19固溶处理工艺
铸造合金铝合金热处理工艺流程

铸造合金铝合金热处理工艺流程1.铸造合金铝合金热处理是一项重要的金属加工工艺。
The heat treatment of cast aluminum alloy is an important metal processing technology.2.该工艺旨在提高铝合金的强度和硬度。
This process aims to improve the strength and hardness of aluminum alloy.3.熔炼后的铸造合金首先需要进行固溶处理。
The cast alloy after melting needs to be solution treated first.4.固溶处理可以使合金元素均匀溶解在铝基体中。
Solution treatment can make alloy elements dissolve uniformly in the aluminum matrix.5.然后进行快速冷却以促进固溶体的形成。
Then rapid cooling is carried out to promote the formation of solid solution.6.冷却后的合金需要进行时效处理。
The alloy after cooling needs to be aged.7.时效处理可以进一步提高合金的硬度和强度。
Aging treatment can further improve the hardness and strength of the alloy.8.合金的时效温度和时间需要精确控制。
The aging temperature and time of the alloy need to be precisely controlled.9.此外,合金的冷却速度也对最终性能有影响。
In addition, the cooling rate of the alloy also affects the final performance.10.合金热处理的工艺参数需要根据具体合金的成分和用途进行调整。
固溶处理
固溶处理是为了溶解基体内碳化物、γ’相等以得到均匀的过饱和固溶体,便于时效时重新析出颗粒细小、分布均匀的碳化物和γ’等强化相,同时消除由于冷热加工产生的应力,使合金发生再结晶。
其次,固溶处理是为了获得适宜的晶粒度,以保证合金高温抗蠕变性能。
固溶处理的温度范围大约在980~1250℃之间,主要根据各个合金中相析出和溶解规律及使用要求来选择,以保证主要强化相必要的析出条件和一定的晶粒度。
对于长期高温使用的合金,要求有较好的高温持久和蠕变性能,应选择较高的固溶温度以获得较大的晶粒度;对于中温使用并要求较好的室温硬度、屈服强度、拉伸强度、冲击韧性和疲劳强度的合金,可采用较低的固溶温度,保证较小的晶粒度。
高温固溶处理时,各种析出相都逐步溶解,同时晶粒长大;低温固溶处理时,不仅有主要强化相的溶解,而且可能有某些相的析出。
对于过饱和度低的合金,通常选择较快的冷却速度;对于过饱和度高的合金,通常为空气中冷却。
不锈钢固溶热处理碳在奥氏体不锈钢中的溶解度与温度有很大影响。
奥氏体不锈钢在经400℃~850℃的温度范围内时,会有高铬碳化物析出,当铬含量降至耐腐蚀性界限之下,此时存在晶界贫铬,会产生晶间腐蚀,严重时能变成粉末。
所以有晶间腐蚀倾向的奥氏体不锈钢应进行固溶热处理或稳定化处理。
固溶热处理:将奥氏体不锈钢加热到1100℃左右,使碳化物相全部或基本溶解,碳固溶于奥氏体中,然后快速冷却至室温,使碳达到过饱和状态。
这种热处理方法为固溶热处理。
固溶热处理中的快速冷却似乎象普通钢的淬火,但此时的‘淬火’与普通钢的淬火是不同的,前者是软化处理,后者是淬硬。
后者为获得不同的硬度所采取的加热温度也不一样,但没到1100℃。
淬火钢的淬火是将钢加热到临界温度Ac3或Ac1以上某一温度,保温一段时间,使之全部或部分奥氏体化,然后以大于临界冷却速度的冷速快冷到Ms以下进行马氏体转变的热处理工艺。
