粗糙度符号表示概念
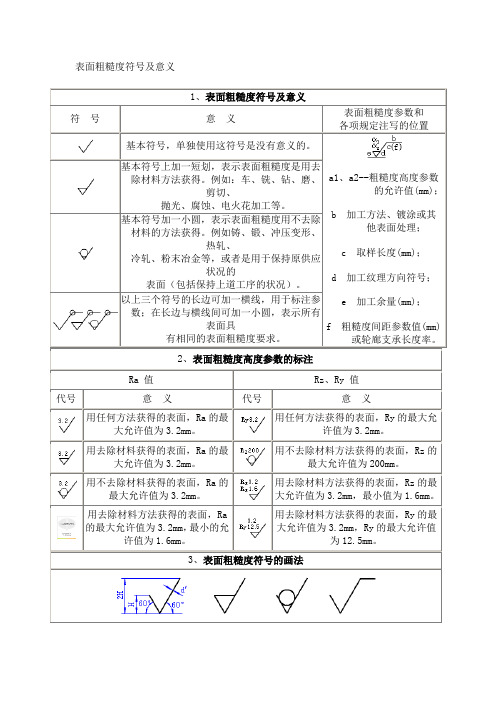
表面粗糙度符号及意义
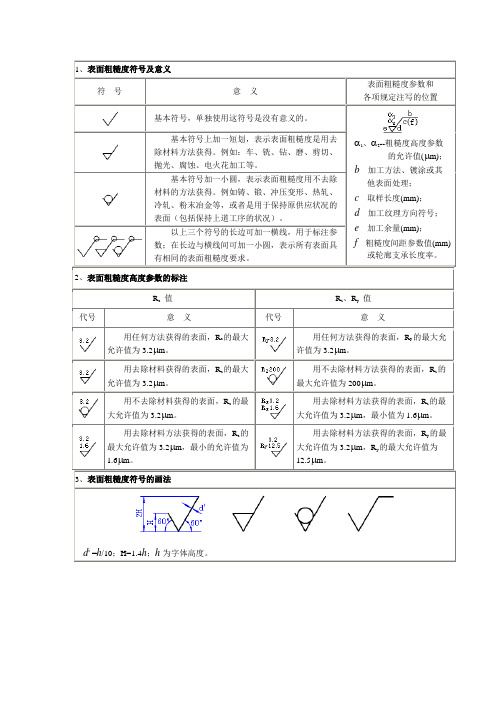
抛光、腐蚀、电火花加工等。
基本符号加一小圆,表示表面粗糙度用不去除
材料的方法获得。例如铸、锻、冲压变形、热轧、
冷轧、粉末冶金等,或者是用于保持原供应状况的
表面(包括保持上道工序的状况)。
以上三个符号的长边可加一横线,用于标注参
数;在长边与横线间可加一小圆,表示所有表面具
有相同的表面粗糙度要求。
2、表面粗糙度高度参数的标注
Ra值
Rz、Ry值
代号
意 义
代号
意 义
用任何方法获得的表面,Ra的最大允许值为3.2m。
用任何方法获得的表面,Ry的最大允许值为3.2m。
用去除材料获得的表面,Ra的最大允许值为3.2m。
用不去除材料方法获得的表面,Rz的最大允许值为200m。
用不去除材料获得的表面,Ra的最大允许值为3.2m。
1、表面粗糙度符号及意义
符 号
意 义
表面粗糙度参数和
各项规定注写的பைடு நூலகம்置
基本符号,单独使用这符号是没有意义的。
1、2--粗糙度高度参数
的允许值(m);
b加工方法、镀涂或其
他表面处理;
c取样长度(mm);
d加工纹理方向符号;
e加工余量(mm);
f粗糙度间距参数值(mm)
或轮廊支承长度率。
基本符号上加一短划,表示表面粗糙度是用去
用去除材料方法获得的表面,Rz的最大允许值为3.2m,最小值为1.6m。
用去除材料方法获得的表面,Ra的最大允许值为3.2m,最小的允许值为1.6m。
用去除材料方法获得的表面,Ry的最大允许值为3.2m,Ry的最大允许值为12.5m。
3、表面粗糙度符号的画法
粗糙度符号表示概念
粗糙度符号表示概念
粗糙度符号是用来表示零件表面粗糙程度的符号,通常包括以下几种:
1、Ra:表示平均粗糙度,是一个平均值,表示物体表面在一定长度范围内的平均粗糙度,数值越小,表示表面越光滑。
2、Rz:表示最大峰值高度,是指物体表面最高峰和最低谷之间的距离差值,用来表示表面的起伏程度,数值越大,表示表面起伏越大。
3、Rq:表示均方根粗糙度,是指物体表面粗糙度的均方根值,用来表示表面的整体粗糙度,数值越小,表示表面越光滑。
表面粗糙度符号及数值说明

表面粗糙度符号及其标注说明粗糙度是衡量零件表面粗糙程度的参数,它反映的是零件表面微观的几何形状误差,必须借助放大镜等进行测量。
它是由于零件加工过程中刀具与加工表面之间的摩擦、挤压以及加工时的高频振动等方面的原因造成的。
表面粗糙度对零件的工作精度、耐磨性、密圭寸性、耐蚀性以及零件之间的配合都有着直接的影响。
粗糙度的概念粗糙度的评定常用轮廓算术平均偏差Ra、轮廓最大高度Ry、微观不平度十点高度Rz三个参数表示。
数值越小,零件的表面越光滑,数值越大零件的表面越粗糙。
1、轮廓算术平均偏差Ra取样长度:取样长度是指具有粗糙度几何特征的一段长度,在取样长度内应该具有几个波峰和波谷。
测量时可选5倍的取样长度作为测量长度进行测量。
Ra是指在取样长度内,轮廓偏距绝对值的算术平均值,可以表示为:y i-i仏0)轮廓算术平均偏差R 越关于表面粗糙度的数值和表面特征、获得方法、应用举例请参见下表。
