员
数量
质检
备注
首件复核时机:1、每个工序生产正式开始,2、交接班或更换操作者、设备,3、设备异常检修后复
符合项打√,
□环境符合 □设备点检 □材料外观 □喷码信息 □包装密封 操作人:
复核人:
否则打×。
2 封口
3 装箱
4 入库
编制:
审核:
批生产记录
批生产记录批生产记录序言该批生产记录通过详细记录生产过程中各项操作、检验、调整等数据,来确保产品符合规格要求,且生产过程符合质量管理体系要求,是对该批次产品的全面记录和监控,以便追溯产品及其生产过程,确保产品的质量和安全性。
基本信息生产企业:XXX制药有限公司生产地址:XX省XX市XX区XX路XX号产品名称:XXX注射液规格:XXml/支批号:XXX生产时间:XX年XX月XX日-XX年XX月XX日包装时间:XX年XX月XX日生产技术要求原料:所有原材料均符合YY标准。
制剂工艺:先将XX药剂量准确称量,然后溶解于XX溶媒中,再加入必要的配料,调整pH值至合适范围,过滤并灭菌后充填到合适容器中,进行辅料加压灌装和包装封口。
检验要求:严格按照药品质量管理规范中对产前、产中、产后三个阶段进行检验,包括外观检查、容器密封性检查、流变学性质测定、溶出度、物化指标及微生物限度检查等,确保产品性质符合国家药品标准和企业内控标准的要求并达到良好的临床疗效和安全性。
生产过程记录1. 原料准备序号原辅料名称规格数量生产企业批号1 XX 1kg XX有限公司 XXXXX2 XX 1L XX有限公司 XXXXX2. 制剂工艺2.1 准备药剂量将所需药剂量准确称量,记录如下:序号药品名称规格数量1 XX 1g x2 XX 2g x2.2 溶媒准备将所需溶媒准确称量,记录如下:序号溶媒名称用量1 XX 500mL2 XX 500mL2.3 溶解药品将药剂量逐渐添加入溶媒中,并边搅拌边加热至完全溶解。
2.4 加入配料将所需配料,按照配方比例逐个加入溶解好的药品中,并不断搅拌。
2.5 调整pH值随后加入必要的调整剂,逐渐调整药液的pH值至所需范围之内。
2.6 过滤及灭菌将调整好的药液进行滤过,并在100摄氏度下进行灭菌处理。
2.7 充填将灭菌后的药液按计量逐个充填至瓶中,并在容器的顶部进行辅料加压。
2.8 灌装进行容器灌装过程,确保包装完成后瓶内无空气并且密封性能好。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3、按“磅秤清洁规程”清洁磅秤。
4、按“清洁工具清洁规程”清洁洁具。
□现场无剩余物料及废弃物。
□与生产无关的文件清离出场。
□容器具、磅秤清洁干净,挂上“已清洁”状态牌。
□操作间、地面、平台、墙壁清洁,无积水,无灰尘,门窗洁净。
□洁具清洗干净,置规定地点。
备
注
生产过程异常情况:
无 □
有 □ 按“生产过程偏差处理管理规程”处理,并将相应的记录附本页后。
QA监控员签发“清场合格证”,原件贴在本页背面,副件挂在操作间门外。
产品名称
板蓝根颗粒
工序
蔗糖粉碎
页 号
1/ 1
产品批号
批量
生产日期
年 月 日
项目
操作提示及要求
结果记录
操作人
检
查
1、复查清场情况;将经QA签字的“清场合格证”副件贴于记录背面。
2、按“洁净区容器具清洁规程”清洁容器具。
3、按“电子秤清洁规程”清洁电子秤。
4、按“清洁工具清洁规程”清洁洁具。
□现场无剩余物料及废弃物。
□与生产无关的文件清离出场。
□容器具、电子秤清洁干净,挂上“已清洁”状态牌。
□操作间、地面、平台、墙壁清洁,无积水,无灰尘,门窗洁净。
□洁具清洗干净,置规定地点。
监控员:____
备
注