通常也将铝合金、铜合金、钛合金、钢化玻璃等材料的固溶处理或带有快速冷却过程的热处理工艺称为淬火。
不锈钢固溶后的变化

不锈钢固溶后的变化
不锈钢固溶处理后,其物理和化学性质会发生变化。
以下是主要的几点变化:
力学性能:固溶处理可以恢复不锈钢的耐腐蚀性,并获得所需的不锈钢硬度,以确保不锈钢的最佳使用性能。
同时,固溶处理后的不锈钢管件有良好的改善效果,消除了加工过程中对不锈钢管件的改造,将不锈钢的硬度降低到220HV以下,提高了不锈钢的可塑性和韧性,使管件安装更加方便、安全。
耐蚀性:固溶处理可以去除不锈钢的磁性并稳定结构,还原不锈钢的自然亮度(与抛光亮度不同)。
同时,固溶处理可以恢复不锈钢管件生产过程中的应力和晶界变化,减少不锈钢的晶间腐蚀和应力腐蚀,增强防腐能力。
结构稳定性:固溶处理可以稳定不锈钢的微观结构,提高其抗腐蚀性和力学性能。
总的来说,固溶处理后,不锈钢的力学性能、耐蚀性、加工性能都会得到改善,这也是其在众多领域广泛应用的原因之一。
什么是固溶处理时效强化

什么是固溶处理时效强化固溶处理时效强化是一种常见的金属材料热处理工艺,在材料科学领域有着重要的应用价值。
固溶处理时效强化是通过热处理过程中对金属材料进行固溶处理和时效处理,以达到提高材料强度和硬度的技术手段。
在固溶处理时效强化的过程中,通过充分溶解合金元素,使其能够均匀分布在基体中,随后在适当的温度和时间条件下进行时效处理,促使合金元素形成非均匀析出,从而提高材料的强度和硬度。
固溶处理是固溶处理时效强化的第一步,也是最关键的一步。
在固溶处理过程中,将金属材料加热至固溶温度,使合金元素溶解在基体之中,形成固溶体。
这样做可以消除材料中的析出相和位错团团等缺陷,提高材料的塑性和韧性。
固溶处理的温度、时间和冷却速率等参数的选择都将对最终材料性能产生重要影响。
随后是时效处理,时效处理是固溶处理时效强化过程的第二步。
在固溶处理完成后,将材料以适当的温度保温一定时间,使合金元素在固溶体中析出,形成细小的析出相。
这些析出相能够阻碍位错的移动,增加材料的位错密度并提高材料的强度。
时效处理的温度、时间和冷却速率等参数的选择同样对最终的材料性能有着至关重要的影响。
固溶处理时效强化作为一种有效提高金属材料性能的工艺,在航空航天、汽车制造、机械加工等领域得到了广泛的应用。
通过固溶处理时效强化,可以显著提高材料的抗拉强度、硬度、耐磨性和耐腐蚀性能,满足不同领域对材料性能的需求。
在实际工程中,固溶处理时效强化需要根据具体材料的合金成分、组织结构和工作条件等因素进行合理设计。
针对不同的材料体系和工艺要求,需要科学制定固溶温度、时效温度、保温时间等工艺参数,以实现最佳的强化效果。
此外,固溶处理时效强化过程中还需要严格控制加热、冷却和保温过程中的温度变化,避免产生不必要的晶粒长大、相变不完全等缺陷,影响材料的性能。
总的来说,固溶处理时效强化是一种重要的金属材料加工工艺,通过固溶处理和时效处理的有序组合,能够有效提高材料的硬度和强度,改善材料的性能,扩大材料的应用范围,是现代金属材料工程领域不可或缺的技术手段。
铝合金铸件热处理操作规程

铝合金铸件热处理操作规程所属分类:生产管理制度作者:[] 发布日期:2005-9-19 【字体:大中小】1 定义及其目的热处理就是选用某一热处理规范,控制加热速度,升到某一相应温度下保温一定时间以一定的速度冷却,改变其合金组织。
其主要目的是:提高力学性能,增强耐腐性能,改善加工性能,获得尺寸的稳定性。
2 热处理工艺分类2.1 退火:2.1.1 定义:退火就是将铝合金铸件加热到较高温度(一般300℃左右),保温一定时间,随炉冷却到室温的工艺。
2.1.2 目的:消除内应力,稳定尺寸,减少变形,增大塑性。
2.2 固溶处理:2.2.1 定义:固溶处理就是把铸件加热到尽可能高的温度(接近于共晶的熔点),在该温度下保持足够长的时间,并随后快速冷却。