表酣&名称表面外观情况获得方法举例 应用举例毛面 除律毛口铸、锻,虬制等经滑理的 観面如机床味身、主轴箱*溜板箱、尾架体即 耒加工表曲50 稲面| <■可见刀腹 毛坯经帆车*粗刨*粗僦 曹协工方祛肝茯禅的表 面-般的鮎扎、傳角,没有要求的自由表 面 25 可见刀痕12.5 攒见刀痕 6.3半光面 可见加工痕逵崎车.稱刨* 刮研支架、箱棒和盖等的非配舍表面.一般螺 检支承面3.2 徹见加王报避 箱、1.套简號瑕獗贴的我面「傅和镇槽 的工作表面1.6 容不见加工痕迹要求有不精确定心更配合特性的表面.如 轴祇配合競面、懐孔尊X光血 可辨加工痕遍方向金刚石羊刀精车、荊校、 竝刀和压刀加工,精瞎、 浙罰,研炳.拋光要求保证定心址配合特性的表面,知支祇 扎、衬脏带轮工作面0.4 徹幕加工痕迹方向 要求能按期保证规宦的配合特性的.公差 等级为7级的孔和6级的轴 0.2不可辨加工痕班方向主轴的定t/<20mm 淬火的精确 轴的配令表面从上图中也可以看出,粗糙度参数的数值.基本上成倍数的关系。
表面粗糙度符号及意义
表面粗糙度符号及意义
a1、a2--粗糙度高度参数
的允许值(mm);
b 加工方法、镀涂或其
他表面处理;
c 取样长度(mm);
d 加工纹理方向符号;
e 加工余量(mm);
f 粗糙度间距参数值(mm)
或轮廊支承长度率。
基本符号上加一短划,表示表面粗糙度是用去
除材料方法获得。
例如:车、铣、钻、磨、
基本符号加一小圆,表示表面粗糙度用不去除
材料的方法获得。
例如铸、锻、冲压变形、
冷轧、粉末冶金等,或者是用于保持原供应
以上三个符号的长边可加一横线,用于标注参
数;在长边与横线间可加一小圆,表示所有
用任何方法获得的表面,
用不去除材料方法获得的表面,
用去除材料方法获得的表面,
大允许值为
的最大允许值为最小的允
用去除材料方法获得的表面,。
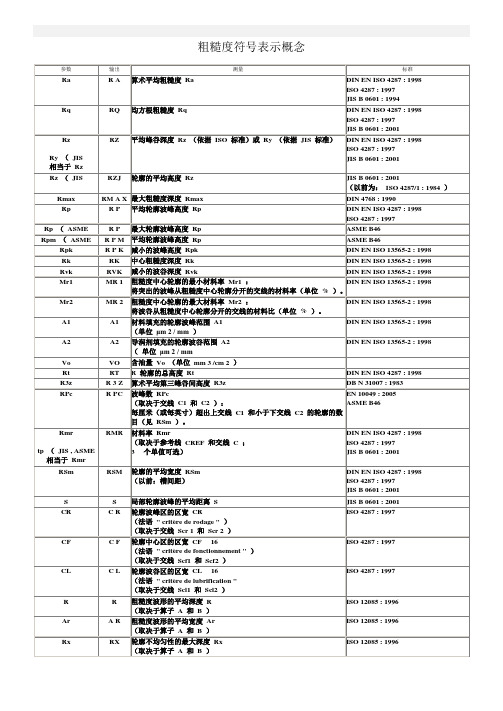
粗糙度符号实际含义
A2
导润剂填充的轮廓波谷范围A2
(单位μm 2 / mm
DIN EN ISO 13565-2 : 1998
Vo
VO
含油量Vo(单位mm 3 /cm 2)
Rt
RT
R轮廓的总高度Rt
DIN EN ISO 4287 : 1998
R3z
R 3 Z
算术平均第三峰谷间高度R3z
DB N 31007 : 1983
RPc
R PC
波峰数RPc
(取决于交线C1和C2):
每厘米(或每英寸)超出上交线C1和小于下交线C2的轮廓的数目(见RSm)。
EN 10049 : 2005
ASME B46
Rmr
tp(JIS , ASME相当于Rmr
RMR
材料率Rmr
(取决于参考线CREF和交线C;
3个单值可选)
DIN EN ISO 4287 : 1998
(法语" critère de rodage ")
(取决于交线Scr 1和Scr 2)
ISO 4287 : 1997
CF
C F
轮廓中心区的区宽CF 16
(法语" critère de fonctionnement ")
(取决于交线Scf1和Scf2)
ISO 4287 : 1997
CL
C L
轮廓波谷区的区宽CL 16
