车床简介
零件加工——车床的简介及车削光轴、台阶轴
台阶轴的加工步骤:
1.用三爪卡盘夹住φ35mm毛坯外圆,伸出110mm左右,必须先找正 外圆 2.车端面,用45度车刀车平即可,钻中心孔 3.采用一夹一顶装夹工件,划线,粗车φ32mm外圆、φ25mm外圆及 φ18mm外圆,留精车余量0.5~1mm 4.精车φ32mm外圆之尺寸要求,φ18mm外圆至尺寸要求,为保证 φ35mm外圆对φ18mm外圆的同心度公差为0.03mm要求,必须一次 装夹完成 5.用千分尺检验外圆尺寸 5. 6.用45度车刀倒角C1,锐边倒钝 7.调头装夹φ25mm外圆靠住端面(表面把包一层铜皮夹住圆柱面) 校正工件 8.车端面,取总长至要求尺寸 9.警车φ24mm外圆至要求尺寸,保证长度尺寸要求 10.倒角C1,锐边倒钝 11.检查
三箱 车 床 结 构
作用是变换进给量, 进给箱10: 进给箱10: 10 作用是变换进给量,并把运动 传给溜板箱 带动刀架实现纵向、 带动刀架实现纵向、横向进 溜板箱8:给,快速移动或车螺纹 溜板箱8
刀架2:装四组刀具,按需要手动转位使用 刀架2 装四组刀具, 尾座3: 支持工件或安装钻头等孔加工刀具 尾座3
7.车床附件
中心架和跟刀架,车削较长工件时, 起支撑作用。
90度车刀,用于车外圆和端面
45度车刀,用于车外圆、端面和倒角
75度车刀也可用于车外圆、端 面和锐边倒钝
光轴加工步骤:
1.装夹:将毛坯伸出80mm左右,用三爪卡盘夹紧 2.用45度车刀粗、精车端面,钻中心孔 3.采用一夹一顶装夹方式,用90度外圆车刀粗车外圆, 直径到φ51mm,长度75mm左右 4.精车外圆,至外圆尺寸φ50±0.01mm,保证粗糙度。 4. φ50 0.01mm 5.倒角 6.调头装夹(表面包一层铜皮夹住圆柱面)车端面取总 长为120mm 7.粗、精车外圆至尺寸要求 8.倒角 9.检查
车床教学ppt课件

切削深度
根据工件材料和加工余量,选 择合适的切削深度,确保加工 稳定。
刀具角度
根据加工需求和刀具材料,合 理选择刀具的前角、后角和主 偏角,提高刀具使用寿命和切
削效果。
切削液的使用与注意事项
选择合适的切削液
根据加工需求和材料特性,选择合适的切削 液,如乳化液、切削油等。
定期更换切削液
保持切削液的清洁度,定期更换切削液,防 止细菌和霉菌滋生。
车床教学ppt课件
contents
目录
• 车床简介 • 车床基本操作 • 车床加工工艺 • 车床维护与保养 • 安全操作规程
01 车床简介
车床的定义与种类
总结词
车床是一种金属切削机床,主要用于加工回转体零件。根据用途和加工需求,车床可分为卧式车床、立式车床、 转塔车床等不同类型。
详细描述
车床是一种广泛应用于机械加工行业的机床设备,主要用于对金属或其他材料进行切削、钻孔、攻丝等加工,以 获得所需的几何形状和精度。根据车床主轴的安装方式和加工特点,车床可分为卧式车床、立式车床、转塔车床 等多种类型。
降低生产成本具有重要意义。
车床的发展历程与趋势
总结词
随着科技的进步,车床经历了从传统机械式到数控化 、智能化的转变。未来,车床将朝着高精度、高效率 、自动化和智能化的方向发展。
详细描述
自工业革命以来,车床经历了漫长的发展历程。从最初 的简易机械式车床到现代的数控车床和智能车床,技术 的进步使得车床的加工精度和效率不断提升。未来,随 着科技的不断发展,车床将进一步朝着高精度、高效率 、自动化和智能化的方向发展。智能化车床能够实现自 适应加工和远程监控等功能,提高生产效率和加工质量 。同时,随着工业4.0和智能制造的推进,车床的应用 领域也将不断拓展,为制造业的发展注入新的活力。
第一章车床基础知识

2、普通车床的组成