生产过程异常情况:
无 □
有 □ 按“生产过程偏差处理管理规程”处理,并将相应的记录附本页后。
QA监控员签发“清场合格证”,原件贴在本页背面,副件挂在操作间门外。
产品名称
板蓝根颗粒
工序
配料、称量
页 号
1/ 1
产品批号
批量
生产日期
年 月 日
项目
操作提示及要求
结果记录
操作人
检
查
1、复查清场情况;将经QA签字的“清场合格证”副件贴于记录背面。
检查人:____
QA监控员检1、核对领取的板蓝根净药材是否与“物料卡”相符。
2、板蓝根700kg,装入洁净容器中,贴“物料卡”,转入提取工序。
品名领用量(kg)编号/批号报告单号
板蓝根
领料人:_____复核人:_____
监控员:_____
清
场
1、按“一般生产区生产操作区清洁规程”进行清洁工作区。
2、检查容器具、电子秤完好情况
3、人员卫生及着装符合规定
□ 已复查,符合要求
□ 已贴于记录背面
□ 容器具、电子秤符合要求
□ 人员卫生、着装符合规定
检查人:____
QA监控员检查合格后签名,准许开工
监控员:________
操
作
1、核对转入的板蓝根清膏、蔗糖粉、糊精是否与“物料卡”相符。
2、称取板蓝根清膏、蔗糖粉、糊精(比例为1∶2∶1.3),分别装入洁净容器中,转入制粒工序。
X=A×N%/(C%-N%)
X:为所加C%乙醇的数量
C%:为所领乙醇浓度
N%:为混合液中规定的乙醇含量
A:为药液的体积
3、加入乙醇时必须边加边搅拌,使之充分混匀并密闭放置沉淀24小时。
转入待沉淀药液体积:L
领取乙醇的浓度为:%
体积为:L
操作人:_____复核人:_____
监控员:_____
加入药液的量为:L
3、开启粉碎机电源开关,启动粉碎机,待转速稳定后,再加入蔗糖,一次加入量不宜太多。
4、将粉碎好的蔗糖粉放到洁净的容器内称重,每个容器外贴上“物料卡”。
蔗糖重量:Kg批号/编号:
报告单号:
领料人:_____复核人:_____
监控员:_____
筛网目数为:
粉碎时间:从时分至时分
粉碎后重量为:Kg
废品量为:Kg
1 __________ ________ ________
2__________ ________ ________
3 __________ ________ ________
4 __________ ________ ________
5 __________ ________ ________
6 __________ ________ ________
产品名称
板蓝根颗粒
工序
回收乙醇、浓缩
页 号
1/ 1
产品批号
批量
生产日期
年 月 日
项目
操作提示及要求
结果记录
操作人
检
查
1、复查清场情况;将经QA签字的“清场合格证”副件贴于记录背面。
1.2、检查可倾式真空浓缩罐、容器具、电子秤完好情况
3、人员卫生及着装符合规定
□ 已复查,符合要求
□ 已贴于记录背面
□ 设备完好、容器具、电子秤符合要求
加入乙醇的量为:L
沉淀时间:从时分至时分
得到上清液量为:L
操作人:_____复核人:_____
清
场
1、按“一般生产区生产操作区清洁规程”清洁工作区。
2、按“沉淀罐清洁规程”清洁沉淀罐。
3、按“一般生产区容器具清洁规程”清洁容器具。
4、按“清洁工具清洁规程”清洁洁具。
□现场无剩余物料及废弃物。
□与生产无关的文件清离出场。
□设备、容器具清洁干净,挂上“已清洁”状态牌。
□操作间、地面、平台、墙壁清洁,无积水,无灰尘,门窗洁净。
洁具清洗干净,置规定地点。
清场人:____
复核人:____
监控员:____
备
注
生产过程异常情况:
无 □
