焊接记录
管道焊接工作记录

管道焊接工作记录
焊 口 编 号 焊 接 位 置 Z G Z
工程名称:蒲城70万吨/年煤制烯烃项目 单元名称:气化装置/灰水处理(704) 实际 预热 焊接日期 温度 ℃ 氩电联焊 ER316L/A022 氩电联焊 ER316L/A022 氩电联焊 ER316L/A022 / / / 月 12 11 12 日 11 15 15 PCEC-1704RT-413 PCEC-1704RT-413 PCEC-1704RT-413 / / / 无损检测 报告编号 热处理 报告编号
记录人:专业工程师
质量工程师:
SH/T 3543-G403 规 mm 格
管道焊接工作记录
焊 口 编 号 焊 接 位 置
工程名称:蒲城70万吨/年煤制烯烃项目 单元名称:气化装置/灰水处理(704) 实际 预热 焊接日期 温度 ℃ 月 日 年 月 日 无损检测 报告编号 热处理 报告编号
焊工 代号
管道编号
焊工 代号
管道编号
材 质
单线图号
焊接方法
焊材牌号
PC314 704AS-2005-6"-E2E-H 7R1 Φ 168.3*12 PC314 704AS-2005-6"-E2E-H 5K PC314 704AS-2005-6"-E2E-H 4K 以下空白 Φ 168.3*12 Φ 168.3*12
00Cr17Ni14MO2 70070400-0054 00Cr17Ni14MO2 70070400-0054 00Cr17Ni14MO2 70070400-0054
材 质
单线图号
焊接方法
焊材牌号
日期:
年
月
日Hale Waihona Puke 日期:
应及时填写焊接工作记录

应及时填写焊接工作记录摘要:1.焊接工作记录的重要性2.焊接工作记录的内容3.如何填写焊接工作记录4.焊接工作记录的保存与归档正文:焊接工作记录是记录焊接过程、结果和质量控制的重要文件,对于保证焊接质量和提高生产效率具有重要意义。
因此,应及时填写焊接工作记录,为焊接工程的质量提供保障。
一、焊接工作记录的重要性焊接工作记录是焊接质量管理的基础,对于追踪焊接质量、分析焊接缺陷和提高焊接技术具有重要作用。
同时,焊接工作记录还是焊接工程验收、评估和维护的重要依据,对于确保焊接工程的长期稳定运行具有重要意义。
二、焊接工作记录的内容焊接工作记录应包括以下内容:1.焊接任务的基本信息,包括焊接部位、焊接材料、焊接方法等;2.焊接过程的描述,包括焊接顺序、焊接参数、焊接缺陷等;3.焊接结果的评价,包括焊接质量、焊接强度、焊接变形等;4.焊接质量的控制,包括焊接质量的检查、焊接质量的改进等。
三、如何填写焊接工作记录在填写焊接工作记录时,应严格按照规定格式和要求进行,确保记录的准确性和完整性。
具体操作如下:1.根据焊接任务的基本信息,填写焊接工作记录的封面和目录;2.根据焊接过程的描述,填写焊接工作记录的正文部分;3.根据焊接结果的评价,填写焊接工作记录的结论部分;4.根据焊接质量的控制,填写焊接工作记录的附录部分。
四、焊接工作记录的保存与归档焊接工作记录的保存与归档对于保证焊接工程的长期稳定运行具有重要意义。
具体操作如下:1.焊接工作记录应保存在干燥、通风、避光的环境中,避免阳光直射、潮湿和尘土污染;2.焊接工作记录应按照焊接任务的编号和日期进行归档,方便查找和管理;3.焊接工作记录的归档应定期进行,一般每年一次,对于重要的焊接工程,应根据实际情况进行调整。
管道焊接检查记录
管道焊接检查记录日期:XXXX年XX月XX日检查人员:XXX1.检查目的及背景为了确保管道焊接质量符合相关标准和规定,提高管道系统的可靠性和安全性,特进行本次管道焊接检查。
2.检查范围本次检查涉及的管道焊接工作包括但不限于:-焊缝准备工作-焊材的选择和使用-焊接工艺的操作和控制-焊接设备的使用和维护-焊缝外观质量-焊缝内部质量检测3.检查过程和方法根据焊接工艺规范和标准,以及现场的实际情况,本次检查采用以下方法进行:-视觉检查:通过肉眼观察焊缝的外观质量,如焊缝的形状、长宽比、焊缝内的夹渣、焊缝与母材的结合等。
-热处理检查:检查焊缝附近的热处理标记和跟踪记录,确保热处理工艺符合要求。
-焊缝内部质量检测:采用无损检测方法,如射线检测、超声波检测等,检查焊缝内部的缺陷情况。
4.检查结果经过检查,以下为本次管道焊接工作的主要结果:4.1焊接工艺的操作和控制-工艺参数设定合理,符合焊接工艺规范的要求。
-焊机运行正常,接地良好,电源稳定。
4.2焊缝外观质量-焊缝的外观质量整体良好,焊缝形状规整,焊缝与母材接头处无明显裂纹和凹陷。
-焊丝铺设均匀,无明显的透明气孔、夹渣等缺陷。
4.3焊缝内部质量检测-采用射线检测和超声波检测方法进行焊缝内部质量检测,未发现明显的裂纹、夹渣和其它缺陷。
-焊缝与母材的结合紧密,无明显的界面间隙。
5.检查结论根据以上检查结果,本次管道焊接工作质量良好,符合相关标准和规定要求。
各项工艺参数和设备运行状况都在正常范围内,符合设计要求。
焊缝外观质量良好,无明显缺陷。
焊缝内部质量无明显缺陷。
但仍需注意焊缝质量的持续监控,防止后续的变形和开裂等问题。
6.检查意见和建议根据检查过程,我们提出以下意见和建议:-维护和保养焊接设备,确保其正常运行。
-加强对焊材的监控和质量控制。
-检查焊缝后进行验收,并保持相关检查记录。
-加强对焊缝后处理的控制和监督。
以上为本次管道焊接检查记录,供参考和提供改进的依据。
焊接过程记录与检查表