Rmax
RM A X
最大粗糙度深度Rmax
DIN 4768 : 1990
Rp
R P
平均轮廓波峰高度Rp
DIN EN ISO 4287 : 1998
ISO 4287 : 1997
Rp(ASME
表面粗糙度符号及意义

表面粗糙度符号及意义表面粗糙度高度参数的标注符号意义及说明R a R z、R y代号意义代号意义基本符号,表示表面可用任何方法获得。
当不加注粗糙度参数值或有关说明(例如:表面处理、局部热处理状况等)时,仅适用于简化代号标注用任何方法获得的表面粗糙度,R a的上限值为3.2μm用任何方法获得的表面粗糙度,R y的上限值为3.2μm 用去除材料方法获得的表面粗糙度,R a的上限值为3.2μm用不去除材料方法获得的表面粗糙度,R z的上限值为200μm基本符号加一短划,表示表面是用去除材料的方法获得。
例如:车、铣、钻、磨、剪、切、抛光、腐蚀、电火花加工、气剖等用不去除材料方法获得的表面粗糙度,R a的上限值为3.2μm用去除材料方法获得的表面粗糙度,R z的上限值为3.2μm,下限值为1.6μm基本符号加一小圆,表示表面是用不去除材料的方法获得。
例如:铸、锻、冲压变形、热轧、冷轧、粉末冶金等。
或者是用于保持原供应状况的表面(包括保持上道工序的状况)用去除材料方法获得的表面粗糖度,R a的上限值为3.2μm,R a的下限值为1.6μm用去除材料方法获得的表面粗糙度,R a的上限值为3.2μm,R y的上限值为12.5μm用任何方法获得的表面粗糙度,R a的最大值为3.2μm用任何方法获得的表面粗糙度,R y的最大值为3.2μm在上述三个符号的长边上均可加一横线,用于标注有关参数和说明用去除材料方法获得的表面粗糙度,R a的最大值为3.2μm用不去除材料方法获得的表面粗糙度,R y的最大值为200μm用不去除材料方法获得的表面粗糙度,R a 的最大值为3.2μm用去除材料方法获得的表面粗糖度,R z的最大值为3.2μm,最小值为1.6μm在上述三个符号上均可加一小圆,表示所有表面具有相同的表面粗糙度要求用去除材料方法获得的表面粗糙度,R a的最大值为3.2μm,R a的最小值为1.6μm用去除材料方法获得的表面粗糙度,R a的最大值为3.2μm,R y的最大值为12.5μm表面粗糙度数值及其有关规定在符号中注写的位置a1、a2──粗糙度高度参数代号及其数值(μm)b──加工要求、镀覆、涂覆、表面处理或其他说明等c──取样长度(mm)或波纹度(μm)d──加工纹理方向符号e──加工余量(mm)f──粗糙度间距参数值(mm)或轮廓支承长度率注:当允许在表面粗糙度参数的所有实测值中超过规定值的个数少于总数的16%时,应在图样上标注表面粗糙度参数的上限值或下限值,当要求在表面粗糙度参数的所有实测值中不得超过规定值时。
表面粗糙度符号及意义
概况粗糙度符号及意义宇文皓月概况粗糙度高度参数的标注符号意义及说明R a R z、R y 代号意义代号意义基本符号,暗示概况可用任何方法获得。
当不加注粗糙度参数值或有关说明(例如:概况处理、局部热处理状况等)时,仅适用于简化代号标注用任何方法获得的概况粗糙度,R a的上限值为3.2μm用任何方法获得的概况粗糙度,R y的上限值为3.2μm用去除资料方法获得的概况粗糙度,R a的上限值为3.2μm用不去除资料方法获得的概况粗糙度,R z的上限值为200μm基本符号加一短划,暗示概况是用去除资料的方法获得。