普通 和床身 。
主轴箱:又称床头箱,它的主要任务是将主电机传来的旋转运动经过一系列
的变速机构使主轴得到所需的正反两种转向的不同转速,同时主轴箱分出部分动
力将运动传给进给箱。主轴箱中等主轴是车床的关键零件。主轴在轴承上运转的
限位块应安置牢固。 (7)铣床运转时,禁止徒手或用棉纱清扫机床,人不能站在铣刀的切线方
向,更不得用嘴吹切屑。 (8)工作台与升降台移动前,必须将固定螺丝松开;不移动时,将螺母拧
紧。 (9)刀杆、拉杆、夹头和刀具要在开机前装好并拧紧,不得利用主轴动转
来帮助装卸。 (10)实训完毕应关闭电源,清扫机床,并将手柄置于空位,工作台移至正
数控车床是数字程序控制车床的简称,它集通用性好的万能型 车床、加工精度高的精密型车床和加工效率高的专用型车床的 特点于一身,是国内使用量最大,覆盖面最广的一种数控机床。 要学好数控车床理论和操作,就必须勤学苦练,从平面几何, 三角函数,机械制图,普通车床的工艺和操作等方面打好基础。 因此,必须首先具有普通车工工艺学知识然后才能从掌握人工 控制转移到数字控制方面来,另一方面,若没有学好有关数学、 电工学、公差与化合和机械制造等深内容,要学好数控原理和 程序编制等,也会感到十分困难。熟悉零件工艺要求,正确处 理工艺问题。由于数控机床加工的特殊性,要求数控机床加工 工人既是操作者,又是程序员,同时具备初级技术人员的某些 素质,因此,二操作者必须熟悉被加工零件的各项工艺(技术) 要求,如加工路线,刀具和其几何参数,切削用量,尺寸和形 状位置公差。”存熟悉了各项工艺要求,并对出现的问题正确 进行处理后,才能减少工作盲目性,保证整个加工工作圆满完 成。
其车床主轴垂直于水平面,一个直径很大的圆形工作
台,用来装夹工件。这类机床主要用于加工径向尺寸
第一章 数控车床简介

2、多功能化: (1)数控机床采用一机多能,以最大限度地提高设备设备的利 用率。 (2)前台加工、后台编辑的后台功能,以充分提高其工作效率 和机床利用率。 (3)具有更高的通讯功能,现代数控机床除具有通讯口、DNC 功能外,还具有网络功能。 DNC是Direct Numerical Control/Distributed Numerical Control英文一词的缩写,中文意思:直接数字控制/分布式控 制。 DNC最早是指分布式数控系统(Distributed Numerical Control),其含义是用一台大型计算机同时控制几台数控机 床。后来随着科学技术的进步,数控系统由NC (Numerical Control)发展为CNC (Computer Numerical Control 计算机 数控系统),每一台数控机床由一台计算机(CNC系统)来 控制,所以过去的DNC概念已失去意义。
为实现更高速度、更高精度的指标,目前主要 在下述几个方面采取措施进行研究: (1)数控系统:数控系统采用位数、频率更高的 微处理器,以提高系统的基本运算速度。 (2)伺服交流伺服系统:全数字交流伺服系统, 大大提高了系统的定位精度、进给速度。所谓数字 伺服系统,是指伺服系统中的控制信息用数字量来 处理。随着数字信号微处理器速度的大幅度提高, 伺服系统的信息处理可完全用软件来完成,这就是 所谓的“数字伺服”。
3 智能化:引进了自适应控制技术.自适应控制 (Adaptive Control,简称AC)技术是能调节在 加工过程中所测得的工作状态特性,且能使切削 过程达到并维持最佳状态的技术。 4 高可靠性:通过提高数控系统的硬件质量,采 用模块化、标准化和通用化来提高其可靠性。