2.2.2 目的:提高铸件的强度和塑性,改善合金的耐腐蚀性能。
2.3 时效处理:2.3.1 定义:时效处理就是将铸件加热到某一温度,保温一定时间后出炉,在空气中缓慢冷却到室温的工艺。
2.3.2 分类:2.3.2.1 不完全人工时效:它是采用比较低的时效温度或较短的保温时间,目的是为了获得优良的综合力学性能,即比较高的强度,良好的塑性和韧性。
2.3.2.2 完全人工时效:它是采用较高的时效温度和较长的保温时间。
目的:获得最大的硬度,即得到最高的抗拉强度。
2.3.2.3 过时效:它是加热到更高温度下进行。
目的:得到好的抗应力腐蚀性能或比较稳定的组织和几何尺寸。
3 热处理状态代号及意义参见下表:4 热处理工艺参数参见表2:注:表中未注明要求的,表示可通用于任何情况。
5 热处理操作要点:5.1 热处理用炉的准备:5.1.1 检查热处理用炉及辅助设备。
如供电系统、空气循环用风扇,自控仪表及热电偶插放位置是否正常、合格。
5.1.2 检查在正常工作条件下,炉膛各处温差是否在规定范围(±5℃)内。
5.1.3 起重设备是否正常、可靠。
5.2 装炉:5.2.1 待处理的铸件应按合金牌号、外廓尺寸、铸件壁厚及热处理规范进行分类。
奥氏体不锈钢固溶或稳定化处理通用工艺守则

奥氏体不锈钢固溶或稳定化处理通用工艺守则1、主题内容和适用范围本守则规定了奥氏体不锈钢受压元件固溶会稳定化处理和有关技术要求。
本守则适用于奥氏体不锈钢受压元件产品固溶或稳定化处理。
2、引用标准下列标准如已修订,则按最新版本执行。
GB/T25198-2010 《压力容器封头》GB150 《压力容器》HG/T20584-2011 《钢制化工容器制造技术要求》JB/T4756 《镍及镍合金制压力容器》3、奥氏体不锈钢受压元件固溶或稳定化处理一般要求3.1 奥氏体不锈钢受压元件固溶或稳定化条件3.1.1 《固容规》及引用标准或图样和用户要求奥氏体不锈钢制受压元件成形后进行固溶或稳定化处理。
3.1.2 GB/T 25198压力容器封头标准要求NS111.NS112.NO8811(或其相应牌号)封头,当设计温度高于538℃且需要提高耐晶间腐蚀性时,镍钼合金制封头,需提高耐晶间腐蚀性能。
3.1.3 冷成形的奥氏体不锈钢封头的变形率超过15%,奥氏体不锈钢有耐蚀要求时,成形后表面硬度大于235HB时;热成形奥氏体不锈钢封头,都进行固溶或稳定化处理。
(热成形封头终止温度高于850℃可免做稳定化处理)。
3.2 操作人员要求3.2.1 热处理操作人员应经过专业技术培训考核合格,取得操作资格证书持证上岗。
3.2.2 热处理操作人员应熟练热处理标准、规范、工艺、设备和测温装置。
3.2.3 热处理操作人员应严格按热处理工艺卡和本则的要求进行操作,并作好记录。
3.2.4 热处理工艺人员负责监督,检查热处理记录,并核实与热处理工艺是否一致。
3.3 热处理设备要求3.3.1 热处理设备应满足热处理工艺要求并完好,测温装置应经校准检定并在有效期内。
3.3.2 热处理设备应配置自动记录装置,并且绘制热处理时间——温度记录曲线图,并保证加温区内最高与最低温度之差不大于65℃.3.3.3 温度测温点布置应均匀,测温装置和记录装置应有足够的测量范围和准确度。
奥氏体不锈钢u型管弯管段固溶处理
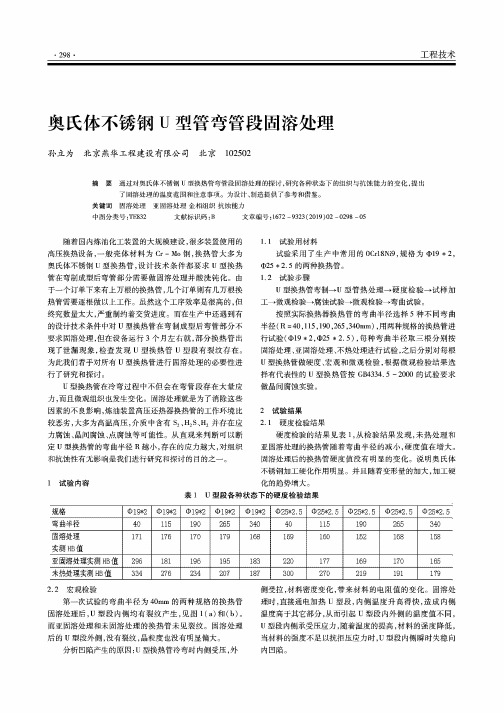
・298・工程技术奥氏体不锈钢U型管弯管段固溶处理孙立为北京燕华工程建设有限公司北京102502摘要通过对奥氏体不锈钢u型换热管弯管段固溶处理的探讨,研究各种状态下的组织与抗蚀能力的变化,提出了固溶处理的温度范围和注意事项。
为设计、制造提供了参考和借鉴。
关键词固溶处理亚固溶处理金相组织抗蚀能力中图分类号:TE832文献标识码:B文章编号:1672-9323(2019)02-0298-05随着国内炼油化工装置的大规模建设,很多装置使用的高压换热设备,一般壳体材料为Cr-M。