例如:车、铣、钻、磨、剪、切、抛光、腐蚀、电火花加工、气剖等用不去除资料方法获得的概况粗糙度,R a的上限值为3.2μm用去除资料方法获得的概况粗糙度,R z的上限值为3.2μm,下限值为1.6μm基本符号加一小圆,暗示概况是用不去除资料的方法获得。
例如:铸、锻、冲压变形、热轧、冷轧、粉末冶金等。
或者是用于坚持原供应状况的概况(包含坚持上道工序的状况)用去除资料方法获得的概况粗糖度,R a的上限值为3.2μm,R a的下限值为1.6μm用去除资料方法获得的概况粗糙度,R a的上限值为3.2μm,R y的上限值为12.5μm用任何方法获得的概况粗糙度,R a的最大值为3.2μm用任何方法获得的概况粗糙度,R y的最大值为3.2μm在上述三个符号的长边上均可加一横线,用于标注有关参数和说明用去除资料方法获得的概况粗糙度,R a的最大值为3.2μm用不去除资料方法获得的概况粗糙度,R y的最大值为200μm用不去除资料方法获得的概况粗糙度,R a 的最大值为3.2μm用去除资料方法获得的概况粗糖度,R z的最大值为3.2μm,最小值为1.6μm在上述三个符号上均可加一小圆,暗示所有概况具有相同的概况粗糙度要求用去除资料方法获得的概况粗糙度,R a的最大值为3.2μm,R a的最小值为1.6μm用去除资料方法获得的概况粗糙度,R a的最大值为3.2μm,R y 的最大值为12.5μm概况粗糙度数值及其有关规定在符号中注写的位置a1、a2──粗糙度高度参数代号及其数值(μm)b──加工要求、镀覆、涂覆、概况处理或其他说明等c──取样长度(mm)或波纹度(μm )d──加工纹理方向符号e──加工余量(mm)f──粗糙度间距参数值(mm)或轮廓支承长度率注:当允许在概况粗糙度参数的所有实测值中超出规定值的个数少于总数的16%时,应在图样上标注概况粗糙度参数的上限值或下限值,当要求在概况粗糙度参数的所有实测值中不得超出规定值时。
表面粗糙度符号及意义
表面粗糙度符号及意义表面粗糙度高度参数的标注符号意义及说明R a R z、R y代号意义代号意义基本符号,表示表面可用任何方法获得。
当不加注粗糙度参数值或有关说明(例如:表面处理、局部热处理状况等)时,仅适用于简化代号标注用任何方法获得的表面粗糙度,R a的上限值为3.2μm用任何方法获得的表面粗糙度,R y的上限值为3.2μm用去除材料方法获得的表面粗糙度,R a的上限值为3.2μm用不去除材料方法获得的表面粗糙度,R z的上限值为200μm基本符号加一短划,表示表面是用去除材料的方法获得。
例如:车、铣、钻、磨、剪、切、抛光、腐蚀、电火花加工、气剖等用不去除材料方法获得的表面粗糙度,R a的上限值为3.2μm用去除材料方法获得的表面粗糙度,R z的上限值为3.2μm,下限值为1.6μm基本符号加一小圆,表示表面是用不去除材料的方法获得。
例如:铸、锻、冲压变形、热轧、冷轧、粉末冶金等。