二、 数控技术的基本概念 1 数字控制(Numerical Control),简称NC,它是 采用数字化信息实现加工自动化的控制技术, 用数字化信号对机床的运动及其加工过程进行 控制的机床称作数控机床。 2 NC机床:早期的数控机床的NC装置是由各种 逻辑元件、记忆元件组成随机逻辑电路由硬件 来实现数控功能,称作硬件数控,用这种技术 实现的数控机床称作NC机床。 3 CNC 机床:现代数控系统采用微处理器或专用 微机的数控系统(Computer Numerical Control) 由事先存放在存储器里的系统程序(软件)来 实现控制逻辑,实现部分或全部数控功能,并 通过接口与外围设备进行联接,这样的机床称 作CNC机床。
CA6140车床的简介
CA6140车床的简介.txt22真诚是美酒,年份越久越醇香浓型;真诚是焰火,在高处绽放才愈是美丽;真诚是鲜花,送之于人手有余香。
一颗孤独的心需要爱的滋润;一颗冰冷的心需要友谊的温暖;一颗绝望的心需要力量的托慰;一颗苍白的心需要真诚的帮助;一颗充满戒备关闭的门是多么需要真诚这一把钥匙打开呀!CA6140车床是一种机械结构比较复杂而电气系统简单的机电设备,是用来进行车削加工的机床。
在加工时,通过主轴和刀架运动的相互配合来完成对工件的车削加工。
车床的种类很多,按其用途和结构的不同,可分为卧式车床、落地车床、立式车床、仿形车床、转塔车床、多刀半自动车床、自动车床等。
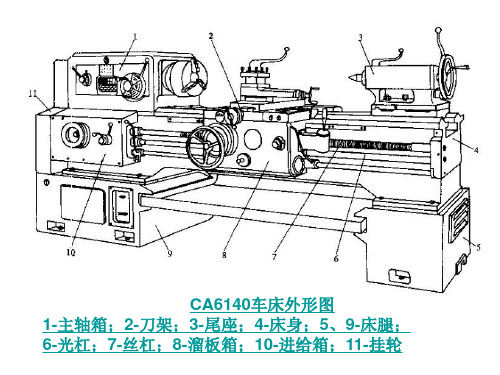
第一节 CA6140车床概述一、机床的组成和主要技术参数1.机床的组成CA6140车床的主要组成部件由图1所示。
1.主轴箱主轴箱1是一部件,由箱体、主轴、传动轴、轴上传动件、变速操纵机构、润滑密封件等组成。
主轴通过前端的卡盘或者花盘带动工件完成旋转作主运动,也可以安装前尖顶通过拨盘带动工件旋转。
2.刀架四方刀架装在小滑板上,而小滑板装在中滑板上,纵滑板可沿床身导轨纵向移动,从而带动刀具纵向移动,用来车外圆、镗内孔等。
而中滑板相对于纵滑板作横向移动,用来带动刀具加工端面、切断、切槽等。
小滑板可相对中滑板改变角度后带动刀具斜进给,用来车削内外短锥面。
3、尾座尾座3可沿其导轨纵向调整位置,其上可安装顶尖支撑长工件的后段以加工长圆柱体,也可以安装孔加工刀具加工孔。
尾座可横向作少量的调整,用于加工小锥度的外锥面。
4、进给箱进给箱8内装有进给运动的传动及操作装置,通过改变进给量的大小,可改变所加工螺纹的种类及导程。
5、床身及床腿床身4是机床的支承件,它安装在左床腿7和右床腿5上并支承在地基上。
床身上安装着机床的各部件,并保证它们之间具有要求的相互准确位置。
床身上面有纵向运动导轨和尾座纵向调整移动的导轨。
6、溜板箱溜板箱6与纵向滑板(床鞍)相连,溜板箱内装有纵、横向机动进给的传动换向机构和快速进给机构等。
车床主要结构PPT课件

进给箱
进给箱是车床的关键部件之一 ,主要作用是控制刀具的进给 量,即切削深度和进刀速度。
进给箱内部装有各种传动零件 ,如丝杠、光杠、蜗杆等,通 过这些零件将主轴箱的动力传 递给刀具,实现刀具的进给运
动。
进给箱的传动系统一般由丝杠 和螺母组成,通过丝杠的旋转 运动转换为螺母的直线运动, 从而带动刀具进给。
溜板箱内部装有各种传动零件,如齿 轮、丝杠、光杠等,通过这些零件将 进给箱的动力传递给刀架,实现刀具 的进给运动。
溜板箱的传动比可以通过更换齿轮或 调整传动零件的位置来实现,以满足 不同的切削要求。
刀架
01
刀架是车床的关键部件之一,主要作用是装夹刀具并使刀具在工件上 作相对运动。
02
刀架一般由刀架体、刀座、刀具等组成,通过夹紧机构将刀具夹紧在 刀座上,再通过溜板箱的传动使刀具在工件上作相对运动。
车床主要结构ppt课件
• 车床简介 • 车床的主要结构 • 车床的工作原理 • 车床的维护与保养 • 车床操作安全规范