有 □ 按“生产过程偏差处理管理规程”处理,并将相应的记录附本页后。
QA监控员签发“清场合格证”,原件贴在本页背面,副件挂在操作间门外。
4、按“洁净区容器具清洁规程”清洁容器具。
5、按“清洁工具清洁规程”清洁洁具。
□现场无剩余物料及废弃物。
□与生产无关的文件清离出场。
□万能粉碎机、容器具、电子秤清洁干净,挂上“已清洁”状态牌。
□操作间、地面、平台、墙壁清洁,无积水,无灰尘,门窗洁净。
□洁具清洗干净,置规定地点。
清场人:____
复核人:____
清场人:____
____
复核人:____
监控员:____
备
注
生产过程异常情况:
无 □
有 □ 按“生产过程偏差处理管理规程”处理,并将相应的记录附本页后。
QA监控员签发“清场合格证”,原件贴在本页背面,副件挂在操作间门外。
产品名称
板蓝根颗粒
工 序
制软材、制粒
页 号
1/ 1
产品批号
批 量
生产日期
年 月 日
操作人
检
查
1、复查清场情况;将经QA签字的“清场合格证”副件贴于记录背面。
2、检查高效循环提取浓缩机组、多功能提取罐磅秤完好情况
3、人员卫生及着装符合规定
□ 已复查,符合要求
□ 已贴于记录背面
□ 设备完好、磅秤符合要求
□ 人员卫生、着装符合规定
检查人:____
QA监控员检查合格后签名,准许开工
监控员:____
清场人:____
复核人:____
监控员:____
备
注
生产过程异常情况:
无 □
有 □ 按“生产过程偏差处理管理规程”处理,并将相应的记录附本页后。
QA监控员签发“清场合格证”,原件贴在本页背面,副件挂在操作间门外。
产品名称
板蓝根颗粒
工序
提取
页 号
1/1
产品批号
批量
生产日期
年 月 日
项目
操作提示及要求
结果记录
□ 人员卫生、着装符合规定
检查人:____
QA监控员检查合格后签名,准许开工
监控员:____
操
作
1、核对液体储罐内待回收乙醇药液是否与“物料卡”相符。
2、打开进料口阀门,将上清液抽入可倾式真空浓缩罐内,药液量不超过可倾式真空浓缩罐容积的三分之二。
3、打开蒸气阀门,用夹套通蒸气的方式进行间接加热,控制温度在80℃左右。
4、按“电子秤清洁规程”清洁电子秤。
5、按“清洁工具清洁规程”清洁洁具。
□现场无剩余物料及废弃物。
□与生产无关的文件清离出场。
□设备、容器具、电子秤清洁干净,挂上“已清洁”状态牌。
□操作间、地面、平台、墙壁清洁,无积水,无灰尘,门窗洁净。
□洁具清洗干净,置规定地点。
清场人:____
复核人:____
监控员:____
煎煮时间:从时分至时分
煎煮液总量为:L
清膏量为L相对密度为
操作人:_____复核人:_____
清
场
1、按“一般生产区生产操作区清洁规程”进行清洁工作区。
2、按“高效循环提取浓缩机组清洁规程”清洁高效循环提取浓缩机组。
3、按“多提取浓缩罐清洁规程”清洁多功能提取罐。
按“一般生产区容器具清洁规程”清洁容器具。
6、合并煎煮液,滤过,浓缩至相对密度为1.20(50℃)。
转入板蓝根重量Kg
操作人:_____复核人:_____
监控员:_____
1号提取罐投料量:Kg
第一次加水量:L
煎煮时间:从时分至时分
第二次加水量:L
煎煮时间:从时分至时分
2号提取罐投料量:Kg
第一次加水量:L
煎煮时间:从时分至时分
第二次加水量:L
4、按“磅秤清洁规程”清洁磅秤。
5、按“清洁工具清洁规程”清洁洁具。
□现场无剩余物料及废弃物。
□与生产无关的文件清离出场。
□设备、容器具、磅秤清洁干净,挂上“已清洁”状态牌。
□操作间、地面、平台、墙壁清洁,无积水,无灰尘,门窗洁净。