. . .. . .
焊接过程记录与检查表(环焊缝)
.. .专业. .
说明:1―记录频率:每隔2小时/次。
2―检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
. . .. . .
焊接过程记录与检查表(角焊缝)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(闪光对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(电阻对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .。
焊接记录表格范本

焊接记录表格范本
焊接记录表格范本
项目名称:XXXXX工程
焊接记录表
焊接件名称:
焊接材料规格:
焊接方式:
焊接电流/电压:
焊接日期:
次数
焊缝号
焊接位置
焊接工艺
焊接材料
焊接电流/电压
电极型号及直径
焊接后尺寸(检测前)
焊接后尺寸(检测后)
焊工编号及签名
说明:
1. 每条焊缝都需要填写焊接记录表,冠以相同的焊接件名称。
2. 焊接位置要详细的表明,不允许有遗漏。
3. 焊接工艺应当按照设计要求来选择,并注明工艺名称。
(例如:手工电弧焊、埋弧焊、气保焊等)
4. 焊接电流/电压需严格按照工艺数据来设置,不得超过工艺文书规定的范围。
5. 电极型号及直径应根据工艺文书中规定的内容来选用,一旦选择即不能随意更改。
6. 检测前和检测后的焊接后尺寸需要详细记录,并用尺子进行测量。
7. 焊接后,需让焊工在规定的栏位中签字,以便于追溯。
采购商签署:_____________________ 日期:
_______________________
质检员签署:_____________________ 日期:
_______________________
焊工签署:_____________________ 日期:
_______________________。
焊接过程监控记录
焊接过程监控记录焊接是一项精细而复杂的工艺,不仅需要有专业的技术和经验,还需要有完善的过程监控记录,以确保焊接质量,同时也为后续的调试、维护和质量追溯提供了必要的依据。
本文章将从以下几个方面详细介绍焊接过程监控记录的重要性及内容。
一、焊接过程监控记录的重要性1. 标准化管理过程监控记录为焊接过程提供一份标准化的管理档案,记录了各阶段的过程参数和效果,可以对焊接操作进行全面监控和评估。
2. 预防质量问题监控记录可以帮助焊接人员及时发现焊接过程中的异常情况,以便及时调整焊接参数和工艺操作,从而有效预防焊接过程中出现的各种质量问题,保证焊接质量。
3. 问题排查在发现焊接质量问题时,可以通过查看监控记录,确定问题出现的时间和具体位置,并进行相应的排查和修正。
在后续的维护中也可以通过监控记录,找到维护点,快速维修设备,减少停机时间和成本。
4. 质量追溯和评估监控记录可作为质量追溯的依据,以便对产出产品、焊接过程等进行评估、分析与监督,及时发现问题,改进工艺和参数,提高生产效率和产品质量。
二、焊接过程监控记录的内容1. 焊接前准备记录进行焊接操作前的准备情况,主要包括气体气压、电源电压、功率等参数的设定,焊丝、电、气等辅助设备的检查情况等。
2. 焊接过程记录焊接过程中的各项参数及数据,如焊接速度、焊接时间、电流电压等,同时记录焊接操作人员、焊机型号等相关信息。
3. 焊接后记录焊接后的检查情况,如焊缝外观质量、尺寸等,同时记录焊接后清理情况,如切割余料等。
4. 异常情况记录记录焊接过程中出现的异常情况及处理结果,如产生焊裂、花焊、熔渣保留等问题,以及相关处理过程和效果。
5. 焊接质量评估通过对监控记录进行评估、分析、比对,确定焊接质量是否符合标准要求,如需要作出调整和改进等需要。
三、焊接过程监控记录的建议1. 记录完整要求记录人员在进行监控时要记录尽量多、尽量全的信息,以方便及时发现问题并作出相应的措施。
2. 记录真实要求记录的数据真实可信,不要出现篡改、删减等情况。
焊接操作人员焊绩记录表
记录人:XXX
日期:XXXX 年 XX 月 XX 日
焊接操作人员:XXX
焊绩记录:
序 焊缝类
号
型
焊接材 料
焊接工艺 焊接时间 焊接质 量
备注
1 平焊
钢材Βιβλιοθήκη 手工电弧 焊3 小时
优
无缺陷
2
立焊 不锈钢
氩弧焊 2.5 小时
良
小气泡,已修复
3 横焊
铝材
MIG 焊接 2 小时
优
无缺陷
4 对接焊 钢材
TIG 焊接 3.5 小时
优
无缺陷,冷却效果好
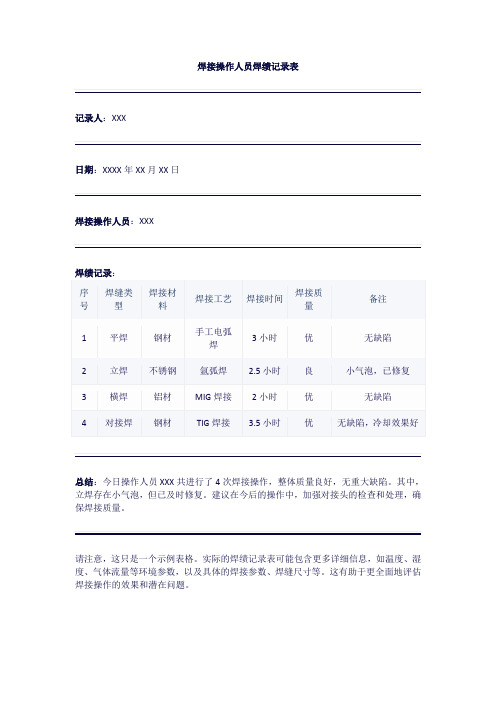
总结:今日操作人员 XXX 共进行了 4 次焊接操作,整体质量良好,无重大缺陷。其中, 立焊存在小气泡,但已及时修复。建议在今后的操作中,加强对接头的检查和处理,确 保焊接质量。
请注意,这只是一个示例表格。实际的焊绩记录表可能包含更多详细信息,如温度、湿 度、气体流量等环境参数,以及具体的焊接参数、焊缝尺寸等。这有助于更全面地评估 焊接操作的效果和潜在问题。
3503-J415 管道焊接工作记录