或者是用于保持原供应状况的表面(包括保持上道工序的状况)用去除材料方法获得的表面粗糖度,R a的上限值为3.2μm,R a的下限值为1.6μm用去除材料方法获得的表面粗糙度,R a的上限值为3.2μm,R y的上限值为12.5μm用任何方法获得的表面粗糙度,R a的最大值为3.2μm用任何方法获得的表面粗糙度,R y的最大值为3.2μm在上述三个符号的长边上均可加一横线,用于标注有关参数和说明用去除材料方法获得的表面粗糙度,R a的最大值为3.2μm用不去除材料方法获得的表面粗糙度,R y的最大值为200μm用不去除材料方法获得的表面粗糙度,R a的最大值为3.2μm用去除材料方法获得的表面粗糖度,R z的最大值为3.2μm,最小值为1.6μm在上述三个符号上均可加一小圆,表示所有表面具有相同的表面粗糙度要求用去除材料方法获得的表面粗糙度,R a的最大值为3.2μm,R a的最小值为1.6μm用去除材料方法获得的表面粗糙度,R a的最大值为 3.2μm,R y的最大值为12.5μm表面粗糙度数值及其有关规定在符号中注写的位置a1、a2──粗糙度高度参数代号及其数值(μm)b──加工要求、镀覆、涂覆、表面处理或其他说明等c──取样长度(mm)或波纹度(μm)d──加工纹理方向符号e──加工余量(mm)f──粗糙度间距参数值(mm)或轮廓支承长度率图样上标注表面粗糙度参数的上限值或下限值,当要求在表面粗糙度参数的所有实测值中不得超过规定值时如有侵权请联系告知删除,感谢你们的配合!。
表面粗糙度符号及意义
1、表面粗糙度符号及意义符号意义表面粗糙度参数和各项规定注写的位置基本符号,单独使用这符号是没有意义的α1、α2——粗糙度高度参数的允许值(μm ); b ——加工方法、镀涂或其他表面处理; c ——取样长度(mm );d ——加工纹理方向符号;e ——加工余量(mm );f ——粗糙度间距参数值(mm )或轮廊支承长度率基本符号上加一短划,表示表面粗糙度是用去除材料方法获得。
例如:车、铣、钻、磨、剪切、抛光、腐蚀、电火花加工等基本符号加一小圆,表示表面粗糙度是用不去除材料的方法获得。
例如:铸、锻、冲压变形、热轧、冷轧、粉末冶金等或者是用于保持原供应状况的表面(包括保持上道工序的状况)以上三个符号的长边可加一横线,用于标注参数;在长边与横线间可加一小圆,表示所有表面具有相同的表面粗糙度要求。
2、表面粗糙度高度参数的标注R a 值R z ,R y 值代号意义代号意义用任何方法获得的表面,R a 的最大允许值为3.2μm用任何方法获得的表面,R Y 的最大允许值为3.2μm用去除材料获得的表面,R a 的最大允许值为3.2μm用不去除材料方法获得的表面,R z 的最大允许值为200μm用不去除材料获得的表面,R a 的最大允许值为3.2μm用去除材料方法获得的表面,R z 的最大允许值(R zmax )为3.2μm ,最小允许值(R zmin )为1.6μm 用去除材料方法获得的表面,R a 的最大允许值(R amax )为3.2μm ,最小的允许值(R amin )为1.6μm用去除材料方法获得的表面,R a 的最大允许值为3.2μm ,R Y 的最大允许值为12.5μm3、表面粗糙度符号的画法d′=h/10;H=1.4h;h——为字体高度。
表面粗糙度符号及意义