01
车床简介
车床的定义
01
车床是一种用于切削金属材料的 机床,通过高速旋转刀具对工件 进行车削加工,可加工各种旋转 表面。
02
车床主要用于加工轴、盘、套等 旋转体零件,也可用于加工螺纹 、槽等复杂曲面。
遵循操作规程
避免用手接触危险部位
在操作过程中,必须严格遵循车床的 操作规程,不得随意更改操作步骤。
在操作过程中,应避免用手接触车床 的旋转部位和其他危险部位,以免发 生意外伤害。
注意观察车床状态
操作过程中,应时刻观察车床的工作 状态,如发现异常情况应及时停机检 查。
操作后的清理与检查
清理Байду номын сангаас作区域
第四章 CA6140型卧式车床

第四章CA6140型卧式车床概述一、车床的分类车床可分为:①普通(卧式)车床;②立式车床(主要用于外形为非回转体的零件的车削加工);③半自动及自动车床;④仿形车床;⑤专门化车床(如铲齿车床、凸轮轴车床、曲轴车床、轧辊车床等)等。
其中以普通车床应用最广泛。
二、车床的运动主运动——工件的回转运动进给运动——刀架的移动第一节CA6140型卧式车床简介一、工艺范围普通车床的工艺范围很广,它可以车削:内、外圆柱面、圆锥面、成形回转面、环行槽,以及车削端面和各种螺纹,还可以进行钻孔、扩孔、攻丝、套丝和滚花等工作。
二、组成(图4-1)三、主要技术参数40 —最大工件回转直径400mm见书P.72 。
([注]主轴内孔直径50mm;最大棒料直径48mm)第二节CA6140型卧式车床传动系统图1.传动系统图——用简化符号将动力源、执行件以及所有的传动元件以展开图的形式绘制的平面图。
(见图4-2)2.展开图——(1)由于传动系统图是平面图,有些元件可能被遮挡住,所以要利用展开图。
(2)展开图的轴向反映了各元件真实的相对位置关系。
(3)展开图的径向:①相啮合齿轮所在两轴反映真实的相对位置关系②其余则不能反映真实的相对位置关系3.根据图4-2认识有关的符号及含义①电动机(动力源)②主轴(执行件)③刀架(执行件)⑤齿轮传动⑥ 轴(Ⅰ、Ⅱ、Ⅲ、Ⅳ、Ⅴ、……)(轴号在图中必须标出) ⑦ 蜗杆传动⑧ 挂轮(交换齿轮)⑨ 换向机构 (参考 图4-3 )⑩ 轴承⑾ 离合器(M 1、M 2、M 3、……)(注意离合器的位置及用途)4.分析传动系统图的步骤(以每条传动链看)a )找两端,连中间;b )确定计算位移;c )写出传动路线表达式;d )写出运动平衡式(或还需化简成“换置公式”)。
[注]i1u一、主 传 动(主运动传动链)1.两端件及计算位移电动机主轴(n电= 1450 r / min)(n z)2.传动方式及传动路线表达式(1)传动方式①定比传动—带传动a)降速b)柔性传动(减振、吸振)c)可较远距离传递②双向片式摩擦离合器可在电机不停机状态下,使主轴:a)正转(并与换向机构配合)b)反转c)停止转动③背轮机构(ⅢⅤ)可合理利用径向空间(注意:图中Ⅲ轴与Ⅴ轴同轴线)④高速分支利用M2,使Ⅲ轴的运动直接传到Ⅵ轴(主轴)⑤斜齿轮副Ⅴ—Ⅵ之间用了一对斜齿轮传动(定比传动),目的一是使传动平稳;二是在低速时,可比直齿轮传动受力大。
简述卧式车床的加工范围

简述卧式车床的加工范围摘要:一、卧式车床简介二、卧式车床的加工范围1.轴类零件加工2.盘类零件加工3.套类零件加工4.轴套类零件加工5.齿轮类零件加工6.螺纹类零件加工7.特殊零件加工三、卧式车床的应用领域四、卧式车床的选购与使用注意事项正文:一、卧式车床简介卧式车床是一种常见的金属切削机床,具有结构简单、操作方便、加工效率高等特点。
它适用于各种金属零件的加工,特别是回转对称的轴、盘、套、轴套、齿轮等零件。