钢,换热管大多为奥氏体不锈钢U型换热管,设计技术条件都要求U型换热管在弯制成型后弯管部分需要做固溶处理并酸洗钝化。
由于一个订单下来有上万根的换热管,几个订单则有几万根换热管需要逐根做以上工作。
虽然这个工序效率是很高的,但终究数量太大,严重制约着交货进度。
而在生产中还遇到有的设计技术条件中对U型换热管在弯制成型后弯管部分不要求固溶处理,但在设备运行3个月左右就,部分换热管出现了泄漏现象,检查发现U型换热管U型段有裂纹存在。
为此我们着手对所有U型换热管进行固溶处理的必要性进行了研究和探讨。
U型换热管在冷弯过程中不但会在弯管段存在大量应力,而且微观组织也发生变化。
固溶处理就是为了消除这些因素的不良影响,炼油装置高压还热器换热管的工作环境比较恶劣,大多为高温高压,介质中含有s2,h2s,h2并存在应力腐蚀、晶间腐蚀、点腐蚀等可能性。
从直观来判断可以断定u型换热管的弯曲半径R越小,存在的应力越大,对组织和抗蚀性有无影响是我们进行研究和探讨的目的之一。
1试验内容表11.1试验用材料试验采用了生产中常用的0Crl8Ni9,规格为019*2,◎25*2.5的两种换热管。
1.2试验步骤U型换热管弯制TU型管热处理T硬度检验T试样加工微观检验腐蚀试验微观检验弯曲试验。
按照实际换热器换热管的弯曲半径选择5种不同弯曲半径(R=40,115,190,265,340mm),用两种规格的换热管进行试验(0>19*2,025*2.5),每种弯曲半径取三根分别按固溶处理、亚固溶处理、不热处理进行试验,之后分别对每根U型换热管做硬度、宏观和微观检验,根据微观检验结果选择有代表性的U型换热管按GB4334.5-2000的试验要求做晶间腐蚀实验。
xm-19热处理工艺

xm-19热处理工艺
XM-19是一种高强度、耐腐蚀的奥氏体不锈钢,也被称为
UNS S20910不锈钢。
XM-19通常需要进行热处理以增强其力
学性能。
XM-19的热处理工艺可以分为以下几个步骤:
1. 固溶处理(Solution Annealing):将材料加热至约1050°C-1150°C的温度范围,保持一段时间,使材料中的碳、氮、铌
等合金元素均匀溶解在基体中。
然后迅速冷却至室温。
2. 淬火(Quenching):固溶处理后,进行迅速冷却,通常使
用水或油进行淬火,以使材料快速固化并保持其高强度。
3. 退火(Annealing):进行退火处理以消除材料中的残余应力,并改善其可加工性。
在退火过程中,将材料加热至
600°C-800°C的温度范围,保持一段时间,然后缓慢冷却至室温。
以上步骤是一种常见的XM-19热处理工艺,具体的工艺参数
和处理时间可能会根据不同的应用和需求而有所变化。
因此,在具体操作时,建议参考材料生产厂家提供的热处理工艺指南,并严格按照操作规范进行处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
C:≤0.08;Si:≤1.00;Cr:18.00~20.00;Mn:≤2.00;P:≤0.035;S≤0.030
Ni:8.00~11.00;
固溶处理后性能要求:
机械性能:
抗拉强度≥520N/mm2;延伸强度≥205N/mm2;伸长率≥35%;
硬度HB≤170;
工艺参数D:材料直径和厚度
序
号
工序
内容
设备
装炉温度℃
加热温度℃
加热时间min
保温时间min
出炉温度℃
冷却
介质
1
淬火加热
箱式炉
≤500
1010-1150
>60
(1.4-1.8)D水槽
水
3
抽查硬度
硬度计
4
热处理工艺曲线
≤500(1.4-1.8)D
水淬
受控状态:编号:QW/ZJ-⑤-06
固溶处理工艺
编制:
审核:
日期:
发布日期:2017年03月01日实施日期:2017年03月01日
浙江xxx有限公司指导文件
编号
QW/ZJ-⑤-06
版本
A/0
固溶处理工艺
页码
第1页共1页
产品名称
棒材
材料规格
Φ20 ~Φ159钢管
执行标准:GB/T14976-2012 GB/T12459-2005