管道焊接工作记录
工程名称:天方药业有限公司原料药搬迁项目系统管网安装工程
单元名称:
管道编号/单线号
焊口编号
焊工代号
规格mm
材质
焊接位置
焊接方法
焊材牌号
外观检查结果
焊接日期
建设单 位
监理单位
施工单位
专业工程师:
日期:年月日
专业工程师:
日期:年月日
专业工程师:
质量检查员:
施工班组长:
日期:年月日
SH/T3503-J415-2
管道焊接工作记录(续)
工程名称:天方药业有限公司原料药搬迁项目系统管网安装工程
单元名称:
管道编号/单线号
焊口编号
焊工代号
规格mm
材质
焊接位置
焊接方法
焊材牌号
外观检查结果
焊接日期
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
WELDING RECORDS
焊接记录
Pageof
第页共页
Job No.工作指令
XH
Joint No.节点号
Prod. Name产品名称
Material材质
WPS No. WPS号
Dimension尺寸
Type &Polarity
电源极性
(A.C.) (D.C.E.N.) (D.C.E.P.)
Root
Date
日期
Pass & layer
层数焊道
Welder/welding operator
焊工
Ident No.
编号
Rod DLA.
直径
㎜
Current
电流
A
Voltage
电压
V
Preheat/interpass temp.℃
预热层间温度
Gasflow rate
气体流量
L/min
Heat
input热输入
交流 直流正接 直流反接
Welding Position
焊接位置
F; V(U); V(D); H; OH; ALL
平; 立向上; 立向下; 横; 仰; 全位置
SMAW
Electrode rod
焊条
Trade name
牌号
Ф ㎜
Lot No.
批号
Trade name
牌号
Ф ㎜
Lot No.
批号
SAW
焊丝
Remark备注
Examiner
检验员
Date
日期
Review
工长
Date
日期
Welder
焊工
Date
日期
Rec.No.
记录编号
批号
Trade name
牌号
Ф ㎜
Lot No.
批号
保护气体
Protective gas
正面
Face
背面
Root
GTAW
焊丝
Electrode wire
Lot No.
批号
Trade name
牌号
Ф ㎜
Lot No.
批号
保护气体
Protective gas
正面
Face
背面
Electrode wire
Trade name
牌号
Ф ㎜
Lot No.
批号
Trade name
牌号
Ф ㎜
Lot No.
批号
焊剂
Flux
Trade name
牌号
Lot No.
批号
Trade name
牌号
Lot No.
批号
GMAW
焊丝
Electrode wire
Trade name
牌号
Ф ㎜
Lot No.