在我国,卧式车床的应用范围广泛,已成为各类工厂和企业必备的加工设备。
二、卧式车床的加工范围1.轴类零件加工:卧式车床可以加工各种轴类零件,如轴径、轴孔、轴端等。
加工过程中,可通过多种刀具实现内外圆、端面、螺纹、沟槽等切削工序。
2.盘类零件加工:卧式车床适用于盘类零件的加工,如法兰、齿轮、皮带轮等。
可通过挂轮架或其他辅助设备,实现对盘类零件的内外圆、螺纹、齿轮等切削加工。
3.套类零件加工:卧式车床可以加工各种套类零件,如轴承套、轴套等。
加工过程中,可通过内外圆刀具实现套类零件的内外圆、螺纹、沟槽等切削工序。
4.轴套类零件加工:卧式车床适用于轴套类零件的加工,如轴衬、轴承座等。
加工过程中,可通过内外圆、端面、螺纹等刀具实现切削工序。
5.齿轮类零件加工:卧式车床可以加工各种齿轮零件,如直齿轮、斜齿轮、内齿轮等。
通过齿轮刀具,实现对齿轮的齿形切削。
6.螺纹类零件加工:卧式车床适用于各种螺纹类零件的加工,如螺纹轴、螺纹套等。
加工过程中,可通过螺纹刀具实现螺纹切削。
7.特殊零件加工:卧式车床还可加工一些特殊零件,如曲线、螺旋、扭曲等。
通过相应的刀具和附件,实现对这些特殊零件的切削加工。
三、卧式车床的应用领域卧式车床广泛应用于各类工厂和企业,如机械制造、汽车制造、航空航天、石油化工等领域。
在这些领域中,卧式车床发挥着重要作用,提高了生产效率和产品质量。
四、卧式车床的选购与使用注意事项1.选购卧式车床时,应根据加工需求和生产规模,选择合适的机床型号和规格。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录: 一.车床的定义 二.车床的功能 三.车床的种类 四.车床加工的工艺特点 五.车床加工材料 六.车床维护保养 七.车床加工实例
一.车床的定义
车床是将工件固定,通过工件的高速旋转、
车刀(刀架)的横向移动和纵向移动,把各 种金属材料(称为工件毛坯)上多余的金属 材料(称为加工余量)从工件毛坯剥离,得 到图纸所需求的零件。
三.车床的种类
1.传统车床:加工对象广,主轴转速和进给量的调整范围大,能
加工内外表面,端面和内外螺纹。这种车床主要由人手工操作,生产效 率低,适用单件、小批量生产和修模使用。
三.车床的种类
2.25#油压车床:采用油压装置、PLC控制,分前置刀架与后
置刀架,能对工件的外径、端面自动进行加工。
加工工艺设计是对工件加工前的前期准备工
作,在加工前都要对加工的零件进行工艺过 程分析,拟定加工方案,确定加工路线和加 工内容,设计合适的夹具及装夹方法,只有 在确定了工艺设计方案后,制定了工艺卡, 操作者才能按加工工艺进行操作。
五.车床加工材料
六.车床维护保养
七.车床加工实例
4.复合式电脑车床:以车削加工为基础,除车削刀具外,在刀
架上还安装有能铣削加工用的回转刀具,可以在圆形工件上加工平床是一种通过凸轮来控制加工步骤的自
动加工机床,特点是加工速度快,自动送料,料完自动停机,能同时进 行攻牙、切削、压花等加工。
四.车床加工的工艺特点
三.车床的种类
3.20#/32#电脑车床:电脑车床是数字程序控制的车床,它
是通用性很好的万能车床,加工精度高的精密型车床和加工效率高的专 用车床的特点于一身,能对工件的外径、端面、圆弧、螺纹、钻孔、角 度、切槽全面进行加工。 32#电脑车床与20#只是在加工工件的大小上 有区别。
三.车床的种类
二.车床的功能
1.车外圆;
局部放 大图
二.车床的功能
2.车端面;
局部放 大图
二.车床的功能
3.车螺纹;
局部放 大图
二.车床的功能
4.车圆弧;
局部放 大图
二.车床的功能
5.车角度;
二.车床的功能
6.钻孔;
二.车床的功能
7.攻螺纹;
二.车床的功能
8.铣平面;