用去除材料方法获得的表面粗糖度,Ra的上限值为3.2μm,Ra的下限值为1.6μm
用去除材料方法获得的表面粗糙度,Ra的上限值为3.2μm,Ry的上限值为12.5μm
用去除材料方法获得的表面粗糖度,Rz的最大值为3.2μm,最小值为1.6μm
在上述三个符号上均可加一小圆,表示所有表面具有相同的表面粗糙度要求
用去除材料方法获得的表面粗糙度,Ra的最大值为3.2μm,Ra的最小值为1.6μm
用去除材料方法获得的表面粗糙度,Ra的最大值为3.2μm,Ry的最大值为12.5μm
表面粗糙度符号及意义
表面粗糙度高度参数的标注
符号
意义及说明
Ra
Rz、Ry
代号
意义
代号
意义
基本符号,表示表面可用任何方法获得。当不加注粗糙度参数值或有关说明(例如:表面处理、局部热处理状况等)时,仅适用于简化代号标注
用任何方法获得的表面粗糙度,Ra的上限值为3.2μm
用任何方法获得的表面粗糙度,Ry的上限值为3.2μm
用任何方法获得的表面粗糙度,Ra的最大值为3.2μm
用任何方法获得的表面粗糙度,Ry的最大值为3.2μm
在上述三个符号的长边上均可加一横线,用于标注有关参数和说明
用去除材料方法获得的表面粗糙度,Ra的最大值为3.2μm
用不去除材料方法获得的表面粗糙度,Ry的最大值为200μm
用不去除材料方法获得的表面粗糙度,Ra的最大值为3.2μm
用去除材料方法获得的表面粗糙度,Ra的上限值为3.2μm
用不去除材料方法获得的表面粗糙度,Rz的上限值为200μm
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
参数输出测量标准
Ra R A 算术平均粗糙度 Ra DIN EN ISO 4287 : 1998
ISO 4287 : 1997
JIS B 0601 : 1994
Rmax RM A X 最大粗糙度深度 Rmax DIN 4768 : 1990
Rp R P 平均轮廓波峰高度 Rp DIN EN ISO 4287 : 1998
ISO 4287 : 1997
Rq Rq 均方根粗糙度Rq DIN EN ISO 4287 : 1998
ISO 4287 : 1997
DIN EN ISO 4287 : 1998 R P 最大轮廓波峰高度 Rp ASME B46
Rp
( ASME
1 Ra是profile(剖面,轮廓,侧面)上每个点高度值和参考线(中心线)高度值差值的绝对值的平均数。
2 Rmax是分段分析profile(剖面,轮廓,侧面)每段最高点和最低点差值的最大值。
(比如,标准是把profile(剖面,轮廓,侧面)分成5段,每段都有最高最低点的差值,Rmax 等于这5个值中最大的那一个值。
)
3 轮廓算术平均差Ra是国际标准,Ra后的数值为加工表面微观峰谷之间的差值,单位为微米。
4 Rp最大轮廓波峰高度,是分段分析profile(剖面,轮廓,侧面)每段的最高峰到中心线的距离。
或Rp平均轮廓波峰高度,是分段分析profile(剖面,轮廓,侧面)上每个点高度值和参考线(中心线)高度值差值的平均数。
5. Rq—均方根粗糙度:在取样长度内轮廓偏距的均方根值。
Rv----最大的谷值(在取样长度内,从轮廓中线到最低的谷值)。